








Leitfaden zum Biegen, Stanzen und Formen von Blech

Der Prozess der Biegen Das Formen eines Rohlings in einen bestimmten Winkel oder eine bestimmte Form mit Hilfe mechanischer Geräte und Werkzeuge nennt man mechanisches Biegen. Je nach Art der Biegeausrüstung und den verarbeiteten Materialien kann das mechanische Biegen in Blechbiegen und -stanzen, Blechwalzen, Blechbiegen usw. unterteilt werden. Beim Biegeprozess kann der Biegeprozess, je nachdem, ob der Rohling erhitzt wird, in Kaltbiegen und Warmbiegen unterteilt werden.
Beim Stanzen und Biegen von Blechen werden Pressen und spezielle oder allgemeine Werkzeuge verwendet, um eine Biegekraft auszuüben, die eine plastische Verformung des Rohlings bewirkt. Der Biegevorgang findet im Hohlraum der Matrize statt. Dieses Verfahren spielt eine Schlüsselrolle beim mechanischen Biegen und ist eine der wichtigsten Techniken zur Blechformung. Es ermöglicht die Herstellung komplexer gebogener Teile mit hoher Maßpräzision und ist daher unverzichtbar für die Herstellung von Komponenten mit komplizierten Geometrien.
Blechbiegen Verfahren
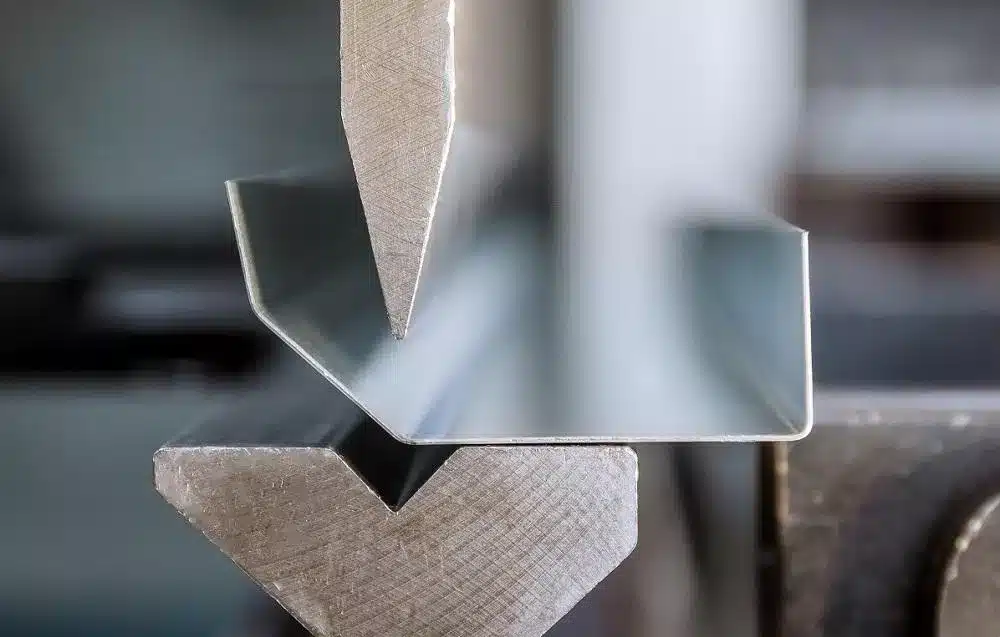
Die folgende Abbildung zeigt die Biegeverformung des Blechs. Markieren Sie zur besseren Übersicht vor dem Biegen die Biegestartlinie, die Biegemittellinie und die Biegeendlinie auf dem zu biegenden Teil des Blechs. Die folgenden Abbildungen (a) und (b) zeigen die Biegeteile nach der Umformung.
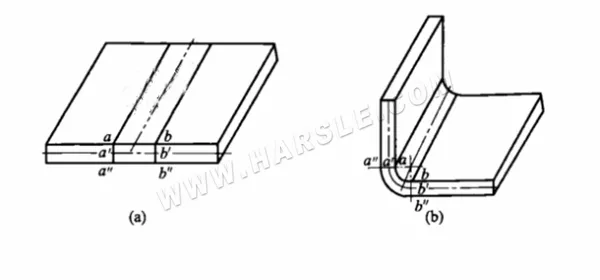
Wie in Abbildung (a) dargestellt, sind die drei Linien ab = a'b' = a”b” vor dem Biegen gleich lang. Nach dem Biegen verkürzt sich die innere Schicht und die äußere dehnt sich, sodass ab < a'b' < a”b” gilt (siehe Abbildung (b). Dies deutet darauf hin, dass beim Biegen die innere Schicht gestaucht wird, während die äußere unter Spannung steht. Dazwischen liegt eine Schicht, deren Länge unverändert bleibt – dies ist die neutrale Schicht. Da ihre Länge konstant bleibt, dient sie als Referenz für die Berechnung der flachen Länge des Materials. Ihre Position hängt vom Biegeradius ab und wird typischerweise der halben Materialdicke angenähert.
Nach dem Biegen des Blechs nimmt die Dicke in der Biegezone im Allgemeinen ab und es kommt zu einer Kaltverfestigung. Dadurch nimmt die Steifigkeit zu und das Material in der Biegezone erscheint hart und spröde. Wenn die Biegung wiederholt wird oder die abgerundete Ecke zu klein ist, bricht sie daher leicht aufgrund von Spannung, Druck und Kaltverfestigung. Daher sollten beim Biegen die Anzahl der Biegungen und der Eckenradius begrenzt werden.
Das Biegen des Blechs hingegen erfolgt wie bei anderen Verformungsverfahren. Beim Biegen wird die Außenfläche des Blechs gedehnt und die Innenfläche gestaucht. Neben der plastischen Verformung kommt es auch zu einer elastischen Verformung. Daher entstehen beim Wegnehmen der äußeren Kraft beim Biegen Winkel und Radius des Rückpralls. Der Rückprallwinkel wird als Rückprallwinkel bezeichnet.
Minimaler Biegeradius und Biegerückfederung
Die Kontrolle oder Reduzierung der Rückfederung des Biegewinkels und des Biegeradius des Biegeteils ist ein wichtiger Aspekt, um die Genauigkeit des Biegeteils zu erreichen und die Qualität des Biegeteils sicherzustellen. In der Produktion wird die Kontrolle der Rückfederung von Biegewinkel und Biegeradius üblicherweise durch den Mindestwert für Biegeradius und Biegerückfederung erreicht.
⒈Minimaler Biegeradius Der minimale Biegeradius bezeichnet im Allgemeinen den Mindestwert des Innenradius des Teils, der durch das Pressbiegeverfahren erreicht werden kann. Beim Biegen wird die minimale Biegung durch die maximal zulässige Zugverformung der äußeren Blechschicht begrenzt. Überschreitet die Verformung diesen Grad, reißt das Blech.
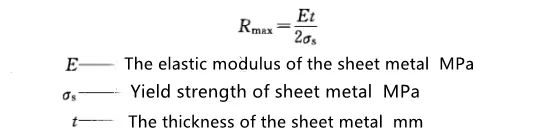
Während des Biegevorgangs ist der Biegeradius zu klein, um Biegerisse zu verursachen. Ist der Biegeradius jedoch zu groß, wird das Blech durch Rückfederung vollständig in seinen ursprünglichen geraden Zustand zurückversetzt. Zu diesem Zeitpunkt kann der Biegeradius nicht größer sein als der maximale Biegeradius Rmax:
⒉Die Bestimmung des Biegerückfederungswerts erfolgt im Allgemeinen anhand des relativen Biegeradius r/t (r ist der innere Rundungsradius des Biegeteils, t ist die Dicke des Rohlings).
●Wenn rlt < (5~8), ist der Rückprallwert des Biegeradius nicht groß, daher wird nur der Winkelrückprall berücksichtigt.
●Wenn r/t≥10, federt aufgrund des relativ großen Biegeradius nicht nur der Winkel des Werkstücks zurück, sondern auch der Biegeradius weist einen größeren Rückprall auf.
Prozessanforderungen für das Stanzen und Biegen
Der Stanz- und Biegeprozess ermöglicht die Bearbeitung komplexerer Formteile. Die hergestellten Teile zeichnen sich durch höhere Präzision und gute Produktkonsistenz aus. Um die Biegequalität zu verbessern und den Formenbau zu vereinfachen, gelten in den folgenden Aspekten besondere Anforderungen an die zu biegenden Teile.
⒈Der Rundungsradius des gebogenen Teils sollte weder zu groß noch zu klein sein. Bei einem zu großen Rundungsradius ist es aufgrund der Rückfederung nicht einfach, den Biegewinkel und den Rundungsradius des Teils zu gewährleisten. Bei einem zu kleinen Rundungsradius muss das Teil aufgrund der Biege- und Rissgefahr zweimal oder öfter gebogen werden. Das heißt, es muss vorab in eine Ecke mit größerem Rundungsradius gebogen und anschließend auf den gewünschten Biegeradius gebogen werden. Dadurch verlängert sich der Produktionszyklus. Dies bringt auch Nachteile für die Biegearbeiten mit sich.
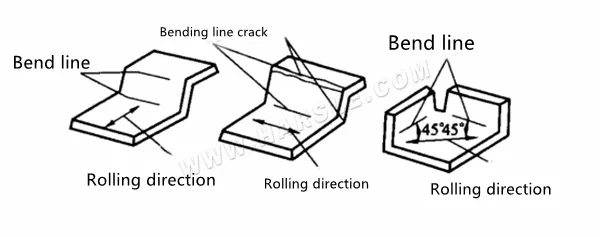
⒉Wenn der relative Biegeradius r/t <0,5~1 ist, sollte die Biegelinie senkrecht zur Richtung der gerollten Fasern des Materials verlaufen. Wenn die Teile unterschiedliche Biegerichtungen haben, sollte der Winkel zwischen der Biegelinie und der Richtung der gerollten Fasern bei 45° liegen.
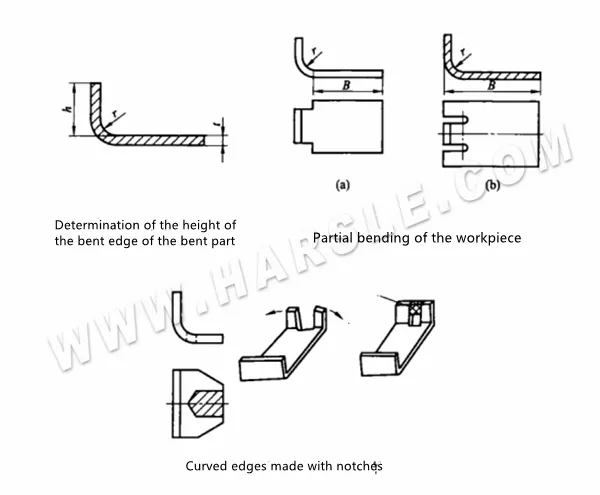
⒊Die Biegehöhe des Biegeteils sollte nicht zu klein sein und beträgt h>r+2t (siehe Abbildung unten). Andernfalls ist es aufgrund der unzureichenden Auflagefläche des Flansches auf der Form nicht einfach, ein ausreichendes Biegemoment zu erzeugen, und es ist schwierig, ein Teil mit einer genauen Form zu erhalten. Wenn die Höhe des Flansches nicht dem oben angegebenen Bereich entspricht, sollten grundsätzlich technische Maßnahmen ergriffen werden, d. h. zuerst den Flansch verlängern und dann den überschüssigen Teil nach dem Biegen abschneiden.
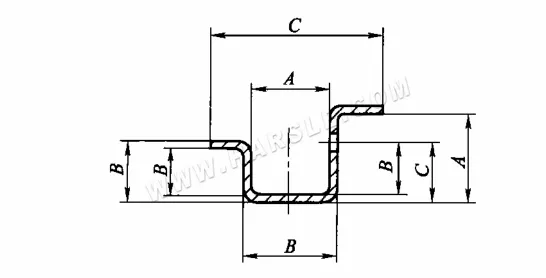
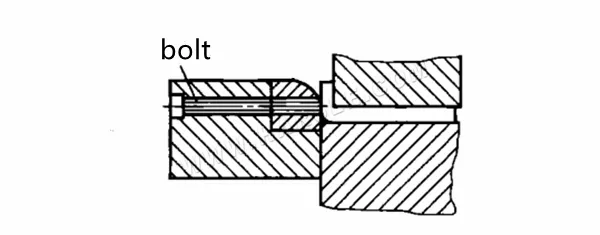
⒋Bei Teilen mit gekrümmter Stufenform sollte die Länge B des ungebogenen Teils so reduziert werden, dass es außerhalb der Biegelinie herausragt, da diese an der Wurzel der abgerundeten Ecken leicht reißen. Wenn die Länge des Teils nicht reduziert werden darf, muss zwischen dem gebogenen und dem ungebogenen Teil eine Nut geschnitten werden, wie in der Abbildung gezeigt.
⒌Bei Teilen mit Kerben an den gekrümmten Kanten sollten die Kerben nicht im Voraus hergestellt werden. Sie werden nach der Formgebung abgeschnitten. Auf diese Weise können Gabeln oder Formschwierigkeiten während des Biegevorgangs vermieden werden.
⒍Wenn das Blech mit Löchern gebogen wird, muss der Abstand I vom Rand des Lochs zur Mitte des Biegeradius eingehalten werden: wenn t <2 mm; l ≥ t, wenn t ≥ 2 mm, l ≥ 2 t. Befindet sich das Loch in der Biegeverformungszone, wird die Form des Lochs verzerrt.
⒎Form und Größe der gebogenen Teile sollten möglichst symmetrisch sein. Um sicherzustellen, dass das Material beim Biegen ausgeglichen ist und ein Verrutschen verhindert wird, sollten die Biegeteile r=r2, r3=r4 sein.
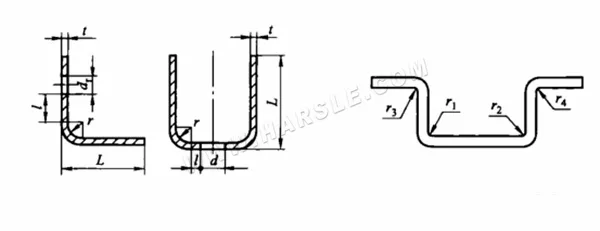
Symmetrische Biegeteile
⒏Der durch Scheren oder Stanzen erhaltene Abschnitt des Rohlings weist häufig Grate auf, sodass beim Biegen leicht Spannungskonzentrationen auftreten können. Daher sollte der Grat vor dem Biegen gefeilt werden. Gleichzeitig sollte sich die Seite des Grates in der Kompressionszone in der Nähe des Stempels befinden und dann gebogen werden, um Risse an der Außenkante des Teils zu vermeiden.
Arten und Aufbau von Biegewerkzeugen

Es gibt viele Arten von Biegewerkzeugen. Je nach Form der zu biegenden Teile unterscheidet man zwischen V-förmigen, U-förmigen und mehrförmigen Biegewerkzeugen. Je nachdem, ob die Form eine Pressvorrichtung verwendet und welche Arbeitseigenschaften sie hat, unterscheidet man zwischen offenen Biegewerkzeugen, Biegewerkzeugen mit Pressvorrichtung, Pendelbiegewerkzeugen, Biegewerkzeugen mit Pendelwelle usw. Die gängigen Biegewerkzeugtypen und -aufbauten sind wie folgt.
⒈V. Offene Biegeformen für U-förmige Teile, die einen Biegevorgang in einem Stanzhub der Presse durchführen, werden als Einzelprozess-Biegeformen bezeichnet. Die offene Biegeformstruktur ermöglicht die Bearbeitung einfacher Biegeteile mit geringen Anforderungen an Biegeform und Maßgenauigkeit. Die folgende Abbildung zeigt die offene Biegeformstruktur von V- und U-förmigen Teilen, die einfachste Form der Formstruktur.
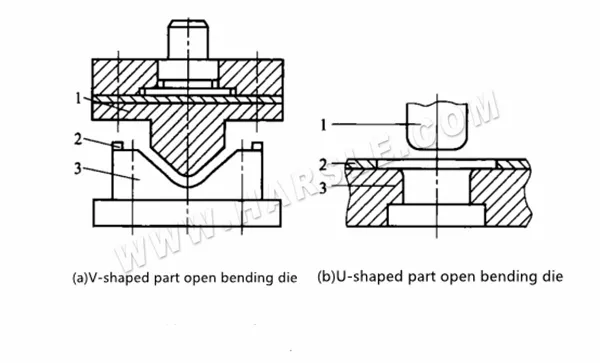
Die oberen und unteren Formen des gesamten Formensatzes sind offen, einfach herzustellen und vielseitig einsetzbar. Beim Biegen der Form gleitet das Blech jedoch leicht, die Seitenlänge des Biegeteils ist schwer zu kontrollieren und die Biegegenauigkeit des Werkstücks ist nicht einfach. Der Boden des U-förmigen Teils ist hoch und uneben.
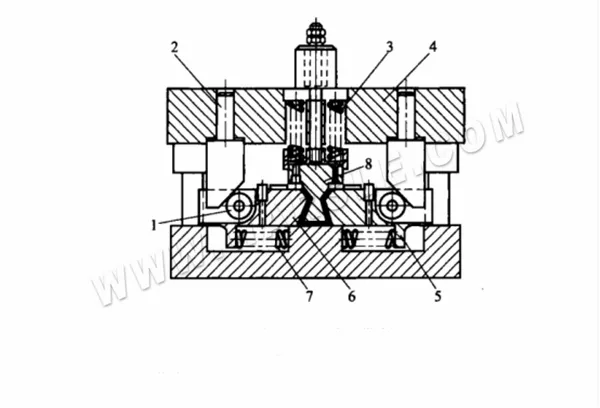
⒉Um die Biegegenauigkeit der gebogenen Teile zu verbessern und das Verrutschen des gebogenen Rohlings zu verhindern, kann die Biegeformstruktur mit der Pressvorrichtung wie in der Abbildung gezeigt verwendet werden.
Figur.
In Abbildung (a) fungiert die Federauswerferstange 3 als Druckvorrichtung, um ein Verschieben des Rohlings während des Biegens zu verhindern. In Abbildung (b) ist der Rohling zwischen Stempel 1 und Druckplatte 3 eingespannt. Beim Absenken biegen sich die nicht gepressten Materialenden entlang der abgerundeten Ecken der Matrize und gelangen in den Spalt zwischen Stempel und Matrize, wo sie ein U bilden. Während des gesamten Biegevorgangs trägt der konstante Druck von Stempel und Druckplatte dazu bei, die Ebenheit der Unterseite des U-förmigen Teils zu erhalten und die Biegepräzision insgesamt zu verbessern.

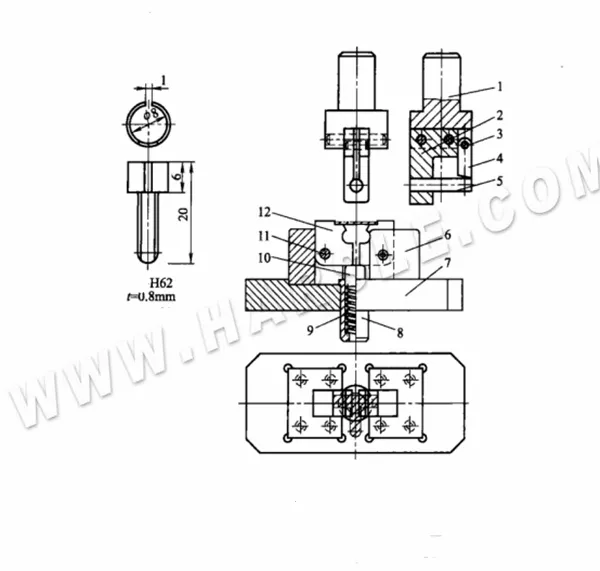
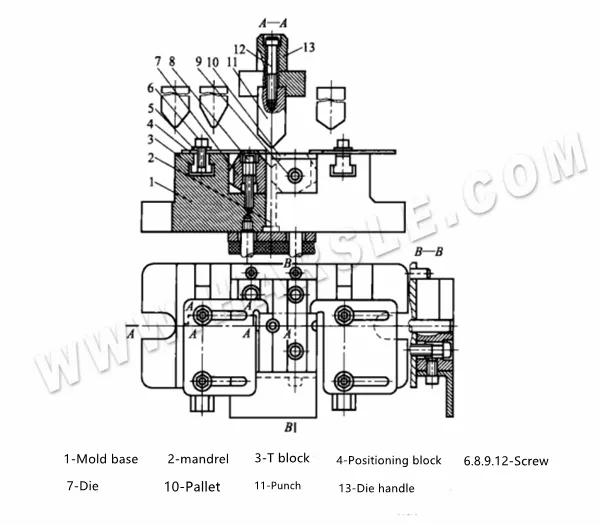
⒊Das Diagramm der halbkreisförmigen Biegeform zeigt deren Aufbau. Legen Sie den Rohling während der Arbeit so zwischen die Positionierplatten, dass er sich nicht frei bewegen kann. Wenn die Presse heruntergefahren ist, senkt sich der Stempel in eine bestimmte Position, um die Materialoberfläche zu berühren. Wenn der Stempel weiter absinkt, beginnt sich der Rohling zu biegen, und die Rundung gleitet. Gleichzeitig bewegt sich der Auswerfer 8 nach unten und drückt die Feder zusammen. Beim Vorrücken des Stempels wird der Rohling gebogen und geformt, und die Feder wird zusammengedrückt, um Energie zu speichern. Wenn der Stempel ansteigt, nutzt der Auswerferstift die elastische Kraft der Feder, um das auszuwerfende Teil festzuhalten.

Um den Kraftausgleich beim Biegen des Rohlings zu gewährleisten, sollte der Rundungsradius r auf beiden Seiten der Matrize 5 gleich sein. Die Matrize wird mit zwei Positionierstiften und vier Schrauben am unteren Matrizensockel 7 befestigt. Die Matrize verfügt über zwei U-förmige Positionierplatten 4.
Abbildung 7-35 zeigt verschiedene Biegeformen für Teigtaschenketten. In (a) formt die Vorbiegeform aus einem geraden Rohling einen Bogen, bevor dieser abgerundet wird. Abbildung (b) zeigt eine vertikale Biegeform für Teigtaschenketten, die einfach aufgebaut und leicht herzustellen ist – geeignet zum Biegen dickerer, kurzer Teile mit geringen Präzisionsanforderungen. Abbildung (c) zeigt eine horizontale Biegeform, bei der der geneigte Keil 3 die konkave Matrize 4 antreibt, um das Teil horizontal zu biegen. Die konvexe Matrize 1 presst das Material zusätzlich an. Diese Formgebungsform bietet zwar eine bessere Umformungsqualität, ist aber komplexer aufgebaut. Für hochpräzises Formen sollte ein Dorn verwendet werden.

Im Allgemeinen sollten bei r/t > 0,5 (r ist der Radius der Spule) und hoher Spulenqualität zwei Vorbiegevorgänge und dann die Spule verwendet werden. Bei r/t = 0,5 bis 2,2, aber bei allgemeinen Anforderungen an die Rundqualität kann die Rundung mit einer Vorbiegung gewalzt werden. Bei rlt ≥ 4 oder strengeren Anforderungen an die Rundung sollte eine Rundung mit Dorn verwendet werden.
⒌Biegeformen für geschlossene und halbgeschlossene Biegeteile. Die Biegeformen für geschlossene und halbgeschlossene Biegeteile sind komplizierter und werden meist mit Pendelblöcken und schrägen Keilstrukturen hergestellt. Abbildung (b) zeigt eine Biegeform mit Pendelblockstruktur, die das in Abbildung (a) gezeigte zylindrische Klemmteil einmalig direkt in die Biegeform mit Pendelblockstruktur biegt. Da der Biegevorgang durch das Schwingen der beweglichen Form 12 um den Dorn 11 abgeschlossen wird, wird sie als Schwingbiegeform bezeichnet. Die Biegeform mit Pendelblockstruktur kann das Biegen von halbgeschlossenen und geschlossenen Biegeteilen abschließen.
Einmaliges direktes Biegen des zylindrischen Klemmteils in die Pendelbiegeform, wie in Abbildung (a) dargestellt. Da der Biegevorgang durch das Schwingen der beweglichen Form 12 um den Dorn 11 abgeschlossen wird, spricht man von einer Schwingbiegeform. Die Pendelblockbiegeform ermöglicht das Biegen von halbgeschlossenen und geschlossenen Biegeteilen.
Während die Form arbeitet, wird der Rohling durch die Positionierungsnut auf der beweglichen Matrize 12 positioniert. Wenn sich die obere Form nach unten bewegt, biegt Kern 5 den Rohling zunächst in eine U-Form und drückt dann Kern 5 auf die bewegliche Matrize 12, um diese zur Mitte hin zu schwenken und das Werkstück zu biegen. Nachdem sich die obere Form angehoben hat, wird die bewegliche konkave Form 12 unter der Wirkung der Feder 9 angehoben und durch den oberen Pfosten 10 getrennt. Das Werkstück verbleibt auf Kern 5 und wird der Länge nach herausgenommen.
Die folgende Abbildung zeigt den Aufbau des Biegegesenks mit schrägem Keil für geschlossene und halbgeschlossene Biegeteile mit einem Biegewinkel kleiner 90°.
Während des Betriebs wird der Rohling zunächst durch Stempel 8 in eine U-Form gepresst. Während sich die obere Schablone 4 weiter nach unten bewegt, spannt sich Feder 3 an, und die beiden an der Schablone montierten schrägen Keile 2 drücken gegen die Rollen 1. Dadurch werden die beweglichen konkaven Module 5 und 6 nach innen gedrückt, wodurch beide Seiten des U-förmigen Teils um einen Winkel kleiner als 90° gebogen werden. Beim Zurückfahren der oberen Form werden die Module durch Feder 7 zurückgestellt. Da die Formgebung auf der elastischen Kraft der Feder 3 beruht, eignet sich die Form aufgrund ihrer begrenzten Druckkraft nur zum Biegen dünner Materialien.
Bestimmung der wichtigsten Prozessparameter des Biegens
Um die Qualität der Biegeteile sicherzustellen, sollten bei der Formulierung des Biegeprozesses und der Konstruktion der zugehörigen Biegewerkzeuge die folgenden Prozessparameter festgelegt werden.
⒈Berechnung der Biegekraft: Die Biegekraft bezeichnet den Druck, der von der Presse ausgeübt wird, wenn das Werkstück die vorgegebene Biegung abgeschlossen hat. Die Biegekraft umfasst die freie Biegekraft und die korrigierende Biegekraft.
●Berechnung der freien Biegekraft: Die Biegekraft F beim freien Biegen bezeichnet die Biegekraft, die zur Biegeverformung des Bleches erforderlich ist.
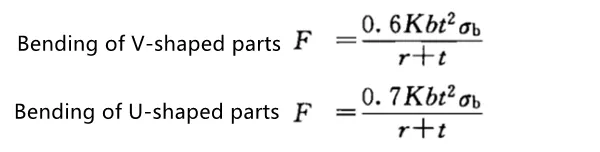
Dabei ist F die freie Biegekraft, N die freie Biegekraft am Ende des Prägehubs;
K – Sicherheitsfaktor, im Allgemeinen K = 1,3;
b——die Breite des gebogenen Teils, mm;
t – die Dicke des Biegematerials, mm;
r——die innere Biegehälfte des Biegeteils, mm;
Die Festigkeitsgrenze des Materials, MPa.
●Berechnung der Korrekturbiegekraft: Da die Korrekturbiegekraft beim Korrekturbiegen viel größer ist als die Druckbiegekraft und die beiden Kräfte nacheinander wirken, muss nur die Korrekturkraft berechnet werden. Die Korrekturkraft F von V-förmigen Teilen und U-förmigen Teilen wird mit der folgenden Formel berechnet: F Korrekturbiegekraft = Ap
Wobei F die Biegekraft beim Korrigieren der Biegung ist, N;
A——Die vertikale Projektionsfläche des Korrekturteils, mm2;
p – Korrekturkraft pro Flächeneinheit, MPa, gemäß Tabelle auswählen.
| Material | Dicke t/mm | |
| ≤3 | >3~10 | |
| Al | 30~40 | 50~60 |
| Messing | 60~80 | 80~100 |
| 10~20 Stahl | 80~100 | 100~120 |
| 25~35 Stahl | 100~120 | 120~150 |
| Titanlegierung TA2 | 160~180 | 180~210 |
| Titanlegierung TA3 | 160~200 | 200~260 |
●Berechnung der Auswerferkraft bzw. Entladekraft: Wenn das Biegewerkzeug mit einer Auswerfervorrichtung bzw. Entladevorrichtung ausgestattet ist, kann die Auswerferkraft F bzw. Entladekraft F ungefähr 30% der freien Biegekraft betragen ~ 80%.
●Bestimmung der Tonnage der Presse: Die Tonnage der Presse wird getrennt nach den beiden Bedingungen der freien Biegung und der Korrekturbiegung bestimmt.
Beim freien Biegen beträgt die Tonnage F der Presse unter Berücksichtigung des Einflusses der Auswerferkraft oder der Entladekraft während des Biegevorgangs F Presstonnage ≥ (1,3~1,8) F freie Biegekraft.
Beim Korrigieren der Biegung ist die Korrekturkraft viel größer als die Auswerferkraft und die Entladekraft. Das Gewicht von F oben oder F entladen ist unbedeutend, daher beträgt die Tonnage der Presse F Presstonnage ≥ F korrigierende Biegekraft.
⒉Bestimmung des Biegespalts Die Größe des Spaltes Z zwischen Stempel und Matrize hat großen Einfluss auf den zum Biegen erforderlichen Druck und die Qualität der Teile.
Beim Biegen eines V-förmigen Werkstücks wird der Spalt zwischen der konvexen und der konkaven Form durch Einstellen der Schließhöhe der Presse gesteuert, sodass der Spalt nicht an der Formstruktur bestimmt werden muss.
Beim Biegen von U-förmigen Werkstücken muss ein geeigneter Spalt gewählt werden. Die Größe des Spalts hängt stark von der Qualität des Werkstücks und der Biegekraft ab. Für allgemeine Biegeteile kann der Spalt aus der Tabelle entnommen oder direkt mit der folgenden Näherungsberechnungsformel ermittelt werden.
Beim Biegen von Nichteisenmetallen (Rotkupfer, Messing) gilt Z=(1~1,1)t
Beim Biegen von Stahl = (1,05 ~ ~ 1,15) t
Wenn die Präzision des Werkstücks hoch ist, sollte der Spaltwert entsprechend reduziert werden, wobei Z=t angenommen wird. Wenn in der Produktion die Materialdicke nicht dünner sein muss, um die Rückfederung usw. zu reduzieren, sollte auch der Spalt negativ sein, wobei Z=(0,85 ~0,95)t angenommen wird.
⒊Berechnung der Größe des Arbeitsteils des Biegewerkzeugs. Die Konstruktion des Arbeitsteils des Biegewerkzeugs dient hauptsächlich der Bestimmung des konvexen und konkaven Formrundungsradius sowie der Größe und Fertigungstoleranz der konvexen und konkaven Formen.
Der Eckenradius des Stempels ist im Allgemeinen etwas kleiner als der Radius der Innenecke des gekrümmten Teils. Der Eckenradius am Eingang der Matrize sollte nicht zu klein sein, da sonst die Materialoberfläche zerkratzt wird. Die Tiefe der Matrize sollte angemessen sein. Ist sie zu klein, entstehen an beiden Enden des Werkstücks zu viele freie Teile, und das gebogene Teil federt stark zurück und ist nicht gerade, was die Qualität des Teils beeinträchtigt. Ist sie zu groß, wird mehr Matrizenstahl verbraucht und ein längerer Presshub benötigt.
Die Größe der Matrizendicke H und der Nuttiefe wird für das Biegen von V-förmigen Teilen bestimmt. Der Aufbau der Matrize ist in der Abbildung dargestellt. Die Größe der Matrizendicke H und der Nuttiefe wird in der Tabelle bestimmt.
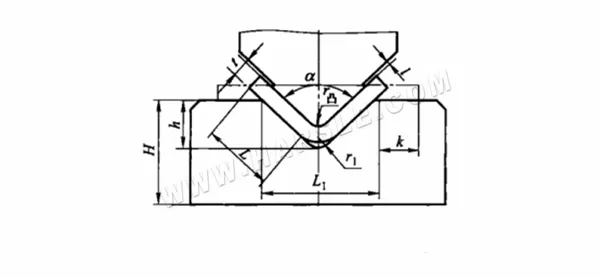
Die Bestimmung der Abmessungen H und h des gekrümmten V-förmigen Teils.
| Dicke | <1 | 1~2 | 2~3 | 3~4 | 4~5 | 5~6 | 6~7 | 7~8 |
| H | 3.5 | 7 | 11 | 14.5 | 18 | 21.5 | 25 | 28.5 |
| H | 20 | 30 | 40 | 45 | 55 | 65 | 70 | 80 |
Notiz:
1. Wenn der Biegewinkel 85°~95° beträgt, L1=8t, r konvex=r1=t.
2. Wenn k (kleines Ende) ≥ 2t, wird der Wert gemäß der Formel h=L1/2-0,4t berechnet.
●Die Bestimmung des Radius und der Tiefe der Biegungsrundung. Die Bestimmung des Rundungsradius r konkav und der Tiefe L0 der V-förmigen und U-förmigen Biegungen sind in der Abbildung und der Tabelle unten dargestellt.
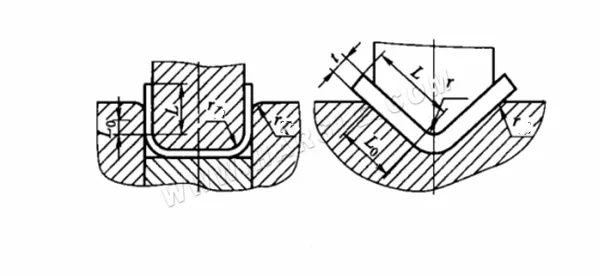
●Berechnung der Arbeitsgröße von Biegestempel und Matrize.
Wenn die Außenmaße des Werkstücks sichergestellt werden müssen, nehmen Sie die konkave Form als Referenz und nehmen Sie den Spalt auf dem Stempel. Wenn das Werkstück mit den Innenmaßen gekennzeichnet ist, nehmen Sie den Stempel als Referenz und nehmen Sie den Spalt auf der konkaven Form.
Wenn das Werkstück die Außenmaße gewährleisten muss, werden die Größe der konkaven Form L und die Größe des konvexen Stempels L nach den folgenden Formeln berechnet:
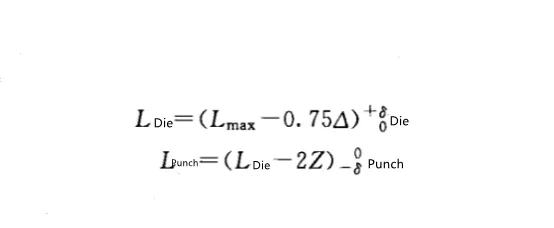
Wenn das Innenmaß des Werkstücks gewährleistet sein soll, werden die Stempelgröße L konvex und die Matrizengröße L konkav nach folgenden Formeln berechnet:

Grundlagen der Konstruktion und Anwendung von Biegewerkzeugen
Durch den Einsatz von Biegeformen können verschiedene relativ komplexe Formen bearbeitet werden. Dabei ist die Konstruktion der Biegeform entscheidend für Form, Größe und Genauigkeit der Biegeteile. Daher sind bei der Konstruktion und Anwendung der Biegeform folgende Punkte zu beachten.
⒈Um qualifizierte Biegeteile wirtschaftlich und kostengünstig herzustellen, ist in der Regel eine Maßtoleranz des Biegeteils besser als IT13 und eine Winkeltoleranz größer als 15′ erforderlich. Die folgende Tabelle zeigt die erreichbaren Toleranzen für verschiedene Abmessungen von Stanz- und Biegeteilen.
Die Winkeltoleranzen allgemeiner Biegeteile sind in der Tabelle aufgeführt. Die in der Tabelle angegebenen Präzisionswinkeltoleranzen können nur durch zusätzliche Formgebungsverfahren erreicht werden.
| Dicke t/mm | A | B | C | A | B | C |
| Wirtschaftlich | Präzision | |||||
| ≤1 | IT13 | IT15 | IT16 | IT11 | IT13 | IT13 |
| >1~4 | IT14 | IT16 | IT17 | IT12 | IT13~14 | IT13~14 |
Toleranzklasse der Biegeteile
| Kurze Seite des Biegeteils | >1~6 | >6~10 | >10~25 | >25~63 | >63~160 | >160~400 |
| Wirtschaftlich | ±1°30'~±3° | ±1°30'~±3° | ±50'~±2° | ±50'~±2° | ±25'~±1° | ±15'~±30' |
| Präzision | ±1° | ±1° | ±30' | ±30' | ±20' | ±10' |
⒉Ein guter Biegeprozessplan ist unerlässlich, um die Genauigkeit und Qualität der geformten Teile zu gewährleisten. Für einfache Formen reicht oft einstufiges Biegen aus, wobei der Schwerpunkt auf Form- und Maßgenauigkeit liegt. Komplexe Kurven erfordern in der Regel mehrere Biegeschritte. Kleine Teile lassen sich aus Sicherheits- und Genauigkeitsgründen am besten mit komplexen Werkzeugen formen. Folgeverbundwerkzeuge eignen sich für Streifen- oder Spulenmaterialien. Beim Biegen mehrerer Winkel beginnen Sie mit den Enden, bevor Sie die Mitte formen, und stellen Sie sicher, dass jede Biegung die nächste unterstützt. Bei asymmetrischen oder stark gebogenen Teilen sind Stabilität und Genauigkeit entscheidend. Löcher oder Kerben sollten nach dem Biegen gestanzt werden, um das Verformungsrisiko zu verringern.
⒊Bei der Konstruktion eines Biegewerkzeugs ist es wichtig, den Umformungsprozess der gebogenen Teile zu berücksichtigen, potenzielle strukturelle Probleme beim Biegen zu analysieren und gezielte Lösungen bei der Werkzeugkonstruktion anzuwenden. Dadurch wird sichergestellt, dass das Werkzeug den Verarbeitungsanforderungen entspricht. Beispielsweise können beim Einwinkelbiegen ungleichmäßige Biegekräfte dazu führen, dass das Blech verrutscht. Um dies zu verhindern, sollten Anti-Rutsch-Maßnahmen in das Werkzeug integriert werden. Wie gezeigt: Abbildung (a) verwendet vorhandene oder hinzugefügte Löcher zur Positionierung; Abbildung (b) wendet einen Positionierungsblock und starken Kantendruck an, um seitliche Bewegungen zu verhindern; Abbildung (c) kombiniert starken Druck mit Keilbiegen für bessere Genauigkeit und reduzierte Rückfederung.
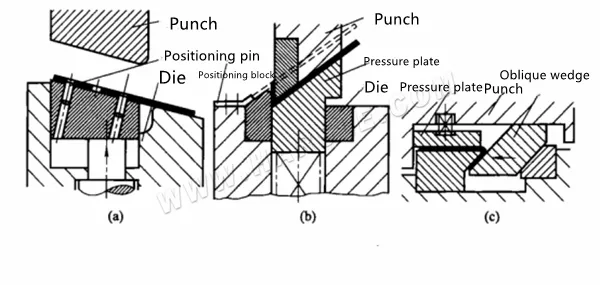
Die rutschhemmende Konstruktion des Biegewerkzeugs ist für alle einwinkligen Biegungen geeignet. Um die Haltewirkung der Pressplatte zu verbessern, können neben der Erhöhung der Federkraft auch zusätzliche Methoden eingesetzt werden, sofern die Oberflächenbeschaffenheit keine Rolle spielt. Abbildung (a) zeigt einen spitzen Stift im Auswurfblock des unteren Werkzeugs, der 0,1–0,25 mm in einem Winkel von 60° hervorsteht und das Blech beim Pressen greift. Die Stifthöhe ist mit einem Gewindebolzen und einer Kontermutter einstellbar. Abbildung (b) zeigt einen ähnlichen spitzen Stift an der Federplatte des oberen Werkzeugs, der sich beim Pressen in das Blech eingräbt und so ein Verrutschen verhindert.

Möglichkeiten zur Erhöhung der Presskraft
Die häufig verwendete Pressstiftform ist in der Abbildung dargestellt:
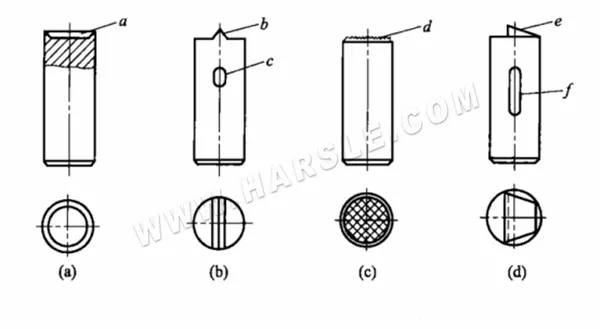
Gängige Form des Druckstifts
Abbildung (a) zeigt eine Methode, bei der eine scharfe Kante in die Blechoberfläche geklemmt wird, mit einer Tiefe von weniger als 0,12 mm, um den Halt zu verbessern. Abbildung (b) zeigt einen Anschlagstift mit einer Klinge (b) für verbesserte Wirksamkeit; um zu verhindern, dass sich der runde Stift dreht, wird ein zusätzlicher Stift in eine lange Nut (c) eingesetzt. Abbildung (c) verwendet einen Stift mit geprägtem Kopf, der sich für Fälle eignet, in denen sich das Blech nicht wesentlich bewegt. Er hinterlässt nach Gebrauch keine sichtbaren Spuren auf der Oberfläche. Abbildung (d) ist für Anwendungen mit erheblicher Blechbewegung vorgesehen. Sie verfügt über einen scharfen Keil (e) mit einem Winkel von 8°–12°, einen Freiwinkel von 25°–30° und eine lange Nut (f), um eine Bolzendrehung zu verhindern.
Beim Biegen asymmetrischer polygonaler Teile kann die Verwendung des in Abbildung (a) gezeigten Matrizenaufbaus zu Fehlern führen. Beim Absenken des Stempels berührt zuerst Punkt B das Material, was zu einer ungleichmäßigen Kraftverteilung und einer Verschiebung des Rohlings führt. Beim anschließenden Kontakt mit Punkt C wird das Material in beide Richtungen belastet. Beim weiteren Absenken des Stempels erhöht die Reibung an den Punkten A und C die Spannung an Punkt B, was häufig zu Rissen oder Verformungen führt und die Maßgenauigkeit beeinträchtigt.
Die in Abbildung (b) dargestellte geneigte Matrizenstruktur vermeidet diese Probleme hingegen. Hier sind die Arbeitsflächen von Stempel und Matrize so abgewinkelt, dass Punkt B auf der vertikalen Mittellinie liegt und der Druckmittelpunkt D das Segment AC gleichmäßig teilt (d. h. AD = DC). Dies gewährleistet ausgeglichene Kräfte an den Punkten A und C während der Umformung und verhindert so eine Verschiebung des Rohlings und eine übermäßige Dehnung an Punkt B. Dadurch werden Teilegenauigkeit und Umformqualität deutlich verbessert.

Biegeverfahren für asymmetrische polygonale Biegeteile
⒋Es ist notwendig, die Anforderungen an das Verarbeitungsmaterial und die Oberflächenqualität der Biegeteile sorgfältig zu analysieren. Bei Nichteisenmetallen mit hohen Anforderungen an die Oberflächenqualität und der Gefahr von Beschädigungen sollte zur Gewährleistung der Teilequalität und der Lebensdauer der Form das geeignete Verarbeitungsverfahren bestimmt und die entsprechende Formstruktur entworfen werden. Im Allgemeinen ist die verfügbare Formstruktur wie folgt.
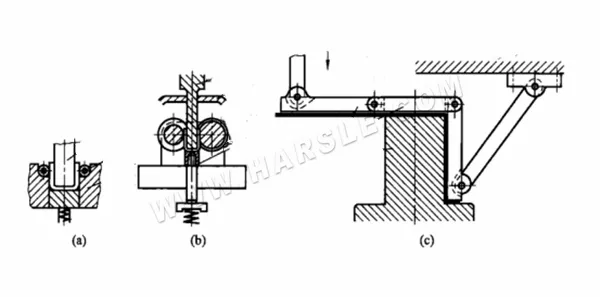
Die folgende Abbildung (a) zeigt die Formstruktur mit Rollen, die der konkaven Form hinzugefügt wurden, um die Reibung zu verringern und die gekrümmte Oberfläche zu schützen; die folgende Abbildung (b) zeigt die Formstruktur nur mit Rollen; die folgende Abbildung (c).
Biegeformstruktur zum Schutz der gekrümmten Oberfläche
Es handelt sich um ein Biegewerkzeug mit Hebel. Durch die Vermeidung von Reibung wird die gebogene Oberfläche geschont. Es eignet sich zum Biegen von Werkstücken mit und ohne Flansche.
Zum Biegen dicker oder hochfester Bleche empfiehlt sich ein schrägwinkliges Biegegesenk, wie in Abbildung (a) dargestellt. Die konkave Gesenköffnung ist um etwa 30° geneigt, der Abstand zwischen Gesenk und Stempel beträgt 3t. Der Innenradius geht fließend von einer abgerundeten Ecke in eine ebene Fläche über, wobei rd = (0,5–2)t und rd₂ = (2–4)t. Bei Bedarf kann die Übergangszone geometrische Formen wie eine Parabel annehmen, um einen gleichmäßigeren Materialfluss zu ermöglichen, den Widerstand zu verringern und die Hohlraumspannung zu senken. Diese Konstruktion minimiert Materialansammlungen an den Gesenkecken, reduziert die Belastung des Werkstücks und verbessert sowohl die Umformqualität als auch die Lebensdauer des Gesenks.
Zum Biegen dicker Nichteisenmetalle können Walzenmatrizen (siehe Abbildung (b)) verwendet werden, um Kratzer oder Nutverschleiß an der Matrizenkante zu vermeiden und eine Blechdurchbiegung zu verhindern. Während des Biegevorgangs wird der Rohling zwischen Stiften positioniert und vom Stempel sanft zwischen die Walzen gebogen. Die Matrizentiefe beträgt (8–12)t, und ein kleiner negativer Spalt von (0,9–0,95)t trägt durch höheren Umformdruck zur Reduzierung der Rückfederung bei.
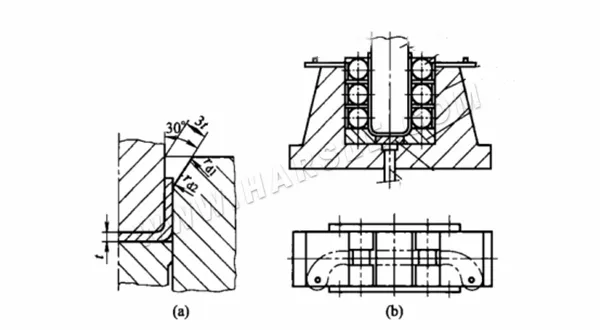
Biegematrize zum Schutz des Dickblechbiegens
Um beim Biegen von Metall zu verhindern, dass Werkstück und Matrizenöffnung beim Biegen Rillen bilden und das Blechmaterial durchbiegt, können die in Abbildung (b) gezeigten Walzenmatrizen verwendet werden. Nachdem der Werkstückrohling zwischen den Positionierstiften positioniert wurde, bewegt sich der Stempel nach unten und biegt den Rohling sanft bis zum unteren Block zwischen den Walzen. Die Tiefe der konkaven Form beträgt (8–12) t, und der negative Spalt (0,9–0,95) t kann verwendet werden. Die Methode mit großer Schlagkraft reduziert den Rückprall.
Außerdem sollten bei der Biegeverarbeitung von Nichteisenmetallen die runden Ecken der Matrize stets glatt und sauber gehalten und auf 58–62 HRC wärmebehandelt werden. Für die Biegeverarbeitung von Edelstahl wird der Arbeitsteil der Matrize am besten als Einsatzstruktur ausgeführt und aus Aluminiumbronze gefertigt.
Biegen von Nichteisenmetallen
⒌Für V-förmige, U-förmige, Z-förmige und andere gebogene Teile mit einfachen Formen, mehreren Varianten und kleinen Produktionschargen, die in der Produktion vorkommen, können zur Verkürzung des Formenherstellungszyklus und zur Senkung der Produktherstellungskosten im Allgemeinen allgemeine Biegeformen verwendet werden, um die Verarbeitung der Teile abzuschließen.
⒍Die allgemeine Biegeformstruktur zum Biegen von V- und U-förmigen Teilen wird auf der Presse verwendet. Das Merkmal dieser Art von Form besteht darin, dass die beiden konkaven Formen 7 so angepasst werden können, dass vier Winkel entstehen, und dass sie mit vier Arten von konvexen Formen mit unterschiedlichen Winkeln angepasst werden können, um V- und U-förmige Teile mit unterschiedlichen Winkeln zu biegen.
Während der Bearbeitung wird der Rohling mithilfe der Positionierplatte 4 positioniert. Diese kann je nach Rohlingsgröße vor und zurück sowie nach links und rechts verstellt werden. Die konkave Form 7 ist in der Formbasis 1 installiert und mit Schrauben 8 befestigt. Die konkave Form und die Schablone sind in einer H7/m6-Übergangspassung verarbeitet, um die Biegequalität und -genauigkeit des Werkstücks zu gewährleisten. Nach dem Biegen kann das Werkstück mithilfe der Auswerferstange ⒉ durch den Puffer ausgeworfen werden, um ein Verbiegen der Werkstückunterseite zu verhindern.
Die folgende Abbildung zeigt die allgemeine Biegeformstruktur zum Biegen von U-förmigen Teilen.
Die Arbeitskomponenten dieses Formensatzes verfügen über eine bewegliche Struktur, die Flexibilität bei der Verarbeitung von Teilen unterschiedlicher Breite, Dicke und Form (wie U-Formen oder Kanalformen) ermöglicht. Ein Paar einstellbarer konkaver Matrizen (14) ist in der Formhülse (12) montiert und ihre Arbeitsbreite kann mithilfe von Einstellschrauben (8) je nach Bedarf an die Breite verschiedener Werkstücke angepasst werden. Auswerferblöcke (13), die durch Federn (11) in ständigem Kontakt mit den Matrizen gehalten werden, übernehmen Press- und Auswerffunktionen über Trägerplatten (10) und Auswerferstangen (9). Die Hauptstempel (3) sind in einem speziellen Formenhalter (1) installiert und ihre Breite kann mithilfe von Schrauben (2) eingestellt werden.
Beim Biegen von Teilen wird zusätzlich ein Sekundärstempel 7 benötigt, dessen Höhe über die Bolzen 4, 6 und den geneigten Oberblock 5 eingestellt werden kann. Beim Biegen des U-förmigen Stücks kann dieser auf die höchste Position eingestellt werden.
Installation und Einstellung der Biegematrize
Die Biegebearbeitung auf der Presse mit einem Biegewerkzeug ist die wichtigste Form der Biegebearbeitung. Die Bearbeitung sollte in strikter Übereinstimmung mit den Stanzvorschriften erfolgen, um Fehlbedienungen zu vermeiden. Um den Biegevorgang der Teile abzuschließen, sollte zunächst die Installation und Einstellung des Biegewerkzeugs erfolgen.
⒈Die Installationsmethode der Biegewerkzeuge. Die Installationsmethode des Biegewerkzeugs wird in zwei Typen unterteilt: das nicht geführte Biegewerkzeug und das geführte Biegewerkzeug. Die Installationsmethode ist die gleiche wie die des Stanzwerkzeugs. Die Installation des Biegewerkzeugs entspricht dem Abstand zwischen den konvexen und konkaven Werkzeugen. Neben der Einstellung der Einstellung, der Entladevorrichtung usw. sollten die beiden Biegewerkzeuge gleichzeitig auch die Einstellung der oberen und unteren Position des oberen Biegewerkzeugs an der Presse abschließen. Im Allgemeinen kann dies gemäß den folgenden Methoden durchgeführt werden.

Universalbiegematrize geeignet für U- und Quadratteile
Nehmen Sie beim Einbau des oberen Biegegesenks zunächst eine grobe Einstellung der Position des Pressenschiebers vor. Legen Sie anschließend eine Dichtung oder Probe, die etwas dicker als der Rohling ist, zwischen die Unterseite des oberen Stempels und die Auswurfplatte des unteren Gesenks. Passen Sie die Länge der Pleuelstange an und drehen Sie das Schwungrad manuell oder verwenden Sie den Tippmodus wiederholt, bis der Schieber den unteren Totpunkt ohne zu klemmen erreicht. Nachdem Sie den reibungslosen Betrieb sichergestellt haben, drehen Sie das Schwungrad mehrmals, um die Konsistenz zu überprüfen. Fixieren Sie anschließend das untere Gesenk für einen Probelauf. Entfernen Sie die Dichtung vor dem Probestanzen. Wenn das Ergebnis zufriedenstellend ist, ziehen Sie alle Befestigungselemente wieder fest und überprüfen Sie die Funktion erneut, bevor Sie mit der Produktion beginnen.
⒉Die Einstellpunkte des Biegewerkzeugs Wenn das Biegewerkzeug zur Verarbeitung verwendet wird, muss das Biegewerkzeug sorgfältig eingestellt werden, um die Qualität des Biegeteils sicherzustellen. Die Einstellung und Vorsichtsmaßnahmen umfassen hauptsächlich die folgenden Aspekte.
Die Einstellung des Abstands zwischen Stempel (konvexe Form) und Matrize (konkave Form) ist entscheidend für präzises Biegen. Sobald die obere Matrize korrekt an der Presse montiert ist, stellt sich der vertikale Abstand zwischen Ober- und Untergesenk in der Regel automatisch ein. Die Führungselemente der Presse gewährleisten die korrekte relative Position und sorgen für einen konstanten seitlichen Abstand. Bei Biegegesenken ohne Führungselemente muss der seitliche Abstand jedoch manuell mit Pappscheiben oder Standardprüfkörpern eingestellt werden. Erst wenn der richtige Abstand festgestellt wurde, sollte die untere Matrizenplatte fixiert und ein Probebiegen durchgeführt werden.
●Einstellung der Positioniervorrichtung. Die Positionierform der Positionierteile des Biegewerkzeugs sollte mit dem Rohling übereinstimmen. Während der Einstellung muss die Zuverlässigkeit und Stabilität der Positionierung vollständig gewährleistet sein. Wenn sich nach dem Probestanzen bei Verwendung des Biegewerkzeugs des Positionierblocks und des Positioniernagels herausstellt, dass Position und Positionierung ungenau sind, sollte die Position rechtzeitig angepasst oder die Positionierteile ausgetauscht werden.
●Einstellung der Entlade- und Rückführvorrichtungen. Das Entladesystem des Biegewerkzeugs sollte ausreichend groß sein, und die für die Entladung verwendete Feder oder Gummi sollte ausreichend elastisch sein. Der Auswerfer und das Entladesystem sollten so eingestellt sein, dass sie flexibel arbeiten, damit die Produktteile reibungslos entladen werden können und es nicht zu Staus oder Adstringenz-Phänomenen kommt. Die Kraft des Entladesystems auf das Produkt sollte angepasst und ausgeglichen werden, um sicherzustellen, dass die Oberfläche des Produkts nach dem Entladen glatt ist und keine Verformungen oder Verwerfungen verursacht.
⒊Vorsichtsmaßnahmen beim Einstellen des Biegewerkzeugs: Wenn beim Einstellen des Biegewerkzeugs die Position des oberen Werkzeugs abgesenkt wird oder Sie vergessen, die Dichtung und andere Rückstände aus dem Werkzeug zu entfernen, befinden sich das obere und das untere Werkzeug während des Stanzvorgangs unter dem Hub. Ein heftiger Aufprall im Totpunkt kann in schweren Fällen die Form oder den Stempel beschädigen. Wenn sich am Produktionsstandort fertig gebogene Teile befinden, kann das Prüfstück daher zur Installation und Einstellung der Form direkt auf die Arbeitsposition der Form gelegt werden, um Unfälle zu vermeiden.
Methoden zur Verbesserung der Qualität von Pressbiegeteilen
Die wesentlichen Einflussfaktoren auf die Qualität von Pressbiegeteilen sind Rückfederung, Versatz, Bruch und Querschnittsveränderungen im verformten Bereich. Die eingesetzten Maßnahmen und Methoden umfassen im Wesentlichen folgende Aspekte.
⒈Faktoren, die den Rückprallwert beeinflussen und Methoden zur Vermeidung Der Umformungsprozess des gebogenen Teils durchläuft zwei Phasen von der elastischen Verformung des Materials bis zur plastischen Verformung. Daher ist nach der plastischen Verformung des Metalls eine elastische Verformung unvermeidlich, die zu einer Rückfederung und einer Tendenz zur Biegung in die vordere Richtung führt, sodass Winkel und Rundungsradius des Teils nach dem Biegen, Biegewinkel und Rundungsradius des Teils und der Matrize einen gewissen Unterschied aufweisen, d. h. die Rückfederung der Biegung. Je nach den Faktoren, die die Rückfederung der Biegung verursachen, können die folgenden Maßnahmen ergriffen werden.
● Treffen Sie Maßnahmen bei der Materialauswahl. Der Rückprallwinkel der Biegerückfederung ist proportional zur Streckgrenze des Materials und umgekehrt proportional zum Elastizitätsmodul E. Um die Anforderungen der Biegeteile zu erfüllen, sollten daher möglichst Materialien mit einem hohen Elastizitätsmodul E und einer geringen Streckgrenze os gewählt werden, um die Rückfederung beim Biegen zu reduzieren. Experimenten zufolge ist der Rückprallwinkel bei einem relativen Biegeradius r/t von 1 bis 1,5 am geringsten.
●Verbessern Sie die Konstruktion der Biegeteile. Unter der Prämisse, die Nutzung der Biegeteile nicht zu beeinträchtigen, können einige Strukturen im Design der Biegeteile verbessert und die Steifigkeit der Biegeteile erhöht werden, um die Rückfederung zu reduzieren. Beispielsweise können Verstärkungsrippen in der Biegeverformungszone angebracht werden (siehe Abbildungen (a) und (b)). Oder Sie verwenden eine U-förmige Seitenflügelstruktur (siehe Abbildung (c). Durch Erhöhung des Trägheitsmoments des Biegeteils wird die Biegerückfederung reduziert.
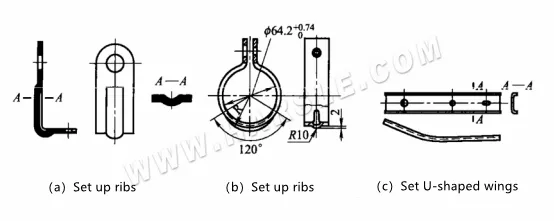
Biegestruktur zur Reduzierung der Rückfederung
● Rückprallkompensation. Bei Materialien mit großem elastischem Rückprall können Stempel und Deckplatte so gestaltet werden, dass sie den Rückprall der konvexen und konkaven Oberflächen kompensieren, sodass sich die Unterseite des gebogenen Teils biegt. Beim Herausnehmen des gebogenen Teils aus der konkaven Form federt der gekrümmte Teil zurück und dehnt sich. Gerade, sodass beide Seiten eine Verformung nach innen erzeugen und so den Rückprall der abgerundeten Ecken nach außen kompensieren, wie in der Abbildung dargestellt.

Rückfederungskompensation
Bei härteren Materialien können Form und Größe des Arbeitsteils der Form entsprechend dem Rückprallwert korrigiert werden.
●Korrekturbiegen anstelle von freiem Biegen oder zusätzliche Korrekturverfahren. Die folgende Abbildung zeigt die Formstruktur, bei der die Ecken des Biegestempels teilweise hervorstehen, um die Biegeverformungszone zu korrigieren. Das Prinzip der Kontrolle der Biegeelastizität ist: Nach Abschluss der Biegeverformung konzentriert sich die Stempelkraft auf die Biegeverformungszone, wodurch das innere Metall zusammengedrückt wird und eine Dehnungsverformung entsteht. Nach der Entlastung nimmt die Biegeelastizität ab. Es wird allgemein angenommen, dass ein besserer Effekt erzielt werden kann, wenn die Korrekturkompression des Metalls in der Biegeverformungszone 2% bis 5% der Plattendicke beträgt.

Korrekturmethode der Formstruktur
⒉Die Hauptursachen für Abweichungen bei Biegeteilen sind eine falsche Positionierung des Rohlings in der Matrize oder eine instabile Platzierung. Dadurch wird die aufgebrachte Kraft ungleichmäßig und erzeugt eine horizontale Komponente. Ein weiterer Grund ist die ungleichmäßige Reibung beim Biegen – insbesondere bei asymmetrischen Teilen –, bei der der Rohling dazu neigt, sich zur Seite mit größerem Widerstand zu verschieben und die gegenüberliegende Seite in die Matrize zu ziehen. Faktoren wie Matrizenrundungsradius, Formspiel und Schlupfbedingungen beeinflussen die Abweichung erheblich. Um Biegeabweichungen zu vermeiden, sollten Maßnahmen wie die Verbesserung der Rohlingspositionierungsgenauigkeit, die Optimierung der Matrizenstruktur und die Anpassung der Reibungsbedingungen ergriffen werden.
●Drücken Sie das Blech fest an. Mit der Stanzvorrichtung wird der Rohling im verdichteten Zustand schrittweise gebogen und geformt, um ein Verrutschen des Rohlings zu verhindern und ein flaches Werkstück zu erhalten, wie in den Abbildungen (a) und (b) dargestellt.
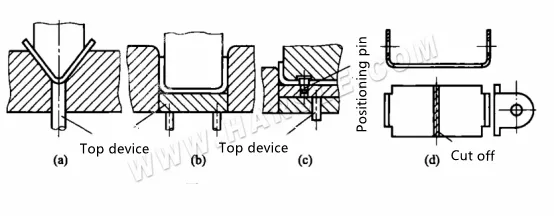
●Wählen Sie eine zuverlässige Positionierungsform. Verwenden Sie das Loch im Rohling oder das Loch im Designprozess, stecken Sie den Positionierungsstift in das Loch und biegen Sie ihn dann so, dass sich der Rohling nicht bewegen kann, wie in Abbildung (c) gezeigt.
● Sorgen Sie für eine gleichmäßige und symmetrische Krafteinwirkung auf den Rohling. Beim Biegen asymmetrisch geformter Teile kommt es häufig zu Verschiebungen der Rohlinge aufgrund ungleichmäßiger Kräfte. Um eine gleichmäßige Krafteinwirkung auf das Teil beim Biegen zu gewährleisten, kann die asymmetrische Form zu einer asymmetrischen Form kombiniert werden, die nach dem Biegen geschnitten wird (siehe Abbildung (d).
⒊Begrenzen Sie den Biegeradius, um Biegerisse zu vermeiden. Da die äußere Faser des Biegeteils gedehnt wird, ist die Verformung am größten. Wenn der Grenzverformungswert des Materials überschritten wird, kann es leicht zu Biegungen und Rissen kommen. Die Zugverformung der äußeren Faser des Teils wird jedoch hauptsächlich durch den kritischen Biegeradius bestimmt, der zu Materialrissen führt. Der minimale Biegeradius hängt von Faktoren wie den mechanischen Eigenschaften des Materials, dem Wärmebehandlungszustand, der Oberflächenqualität, der Größe des Biegewinkels und der Richtung der Biegelinie ab. Abhängig von den Faktoren, die Biegerisse verursachen, können folgende Hauptmaßnahmen ergriffen werden.
Wählen Sie für den Rohling Materialien mit guter Oberflächenqualität und ohne Defekte. Defekte Rohlinge sollten vor dem Biegen gereinigt werden. Um Biegerisse zu vermeiden, sollten große Grate aus dem Blech entfernt und kleine Grate auf der Innenseite der gebogenen Rundung angebracht werden.
●Nehmen Sie die Maße des Handwerks. Bei relativ spröden Materialien, dicken Materialien und kaltverfestigten Materialien werden Erhitzen und Biegen verwendet, oder es wird Glühen verwendet, um die Plastizität des Materials vor dem Biegen zu erhöhen.
Kontrollieren Sie den Wert des inneren Biegewinkels. Unter normalen Umständen sollte der innere Biegewinkel nicht kleiner sein als der minimal zulässige Biegeradius in der Konstruktion, da sonst die Verformung der äußeren Metallschicht beim Biegen leicht die Verformungsgrenze überschreiten und zum Bruch führen kann. Wenn der Biegeradius des Werkstücks kleiner als der zulässige Wert ist, sollte es zwei- oder mehrmals gebogen werden, d. h. zuerst auf einen größeren Kehlenradius gebogen werden, nach dem Zwischenglühen und dann durch den Korrekturprozess auf den erforderlichen Biegeradius gebogen werden, um den Verformungsbereich zu vergrößern und die Dehnung des Materials der äußeren Schicht zu verringern.
● Kontrollieren Sie die Biegerichtung. Beim Biegen und der Teileanordnung werden die Biegelinie und die Walzrichtung des Blechs im folgenden Prozess festgelegt. Beim unidirektionalen V-Biegen sollte die Biegelinie senkrecht zur Walzrichtung verlaufen. Beim bidirektionalen Biegen sollte die Biegelinie vorzugsweise im 45°-Winkel zur Walzrichtung verlaufen, wie in der Abbildung dargestellt.
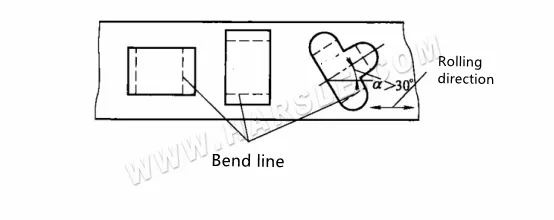
Kontrolle der Biegerichtung
Um die Herstellbarkeit der Produktstruktur zu verbessern, ist die Wahl eines geeigneten Rundungsradius unerlässlich. Bei kleinen Biegeradien und dicken Materialien können an lokalen Biegebereichen Prozessschnitte oder Nuten angebracht werden, um Spannungskonzentrationen außerhalb der Biegezone zu vermeiden. Scharfe Ecken, Kerben oder andere geometrische Merkmale, die zu Rissen oder Wurzelbrüchen führen können, sollten vermieden werden. Wie in Abbildung (a) gezeigt, trägt ein Schlitz an der Innenecke eines Teils mit kleinem Biegeradius zur Rissvermeidung bei. Für eine sichere Formgebung wird empfohlen, den spitzen Winkel um einen Abstand b≥r außerhalb der Biegezone zu verschieben.
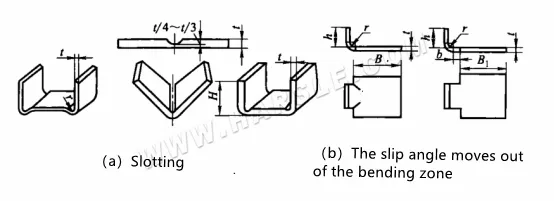
Verbessern Sie die Herstellbarkeit der Produktstruktur
Beim Warmbiegen ist es wichtig, die Blau- und die Heiß-Sprödzone zu vermeiden. Diese Temperaturbereiche verringern die Plastizität des Metalls und erhöhen den Verformungswiderstand, was zu Sprödbrüchen führt. Beispielsweise erfährt Kohlenstoffstahl bei Temperaturen zwischen 200 und 400 °C Alterungseffekte, die die Plastizität verringern und den Widerstand erhöhen – die sogenannte Blau-Sprödzone, in der Brüche spröde sind und blau erscheinen. Im Temperaturbereich zwischen 800 und 950 °C sinkt die Plastizität erneut, wodurch das Material beim Biegen bruchanfällig wird. Daher sollten diese kritischen Temperaturbereiche beim Warmbiegen vermieden werden, um die Teilequalität zu gewährleisten.
⒋Ändern Sie die Größe und Struktur des Arbeitsteils der Form, um die Durchbiegung zu unterdrücken. Um das Biegen und Verziehen des Biegeteils in Breitenrichtung zu verhindern, kann die vorab gemessene Verformung f der Formstruktur hinzugefügt werden. Dadurch können Durchbiegungen und Verzüge aufgrund des Einflusses von Spannung und Verformung in Breitenrichtung nach der Formung des Teils vermieden werden.
