








Schneiden einer 50 mm dicken Weichstahlplatte mit einem Nd:YAG-Laser

Abstrakt
Wir berichten über Ergebnisse von Experimenten, bei denen die Machbarkeit des Schneidens dicker (> 15 mm) Weichstahlplatten mit einem fasergekoppelten Nd untersucht wurde: YAG-Laser. Die Experimente wurden mit einem 2,5 kW Nd:YAG-Dauerstrichlaser durchgeführt, der das Werkstück über eine optische Faser mit 0,6 mm Quarzkern erreicht. Die Weichstahlproben waren 10 bis 50 mm dick. Die Auswirkungen verschiedener Betriebsparameter wie Brennfleck und Position der Schneiddüse im Verhältnis zur Stahloberfläche, Hilfsgasdruck, Leistung und Prozessgeschwindigkeit auf die Qualität der Schnittfläche werden vorgestellt und diskutiert. Die bisherigen Ergebnisse zeigen, dass es möglich ist, bis zu 50 mm dicke Weichstahlplatten bei Geschwindigkeiten von bis zu 200 mm/min mit nur 500 W Nd:YAG-Laserleistung zu schneiden. Die Schnittfläche ist glatt und es gibt keine Bartbildung. Diese Ergebnisse sind vielversprechend für die Anwendung der Nd:YAG-Lasertechnologie zum Schneiden von dicken Stahlplatten.
1. Einführung
Laserschneiden macht etwa ein Viertel der gesamten Lasermaterialbearbeitung aus [1]. In den über 30 Jahren seit dem ersten gasunterstützten Laserschneiden [2] hat sich an der Laserschneidmethode wenig geändert. Beim Schneiden von Weichstahl wird ein Laserstrahl auf oder nahe der Werkstückoberfläche fokussiert und von einem breiteren koaxialen Sauerstoff-Hilfsgasstrom umgeben. Typischerweise werden Laserleistungen von bis zu 3 kW zum Schneiden von Weichstahl mit einer Dicke von 12–15 mm verwendet, während dickere Platten hauptsächlich mit Plasma- oder Autogensystemen geschnitten werden. Obwohl es möglich ist, Metalle mit dem CO2-Laser bis zu einer Dicke von 40 mm zu schneiden, nehmen Schnittqualität und Reproduzierbarkeit deutlich ab [3].
Eine Lösung zum Schneiden dickerer Weichstahlplatten besteht in der Erhöhung der Laserleistung. Dieser Ansatz bietet zwar einige Vorteile, bringt aber auch erhebliche Herausforderungen mit sich. Bei höheren Leistungen (3,5 kW und mehr) wird die Strahlqualität instabil, die Lebensdauer optischer Komponenten verkürzt sich, die Geräte- und Betriebskosten steigen und die Schnittpräzision lässt nach. In [4] wurde gezeigt, dass bei gleicher Oberflächengüte die Schnittgeschwindigkeit trotz annähernd konstanter Schnittfugendicke nicht proportional abnimmt. Dies deutet auf eine abnehmende Schneidleistung mit zunehmender Materialdicke hin. Die abnehmende Schneidleistung mit zunehmender Materialdicke wird auf die nachlassende Scherwirkung des Hilfsgases gegenüber der Schmelze zurückgeführt. Beim Schneiden dickerer Materialien muss der Druck erhöht werden, um das geschmolzene Material entfernen zu können. Bei Verwendung von Sauerstoffhilfsgas muss der Sauerstoffdruck aufgrund der exothermen Reaktion mit zunehmender Materialdicke reduziert werden, um eine Überreaktion in der Schnittfuge zu verhindern. Eine genaue Kontrolle des Sauerstoffdrucks ist unerlässlich, um ein unkontrolliertes Abbrennen des erhitzten Bereichs zu verhindern. Dies stellt einen Widerspruch zu den Anforderungen für das erfolgreiche Schneiden von dickem Weichstahl dar. Es begrenzt die maximale Schnittdicke, obwohl die Schnittleistung durch Erhöhung der Laserleistung verbessert werden kann. Um diese Einschränkung zu überwinden und die Dickenkapazität des reaktiven Schmelzschneidens zu erhöhen, sind alternative und neuartige Methoden erforderlich.
Um die mit zunehmender Dicke von Weichstahl einhergehende Verringerung der Schneidleistung zu überwinden, wurden zahlreiche Techniken entwickelt. Dazu gehören: Laserbrennschneiden[5], Doppelfokussierlinsen [6], Strahlsägen mit adaptiver Optik [7], Laserschneiden mit einer koaxialen (ringförmigen) Düse [8], Doppelstrahl-CO2-Laserschneiden [9], rotierender Laserstrahl [13, 14] und Laser Assisted Oxygen Cutting (Lasox©)[10 – 12].
Wir haben bereits [14] über das Schneiden dickerer Weichstahlplatten mit einem rotierenden Nd:YAG-Laserstrahl berichtet. Hier werden die Ergebnisse des Schneidens dicker Weichstahlplatten (>15 mm) mit einem fasergeführten Nd:YAG-Laser durch Wobbeln des Laserstrahls (eine Methode analog zum Rotieren des Strahls) und mit der Methode des sauerstoffdominierten Laserschneidens, wie dem Lasox-Schneiden, berichtet [10, 11, 12]. Versuche zum Schneiden mit dem sauerstoffdominierten Nd:YAG-Laser wurden durchgeführt, indem zunächst niedriger und dann hoher Sauerstoff-Hilfsgasdruck verwendet wurde.
2. Wackeln des Laserstrahls
2.1 Experimentelle Details
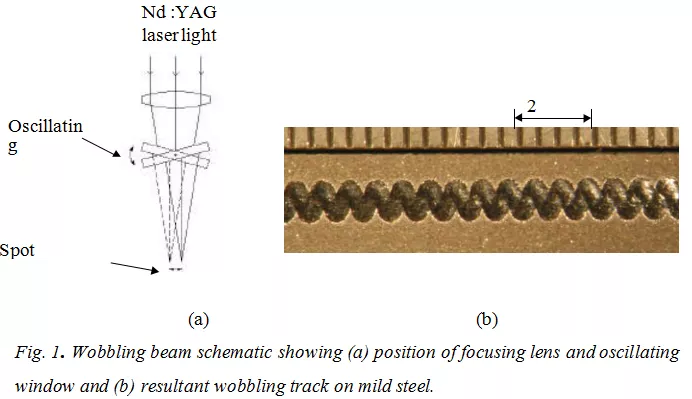
Die Wobbelung des Laserstrahls wurde durch die partielle Rotation (Oszillation) eines optischen Fensters um einen Winkel erzeugt, wie in Abbildung 1(a) dargestellt. Dies führte zu einem maximalen Brennfleckversatz von 0,45 mm bei einer maximalen Frequenz von 20 Hz. Eine resultierende Spur, hier mit übertriebener Wellenlänge zur Veranschaulichung der Oszillationsbewegung, ist in Abbildung 1(b) dargestellt. Es war möglich, die Schwingungsamplitude des Fensters zu variieren, um Änderungen der Schnittbreite zu bewirken und so die Auswirkungen der Schnittverbreiterung auf den Schneidprozess zu untersuchen.
2.2 Schneiden von Stählen mit laserunterstütztem, sauerstoffdominiertem Verfahren
Das laserunterstützte Sauerstoffschneiden wurde an AS3678-Baustahlplatten mit einer Dicke von 16 bis 50 mm angewendet. Der Sauerstoffdruck wurde entweder unter 120 kPa (Niederdruck-Sauerstoffschneiden – LoPOx) oder auf hohem Druck (Hochdruck-Sauerstoffschneiden – HiPOx) gehalten. Die Schneidergebnisse wurden in Abhängigkeit von der Schnittqualität (Schnittstreifen, Schnittfugenform, übermäßige Bartbildung) und der Schnittgeschwindigkeit aufgezeichnet.
3. Ergebnisse
3.1 Wackeln des Laserstrahls.
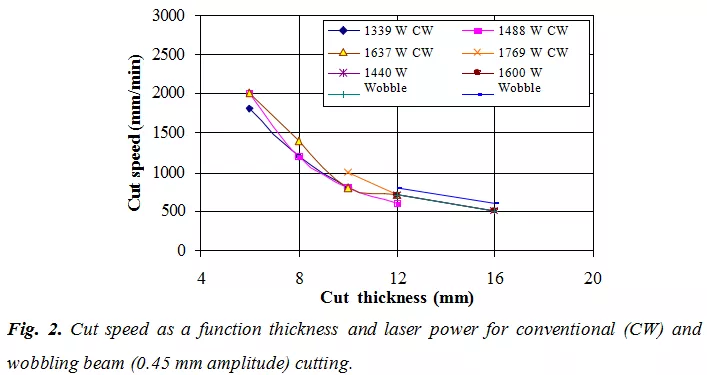
Durch das Taumeln des Strahls auf dem Werkstück konnte die maximale Schnittdicke von 12 mm (konventionell) auf 16 mm erhöht werden. Ein Diagramm der maximalen Schnittgeschwindigkeit für verschiedene Dicken und Laserleistungen (siehe Abbildung 2) zeigt, dass die Schnittgeschwindigkeit trotz der verbesserten Schnittdicke durch den Taumelstrahl dem konventionellen (CW-)Schneiden ähnelt. Dies deutet darauf hin, dass der Schneidprozess innerhalb der Schnittfuge beim Taumelstrahlschneiden unverändert bleibt. Ähnliche Schnittgeschwindigkeiten wurden auch mit dem rotierenden Strahl erreicht [14].
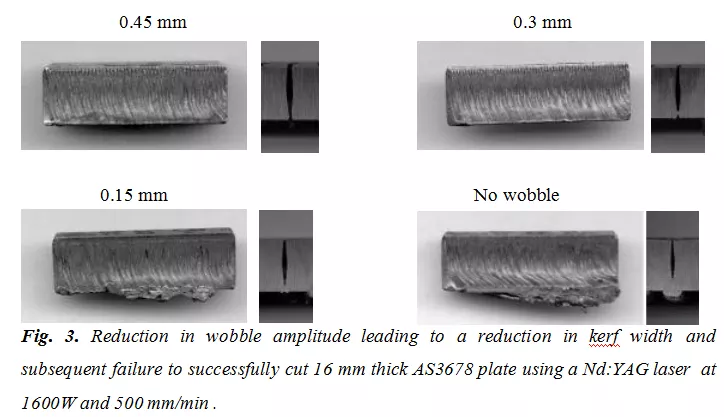
Die erhöhte Schnittdicke ist auf die größere Schnittfugenbreite zurückzuführen. Dies wird durch Variation der Taumelamplitude (siehe Abbildung 3) verdeutlicht. Mit zunehmender Reduzierung der Taumelamplitude von maximal 0,45 mm auf Null verringert sich die Schnittfugenbreite, was einer verringerten Fähigkeit zur Schmelzenentfernung entspricht. Dies verdeutlicht die Notwendigkeit einer ausreichenden Schnittfugenbreite, um die Schlackeentfernung zu ermöglichen. Diese Ansicht wird auch von anderen vertreten [12], die darauf hinweisen, dass sowohl die Fluiddynamik als auch die Thermodynamik durch schmale Schnittfugen eingeschränkt werden.
3.2 Schneiden von Stählen mit laserunterstütztem, sauerstoffdominiertem Verfahren
3.2.1 Sauerstoffdominiertes Schneiden bei niedrigem Druck – LoPOx
Die LoPOx Schneidprozess verwendet den gleichen Laserstrahl mit größerem Durchmesser und einen schmalen, auftreffenden Sauerstoffstrahl an der Oberseite des Werkstücks wie beim Lasox-Verfahren, jedoch mit einem Hilfsgasdruck unter 120 kPa. Die in Abbildung 4 mit dem LoPOx-Verfahren dargestellten Schnittflächen zeigen, dass niedrige Laserleistungen das Laserschneiden nicht behindern, solange der Schnitt primär und kontinuierlich eingeleitet werden kann. Bei zunehmender Schnittgeschwindigkeit kann die Laserleistung jedoch zu viel Energie liefern und so zu übermäßiger Streifenbildung führen. Dies wird in der Abbildung anhand der Schnittgeschwindigkeit von 450 mm/min veranschaulicht, bei der mit 533 W Laserleistung eine bessere Oberfläche erzeugt wurde als mit 1420
W. Hier wird die Geschwindigkeit der exothermen Reaktion durch die Schnittgeschwindigkeit bestimmt. Die einfallende Laserleistung ist nur erforderlich, um die Oberfläche auf über 1000 °C zu erhitzen [11] und den reaktiven Schmelzprozess einzuleiten. Zu hohe Laserleistung mindert die Schnittqualität. Dies zeigt, dass die Sauerstoff-Eisen-Wechselwirkung und nicht die einfallende Laserleistung die Schnittqualität maßgeblich bestimmen. Daher handelt es sich um einen sauerstoffdominierten Laserschneidprozess.
In Abbildung 4 ist der schlechte Schnittbeginn am rechten Ende erkennbar, da die Leistung bei jeder Schnittgeschwindigkeit reduziert wird. Dies zeigt, dass der Leistungsbedarf zu Beginn des Schnitts höher ist als während des laufenden Schneidvorgangs. Entscheidend ist die Leistung für einen schnellen, gleichmäßigen Schnitt und nicht die Leistung für den laufenden Prozess.

Beim LoPOx-Schneiden mit einem kleineren koaxialen Düsendurchmesser bei gleicher Materialdicke werden die gleichen Schnittgeschwindigkeiten erreicht, jedoch mit einer geringeren Schnittfugenbreite und folglich einem reduzierten Sauerstofffluss. Die in Abbildung 4 verwendeten, geringeren Laserleistungen mit dem größeren Düsendurchmesser konnten jedoch keine hochwertigen Schnitte erzielen. Dies trotz eines intensiveren Laserstrahls durch den kleineren Düsendurchmesser. Dies zeigt, dass die Anforderung einer ausreichend breiten Schnittfuge zum Entfernen der Schlacke auch für den sauerstoffdominierten Schneidprozess gilt.
Die Seiten des Schnitts sind stärker verjüngt als beim konventionellen (laserdominierten) Schneiden. Da beim Schneidprozess Sauerstoff im Vordergrund steht, wird die Schnittfuge durch die Form des einwirkenden Sauerstoffstrahls beeinflusst, wobei die Oberseite der Schnittfuge die gleiche Breite aufweist wie die verwendete Koaxialdüse.
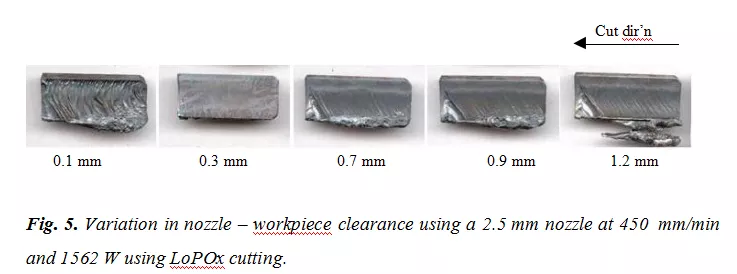
Der Abstand zwischen Düse und Werkstück wurde variiert. Typische Ergebnisse dieser Variation sind in Abbildung 5 dargestellt. Bei verschiedenen Düsendurchmessern verringerte sich die Schnittqualität signifikant, wenn der Abstand größer als 25% des Düsendurchmessers war. Bei einer Vergrößerung des Abstands zwischen Düse und Werkstück wurde ein größerer Teil des Düsenstroms den umgebenden atmosphärischen Gasen ausgesetzt, bevor er in den Schnittspalt gelangte [8]. Die Änderung des Abstands wurde ohne entsprechende Änderungen des Laserspotdurchmessers vorgenommen, mit ähnlichen Ergebnissen. Dies zeigt einmal mehr, dass Änderungen des Hilfsgases und nicht der Intensität der einfallenden Laserleistung der Faktor waren, der die Laserschnittqualität im getesteten Bereich beeinflusste. Abbildung 5 zeigt auch die Auswirkung eines zu kleinen Abstands (0,1 mm), bei dem der konvergierende Strahl den Durchmesser des Gasstrahls noch nicht überschreitet und daher der sauerstoffdominierte Laserschneidprozess nicht möglich ist.
Mit Nd:YAG LoPOx-Schneiden wurde eine maximale Schnittdicke von 32 mm erreicht. Bei größeren Schnittdicken mit den verwendeten Düsendurchmessern kam es zu übermäßiger Bartbildung im Schnittspalt und einem Verlust der Rechtwinkligkeit des Schnitts. Dies verdeutlicht den Zusammenhang zwischen Schnittbreite und Schnittdicke bei niedrigem (konventionellem) Schneiddruck.
3.2.2 Sauerstoffdominiertes Nd:YAG-Laserschneiden mit hohem Druck – HiPOx
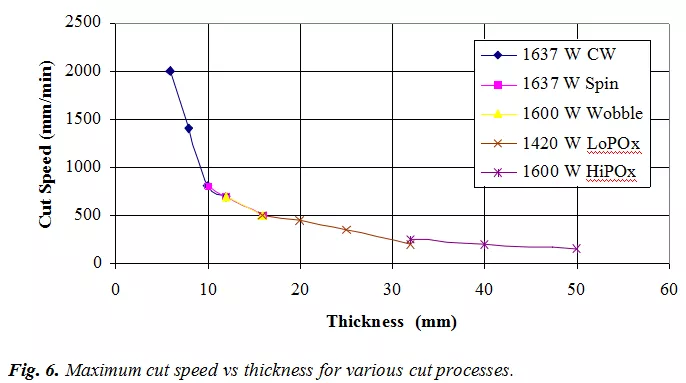
Durch den Einsatz deutlich höherer Versorgungsdrücke und kleinerer Düsendurchmesser konnten dickere Stähle geschnitten werden als bisher mit dem LoPOx-Verfahren. Die Schnittleistung lag bei 32 bis 50 mm Dicke bei AS 3679-Stahlplatten. Typische Schnittgeschwindigkeiten in Abhängigkeit von Materialstärke und Laserleistung sind in Abbildung 1 dargestellt.
6. Die Abbildung zeigt eine Fortsetzung der Schneidprozesse aus dem Niederdruckbereich, die für dünnere Materialien verwendet werden.
Die Verwendung hoher Förderdrücke führt zu einem komplexen Gasfluss, der zu inneren Stoßerscheinungen führen kann. Hinweise auf die Interaktion der Stoßstrukturen beim Schneiden sind als „Grate“ oder feine Markierungen auf der Schnittfläche sowie als senkrecht zu den Riefen verlaufende Linien erkennbar. Die Verschiebung dieser Grate mit dem Abstand zwischen Düse und Werkstück resultiert aus der Verstärkung oder Aufhebung der inneren Stöße des Hilfsgases und des charakteristischen Stoßes, der zu Beginn des Schnitts in Form eines „X“ auftritt [15]. Arbeiten [16, 17] weisen außerdem auf eine komplexe und manchmal oszillierende Interaktion der Stöße mit den Schnittwänden hin. Ein Hinweis auf die oszillierende Natur des Schnitts ist das stetige „Summen“, das unter bestimmten Schneidbedingungen zu hören ist.
Mit einer Koaxialdüse mit 1,5 mm Durchmesser erwies sich die Schneidleistung für 32- und 40-mm-Platten als zufriedenstellend. Die Ergebnisse beim Schneiden einer 40-mm-Platte sind in Abbildung 7 dargestellt. Der Abstand zwischen Düse und Werkstück wurde durch den hohen Hilfsgasdruck deutlich vergrößert, und die Schnittfuge war aufgrund des weniger divergierenden Hochgeschwindigkeitsgasstroms deutlich weniger konisch als bei LoPOx. Solche Schnittfugen sind in Abbildung 8 zu sehen.


Profilschneiden mit der faserverstärkten Nd:YAG-LoPOx-Technik ist anhand der in Abbildung 9 gezeigten Beispiele möglich. Hier führen Temperaturerhöhungen an der Innenseite von Ecken zu einer verstärkten Verjüngung an diesen Stellen. Dies ist am kreisförmigen Schnitt in Abbildung 9 (a) und am Unterschneiden von Ecken in Abbildung 9 (b) zu sehen. Unterschneiden von scharfen Ecken lässt sich am besten durch reduzierte Schnittgeschwindigkeiten vermeiden, wie in der Abbildung gezeigt.

Auch das Hochdruck-Sauerstoffschneiden mit dem Nd:YAG-Laser, wie er mit dem CO2-Laser [12] verwendet wird, eignet sich hervorragend zum Durchstechen. Das Durchstechen einer 32 mm dicken AS3679-Platte dauert weniger als eine Sekunde. Die Entfernung der nach oben ausgeworfenen Schlacke bleibt ein Problem, da ihre Anwesenheit auf der Plattenoberfläche im Schnittpfad die Schnittqualität beeinträchtigt.
4. Diskussion
Trotz der neuartigen Laserschneidverfahren und der höheren Schnittdicke bleibt der Schneidprozess selbst unverändert. Dies zeigt sich in der mit zunehmender Schnittdicke abnehmenden Schnittgeschwindigkeit und der ähnlichen Schnittgeschwindigkeit bei konventionellen, rotierenden und taumelnden Strahlschnitten. Trotz der veränderten Vorgehensweise bleiben die grundlegenden Faktoren, die das Schneiden dicker Stahlplatten durch reaktives Schmelzen bestimmen, wie Wärmeleitungsverluste und die Einschränkung des Schmelzflusses aufgrund von Viskosität und Oberflächenspannung, bestehen.
Die durch das Wobbeln des Strahls erzeugten größeren und unterschiedlichen Schnittfugenbreiten sowie die verschiedenen Schnittfugenbreiten, die beim sauerstoffdominierten Laserschneiden mit dem Nd:YAG-Laser entstehen, zeigen, dass bei zunehmender Schnittdicke entsprechend breite Schnittfugen erforderlich sind. Bei mittleren Dicken (~32 mm) ist es jedoch nicht praktikabel, die Schnittfuge über den Wert der größten LoPOx-Düse hinaus zu vergrößern, da der Sauerstoffverbrauch zu hoch wird. Hierfür bietet sich der Einsatz von HiPOx an. Durch die Verwendung eines Hilfsgasstroms mit hohem Druck und folglich hoher Geschwindigkeit verbindet sich Sauerstoff weniger mit atmosphärischen Gasen und steht so leichter für die reaktive Fusion zur Verfügung. Außerdem werden deutlich mehr Scherkräfte auf die Schmelzfläche ausgeübt, um den Widerstand gegen den Abstand zur Schnittfuge zu überwinden. Ein weiteres Merkmal des HiPOx-Prozesses sind die großen Abstände zwischen Düse und Werkstück. Dies gewährleistet die Zuverlässigkeit der Hochdruckdüsen.
Sauerstoffdominierte Schnitte basieren ausschließlich auf der einfallenden Laserleistung, um den Schnitt einzuleiten und aufrechtzuerhalten. Ergebnisse zeigen, dass diese Leistungen deutlich niedriger sind als die für vergleichbare konventionelle Schnitte erforderlichen. Allerdings sind für den Beginn eines gleichmäßigen Schnitts höhere Leistungen erforderlich als für die Aufrechterhaltung des gesamten Schneidprozesses. Daher könnte eine erhöhte Leistung nur zu Beginn des Schnitts eingesetzt werden, um die Energieeffizienz zu maximieren.
Profilschneiden ist nachweislich möglich, hat aber den Nachteil, dass die Innenseite der Schnittecken unterschnitten wird. Dies kann durch eine entsprechende Programmierung der Schnittgeschwindigkeit an diesen Positionen überwunden werden. Das Lochen dicker Bleche ist nachweislich möglich, allerdings besteht das Problem, dass die nach oben ausgeworfene Schlacke später die Zufuhr des Hilfsgases beim anschließenden Schneiden behindert. Dies könnte entweder durch einen nach außen gerichteten ringförmigen Luftstrahl um die Düse herum oder durch eine Reinigung durch den Bediener mithilfe eines CNC-Wartebefehls nach dem ersten Lochen behoben werden.
5. Fazit
Der Einsatz von sauerstoffdominiertem Laserschneiden in Kombination mit breiteren Schnittfugen demonstriert die Machbarkeit des mittelstarken, fasergespeisten Nd:YAG-Lasers zum Schneiden dicker Weichstahlplatten. Dies kann mit Niederdruckgas für Weichstahlplatten bis 32 mm Dicke erfolgen. Mit Hochdruckgasgas lassen sich Schnittstärken bis 50 mm problemlos erreichen und das Material schnell durchstechen. Es gibt anhaltende Probleme mit der Schnittqualität im Zusammenhang mit Stoßartefakten sowie mit dem Unterschneiden von Ecken, die eine sorgfältige CNC-Programmierung erfordern. Für ein erfolgreiches Durchstechen muss anschließend der nach oben ausgeworfene Bart aus dem Schnittpfad entfernt werden, um die Schnittqualität des darunterliegenden Werkstücks zu erhalten.
6. Danksagung
Die Autoren möchten dem CRC for Intelligent Manufacturing Systems and Technologies Limited für die Finanzierung des Spinning Beam-Projekts danken, ohne die die oben genannten Forschungsarbeiten und Ergebnisse nicht möglich gewesen wären.
