








Was ist die minimale Biegegröße der Abkantpresse?

In diesem Artikel werde ich die Frage untersuchen: Was ist die minimale Biegegröße des AbkantpresseDas Verständnis des Mindestbiegemaßes der Abkantpresse ist für jeden, der mit Abkantpressen arbeitet, von entscheidender Bedeutung, da es die Qualität und Präzision unserer Biegevorgänge direkt beeinflusst. Ich werde meine Erkenntnisse zu den Faktoren teilen, die das Mindestbiegemaß beeinflussen, darunter Materialart, Dicke und Werkzeug. Am Ende dieses Artikels wissen Sie besser, wie Sie das Mindestbiegemaß für Ihre Projekte bestimmen und so optimale Ergebnisse in Ihren Fertigungsprozessen erzielen.
Bei HARSLE, einem führenden Hersteller mit Sitz in Nanjing, China, sind wir auf die Herstellung einer breiten Palette von Metallbearbeitungsmaschinen spezialisiert, darunter Abkantpressen, Schermaschinen, Laserschneidmaschinen, hydraulische Pressen, Stanzmaschinen und Walzmaschinen. In diesem Artikel gehen wir auf die Feinheiten der Mindestbiegegröße der Abkantpresse ein und zeigen, warum sie wichtig ist und wie sich die Abkantpressen von HARSLE auf dem Markt abheben.
Das heißt, die Mindestbiegegröße kann gefaltet werden, die Mindestgröße der Biegeform zum Master, wurde bisher nicht bemerkt, bis jetzt kenne ich die Nutbreite nicht, abhängig vom Modell des Geräts oder der Dicke der Platte? Oder allgemein, es gibt keinen solchen Standard, oder können Sie mir detaillierte Informationen geben
Bedeutung der Mindestbiegegröße
Der Minimale Biegegröße der Abkantpresse bezeichnet den kleinsten Radius oder Winkel, den die Maschine präzise und konsistent produzieren kann. Dieser Parameter ist aus mehreren Gründen von entscheidender Bedeutung:
- Präzision: Kleinere Biegegrößen erfordern eine höhere Präzision, um sicherzustellen, dass das Metall nicht reißt oder sich unerwünscht verformt.
- Materialeffizienz: Durch das Erreichen enger Biegungen wird der Materialabfall minimiert und so zur Kosteneinsparung beigetragen.
- Designflexibilität: Eine Abkantpresse, die kleinere Biegungen ermöglicht, ermöglicht komplexere und vielseitigere Designs und erweitert so den Bereich möglicher Anwendungen.
- Qualitätssicherung: Durch die konsequente Einhaltung der Mindestbiegemaße wird sichergestellt, dass die Produkte strenge Qualitätsstandards erfüllen.
So bestimmen Sie die Mindestbiegegröße mit HARSLE-Maschinen
Bestimmen der Minimale Biegegröße der Abkantpresse für Ihre spezifischen Anforderungen umfasst mehrere Schritte:
- Materialbewertung: Analysieren Sie die Art und Dicke des Metalls, das Sie biegen möchten. HARSLE-Abkantpressen sind vielseitig und können eine Vielzahl von Materialien und Dicken verarbeiten.
- Werkzeugauswahl: Wählen Sie aus dem umfangreichen Sortiment von HARSLE den passenden Stempel- und Matrizensatz für Ihre Biegeanforderungen. Unser Ingenieurteam unterstützt Sie gerne bei der Auswahl des optimalen Werkzeugs für minimale Biegegrößen.
- Maschinenkonfiguration: Konfigurieren Sie die Einstellungen der Abkantpresse, einschließlich Biegegeschwindigkeit, Kraft und Winkel, um die Leistung zu optimieren. HARSLE-Maschinen sind mit fortschrittlichen Steuerungssystemen ausgestattet, die präzise Anpassungen ermöglichen.
- Prüfung und Kalibrierung: Führen Sie erste Tests durch, um sicherzustellen, dass die Abkantpresse die gewünschte Biegegröße konstant erreicht. Unser Serviceteam bietet Ihnen vor Ort Kalibrierung und Schulung an, um einen optimalen Betrieb zu gewährleisten.
- Laufende Wartung: Durch regelmäßige Wartung der Abkantpresse wird sichergestellt, dass sie weiterhin optimale Leistung bringt und die Fähigkeit, im Laufe der Zeit minimale Biegegrößen zu erreichen, erhalten bleibt.
Biegen Sie die Hälfte der V-Nut der unteren Matrize plus 0,5
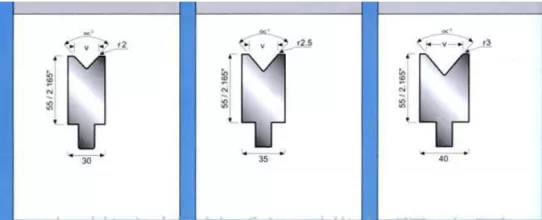
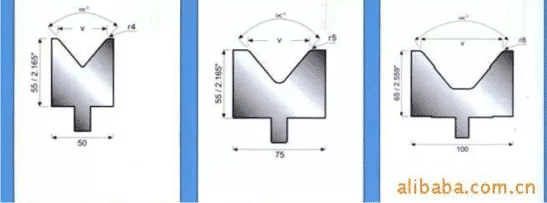
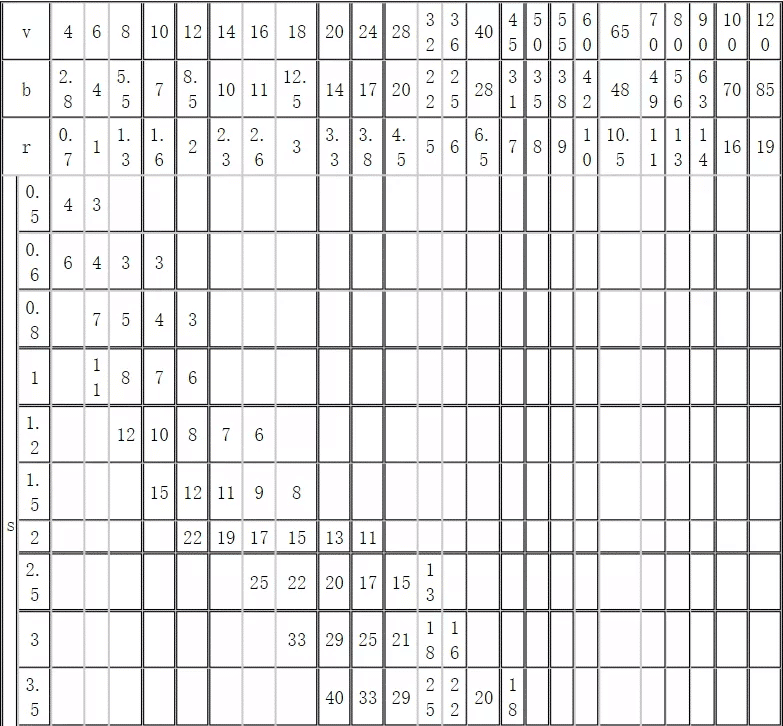
Die Bezeichnung der V-Nut wird üblicherweise als „Nutbreitenwert + V“ angegeben. Wenn die Breite der V-Nut beispielsweise 5 mm beträgt, wird die V-Nut zu „5 V“, im Allgemeinen zu 4 V, 8 V, 10 V, 12 V. Im Allgemeinen beträgt die Breite der für das Faltbett verwendeten unteren Form-V-Nut je nach Blechdicke üblicherweise das Fünffache. Materialdicke (5T). Bei Verwendung von 5T-1V sollte der Biegekoeffizient entsprechend erhöht werden. Bei Verwendung von 5T+1V sollte der Biegekoeffizient entsprechend reduziert werden.
Die Mindestfalte kann sich auf die Breite des Bretts oder die Größe der einzelnen Seite beziehen. Wenn die Brettbreite so lang ist, wie Sie den entsprechenden Abstand einstellen, können Sie sie klein machen. Wenn Sie eine einzelne Seitengröße haben, müssen Sie auf die Kerbe achten. Die Größe des Formdesigns wird hauptsächlich durch den Druck der Kerbe bestimmt. Solange die Festigkeit ausreicht, kann sie entsprechend klein sein, um das Falten der kleinen Seite zu erleichtern.
Die minimale Biegegröße wird anhand der Größe und Dicke der V-Nut bestimmt. Wenn die U-Form gebogen werden soll, wird die Breite der V-Nut anhand der Plattendicke bestimmt. Unter 3,0 entspricht dies der 4- bis 6-fachen Plattendicke. 3,0 oder mehr entspricht der 8- bis 10-fachen Plattendicke. Auch hier basiert die Auswahl der V-Nut auf Erfahrungswerten.
Deine Frage ist etwas allgemein gehalten, einen absoluten Standard gibt es nicht. Wenn du die normale Biegung drückst, ist die Hälfte der V-Nut plus die Hälfte des verwendeten Materials am kleinsten. Wir wählen natürlich grundsätzlich die 5-fache Dicke der V-Nut.
Exzentrizität: Die Drucklinie wird gebogen, das kleine V wird in einem großen Winkel gefaltet und dann mit einem großen V unter Druck gesetzt. Es kann auf eine Größe gefaltet werden, die kleiner als die Hälfte der V-Nut ist. Bei festem Druck kann die Dichtung zur Unterstützung der Position verwendet werden. Die spezifische Größe und die Maschine sind es nicht. Nahezu hängt es von der Dicke des unteren Gesenks ab. Wenn das obere Gesenk ein Kreisbogenschneider größer als 0,5 ist, ist die V-Nut im Allgemeinen fünfmal dicker, und das Unternehmen kann die 4- bis 6-fache Materialstärke wählen. Je kleiner die Falte, desto kleiner die Größe und umgekehrt.
Doppelzylinder Biegemaschine
Leistung und Funktionen:
* Ganzstahl-Schweißkonstruktion, Vibration zur Beseitigung von Spannungen, gute Maschinenfestigkeit und gute Steifigkeit. Hydraulisch angetrieben, stabil und zuverlässig.
* Mechanischer Anschlag, Torsionsachsensynchronisation, hohe Präzision.
* Hinteranschlagabstand, elektrische Einstellung des oberen Schieberhubs, manuelle Feineinstellung, Digitalanzeige.
*Die obere Form ist mit einer Störungskompensationsstruktur ausgestattet. Die Maschine mit 250 Tonnen und einer Länge von 400 mm oder mehr kann die untere Durchbiegungskompensationsstruktur übernehmen.
Dreizylinder-Biegemaschine
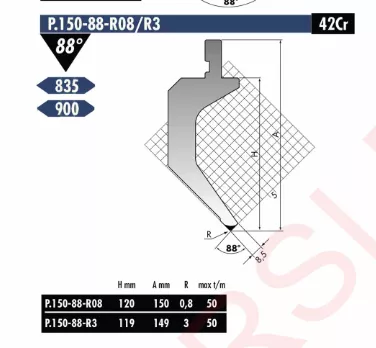
Qualitätssystem: IS09001 Formmaterial: 42CRMOV
Biegemaschinenformmaterial: Cr12Molvl, 42CrMo, T10a
Feuerhärtung: HRC: 52°-60°
±Toleranz: .002
Weitere Dienstleistungen: CNC-Biegeformschleifen, Schleifen, Wartung usw.
Standardlänge: 835 mm, 800 mm, 550 mm (Standard-CNC-Biegemaschinenprodukte sind ab Lager verfügbar, nicht standardmäßige Biegemaschinenformspezifikationen können individuell angepasst und gemäß den Zeichnungen des Kunden verarbeitet und hergestellt werden.)
Segmentierung von CNC-Biegeteilen. Die allgemeinen Segmentierungsspezifikationen lauten wie folgt:
Formsegment 1
CNC-Biegeoberwerkzeug: 100 (links), 10, 15, 20, 40, 50, 200, 300, 100 (rechts) = 835 mm
CNC-Biegeunterwerkzeug: 10, 15, 20, 40, 50, 100, 200, 400 = 835 mm
Formsegment 2
Um die Mindestbiegegröße für Ihre spezielle Anwendung zu bestimmen, berücksichtigen Sie die folgende Formel:
CNC-Biegeoberwerkzeug: 100 (links), 10, 15, 20, 40, 50, 165, 300, 100 (rechts) = 800 mm
Anwendbar auf: importierte LVD-CNC-Bagger, AMADA-CNC-Biegemaschinen, TRUMPF, FINN-POWER und andere CNC-Biegemaschinenwerkzeuge und inländische CNC-Biegemaschinenformen. Die Produkte verfügen über CNC-Biegemaschinensegment-Differentialmatrize, Biegemaschinenkonzentrische Untermatrize, Biegemaschinenoberform, Biegemaschinenunterform, CNC-Biegemaschinenverbundform usw.
Sechszylinder-Biegemaschine
Die Maschine wird hydraulisch angetrieben und der Schieberantrieb verwendet drei Zylinder, die zwischen der Vorder- und Rückseite montiert sind. Die gesamte Maschine weist eine gute Steifigkeit auf und die obere Form ist mit einem Störungskompensationsmechanismus ausgestattet.
Die Mitte des unteren Matrizentisches ist mit drei Störungskompensationszylindern ausgestattet, um die Arbeitsgenauigkeit weiter zu verbessern
Abschluss
Verstehen der Minimale Biegegröße der Abkantpresse ist entscheidend für Unternehmen, die Präzision und Effizienz in der Metallverarbeitung anstreben. Die Abkantpressen von HARSLE erfüllen höchste Standards und bieten die Flexibilität und Leistung, die Großunternehmen, Händler und Metallverarbeiter benötigen. Mit unserem Engagement für Qualität, anpassbaren Lösungen und professionellem Support ist HARSLE Ihr zuverlässiger Partner für Spitzenleistungen in der Metallverarbeitung.
Sind Sie bereit, Ihre Metallverarbeitungskapazitäten mit einer HARSLE-Abkantpresse zu erweitern? Besuchen Sie unsere offizielle Website oder kontaktieren Sie uns auf Alibaba und auf internationalen Messen, um unser Produktangebot zu erkunden und herauszufinden, wie wir Ihre Geschäftsanforderungen unterstützen können.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




