








Leitfaden zu den wichtigsten Methoden und Vorsichtsmaßnahmen für CNC-Biegemaschinen

Als jemand mit Erfahrung in der Metallverarbeitung weiß ich, wie wichtig es ist, die verschiedenen Methoden und Vorsichtsmaßnahmen für die Verwendung eines CNC-BiegemaschineIn diesem Leitfaden erkläre ich Ihnen die wichtigsten Techniken für präzise Biegungen und stelle wichtige Sicherheitsmaßnahmen vor. Egal, ob Sie ein erfahrener Profi oder ein CNC-Neuling sind, die Beherrschung dieser Methoden hilft Ihnen, Ihre Effizienz zu steigern und kostspielige Fehler zu vermeiden. Dieser Leitfaden behandelt alles, was Sie wissen müssen, um Ihre CNC-Biegemaschine Verwendung für erstklassige Ergebnisse.
CNC Abkantpresse Das Biegen von Platten kann auf vielfältige Weise erfolgen, und es gibt unterschiedliche Prinzipien und Klassifizierungsmöglichkeiten. In diesem Artikel werden insbesondere die verschiedenen Details des Biegevorgangs, die relative Position der oberen und unteren Form und das Biegen in die Form verschiedener gängiger Biegemethoden sowie Einzelheiten zum Biegevorgang und Vorsichtsmaßnahmen erläutert.
Inhaltsverzeichnis

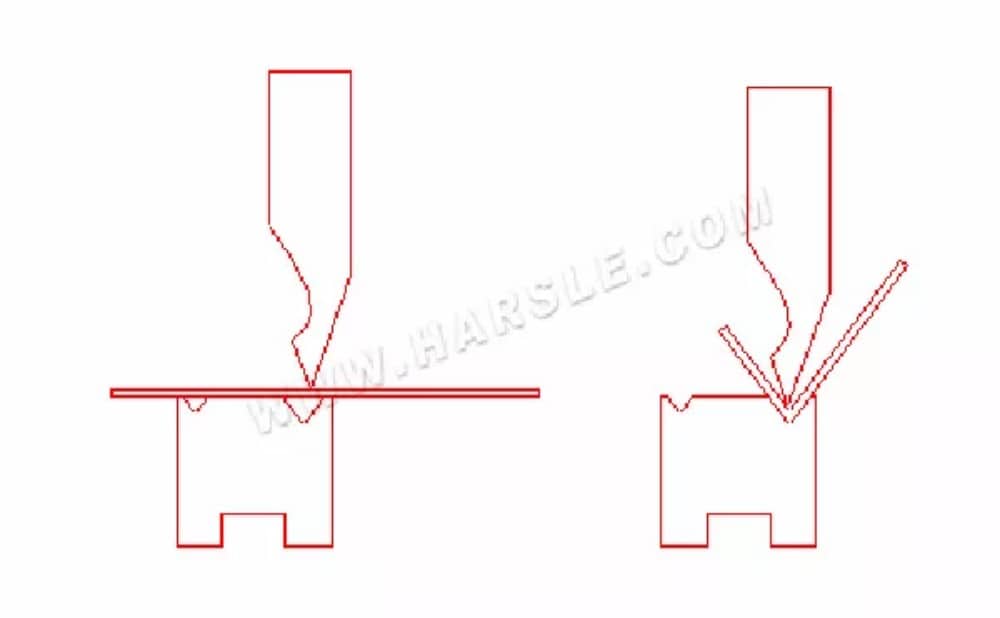
Zunächst wird der Biegevorgang entsprechend der unterschiedlichen relativen Positionen der oberen und unteren Formen beim Biegevorgang in zwei Formen unterteilt: Spaltbiegen und Bodenbiegen. Die Merkmale und Unterschiede zwischen den beiden sind wie folgt.

● Spaltbiegen
Beim Biegen einer CNC-Biegemaschine wird zwischen Ober- und Unterwerkzeug kein Druck ausgeübt. Durch Einstellen der Tiefe des Oberwerkzeugs in die Unterwerkzeugöffnung wird der gewünschte Biegewinkel erreicht. Diese Biegemethode wird als Spaltbiegen bezeichnet. Je tiefer das Oberwerkzeug in das Unterwerkzeug eindringt, desto kleiner ist der Biegewinkel; umgekehrt, desto größer. Aufgrund der Elastizität des Materials muss beim Biegen auch die Verwendung von Überbiegungen in Betracht gezogen werden, um den Rückprall zu kontrollieren.

Der Vorteil des Spaltbiegens besteht darin, dass eine geringere Anzahl von Matrizen verwendet werden kann, um eine Vielzahl von Winkeln des Umformprozesses zu erreichen, und der erforderliche Verarbeitungsdruck gering ist. Um den besten Biegeeffekt zu erzielen, kann das Verhältnis der Materialdicke B zur Breite V der V-förmigen Öffnung der unteren Matrize normalerweise wie folgt gewählt werden.
1. Materialstärke unter 12,7 mm, B:V ist 1:8.
2. Bei einer Materialstärke von 12,7 bis 22,2 mm beträgt das B:V-Verhältnis 1:10.
3. Wenn die Materialstärke über 22,2 mm liegt, beträgt B:V 1:12.
Die drei oben genannten Verhältnisse sind Standard-Werkzeugverhältnisse, das Material ist kohlenstoffarmer Stahl, die Materialfestigkeit beträgt 43,4 kg/mm². Bei der Vorbereitung des Biegeverarbeitungsprogramms können die oben genannten Parameter im CNC-System eingestellt werden, das System führt die Verarbeitung automatisch durch, um das Verarbeitungsprogramm zu generieren.

● Drücken Sie unten Biegen
CNC-Biegemaschinen verwenden eine Unterbiegepresse, bei der die Unterbiegeplatte zwischen Ober- und Unterwerkzeug gepresst wird, um den gewünschten Biegewinkel und Biegeradius zu erzielen. Die CNC-Biegemaschine mit Unterbiegen eignet sich für die Bearbeitung von Blechen mit einer Dicke von 2 mm oder weniger bei der Produktion mittlerer und großer Chargen. Der Biegeradius ist klein – hohe Biegegenauigkeit – gute Präzision. Es ist zu beachten, dass der Arbeitsdruck beim Unterbiegen höher ist als der Arbeitsdruck beim Spaltbiegen, in der Regel dreimal höher.

Der Winkel der Unterbiegeform sollte an den Plattenwinkel und das Material angepasst werden. Beim Unterbiegen von Weichstahl sollte der Winkel der oberen und unteren Matrize üblicherweise dem gewünschten Plattenwinkel entsprechen. Bei der Unterbiegemethode entspricht das Formverhältnis der Plattenmaterialdicke B und dem Öffnungsabstand V der unteren Matrize dem Verhältnis B:V = 1:6.

Die Arbeitstonnage wird beim Biegen bestimmt. Dabei wird die Kraft zwischen Ober- und Unterwerkzeug auf das Material ausgeübt, um eine plastische Verformung des Materials zu erreichen. Die Arbeitstonnage ist der Biegedruck beim Biegen. Einflussfaktoren auf die Arbeitstonnage sind: Biegeradius, Biegemodus, Formverhältnis, Bogenlänge sowie Dicke und Festigkeit des zu biegenden Materials. Die Arbeitstonnage kann in der Regel anhand der folgenden Tabelle ausgewählt und in den Verarbeitungsparametern eingestellt werden.
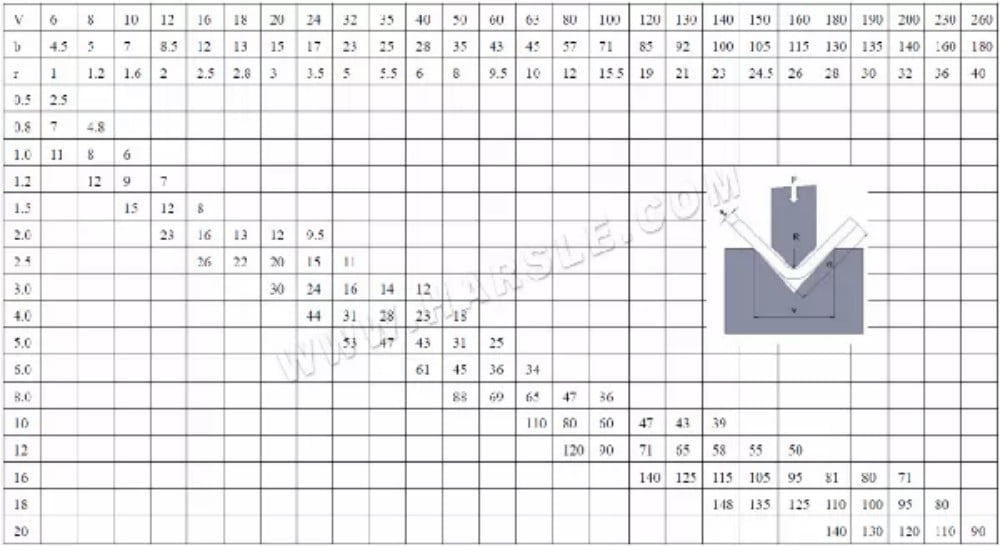
1. Der Tabellenwert für die Blechlänge von einem Meter bei Biegedruck: Beispiel: S = 4 mm L = 1000 mm V = 32 mm Überprüfen Sie die Tabelle, um P = 330 kN zu erhalten
2. Diese Tabelle wird auf der Grundlage der Festigkeit σb = 450 N/mm2 des Materials, beim Biegen anderer Materialien, des Biegedrucks für die Daten in der Tabelle und des Produkts der folgenden Koeffizienten berechnet: Bronze (weich): 0,5; Edelstahl: 1,5; Aluminium (weich): 0,5; Chrom-Molybdän-Stahl: 2,0.
3. Näherungsformel für den Biegedruck einer CNC-Biegemaschine: P = 650s2L/1000v, wobei die Einheiten der einzelnen Parameter P – kN, S – mm, L – mm, V – mm sind.
Entsprechend den verschiedenen Formen, die nach dem Biegevorgang entstehen, wird der Biegevorgang in L-Faltung, N-Faltung, Z-Faltung, Abflachung mit umgekehrter Faltung, gepresste Hardware und andere Formen unterteilt. Die Merkmale und Unterschiede sind wie folgt.
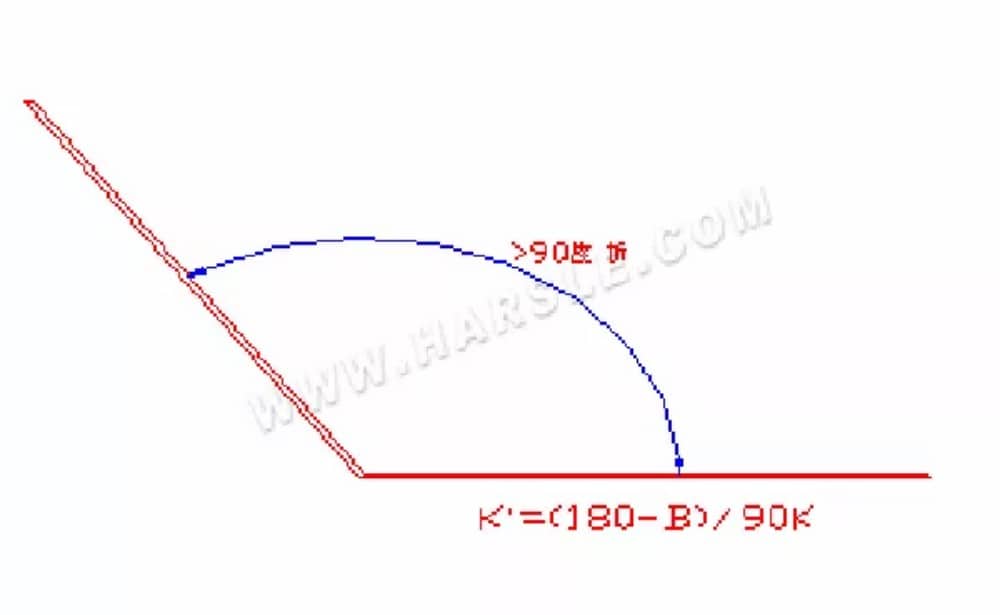
● L-Falz
Je nach Winkel wird in 90˚-fach und nicht 90˚-fach unterteilt. Je nach Verarbeitung wird in allgemeine Verarbeitung (L>V/2) und spezielle Verarbeitung (L
1. Die Form wird entsprechend dem Material, der Plattendicke und dem Formwinkel ausgewählt.
2. Prinzip der Anlehnhaltung.
① Als Prinzip dienen zwei Nachdefinitionslehren, zur Positionierung dient die Werkstückform.
2. Richten Sie die Messlehre nach der Definition gegen die Position aus, achten Sie auf die Schräglage und ermitteln Sie die Biegegröße des Werkstücks in der gleichen Mitte online.
③Kleine Biegung, die Anti-Biege-Verarbeitung ist besser.
④Es ist besser, sich auf die Mitte der Rückseite der festen Spurweite nach unten zu verlassen. (Die geneigte Position nach der festen Spurweite verzieht sich nicht so leicht.)
⑤Es ist besser, die Seite nah an die Rückseite der festen Anzeige zu neigen.
⑥Die lange Seite ist besser.
⑦Verwenden Sie die Schablone zur Unterstützung der Positionierung (unregelmäßige Positionierung der abgeschrägten Kante).
3. Hinweis: Achten Sie bei verschiedenen Bearbeitungsmethoden auf die Bearbeitungsmethode und die Bewegung des Hinteranschlags. Beim Biegen mit montierter Form sollte der Hinteranschlag zurückgezogen werden, um eine Verformung des Werkstücks während des Biegens zu verhindern. Bei großen Werkstücken ist die innere Biegung aufgrund der größeren Werkstückform und der kleineren Biegefläche schwierig, sodass sich Werkzeug und Biegefläche nur schwer überlappen. Dies kann zu einer schwierigen Positionierung des Werkstücks oder zu einer Beschädigung des Werkstücks durch Biegen führen. Um dies zu vermeiden, kann in Längsrichtung der Bearbeitung ein Positionierungspunkt hinzugefügt werden, um die Bearbeitung in beiden Richtungen zu positionieren. Dies erleichtert die Bearbeitungspositionierung, erhöht die Bearbeitungssicherheit, vermeidet Werkstückschäden und steigert die Produktionseffizienz.
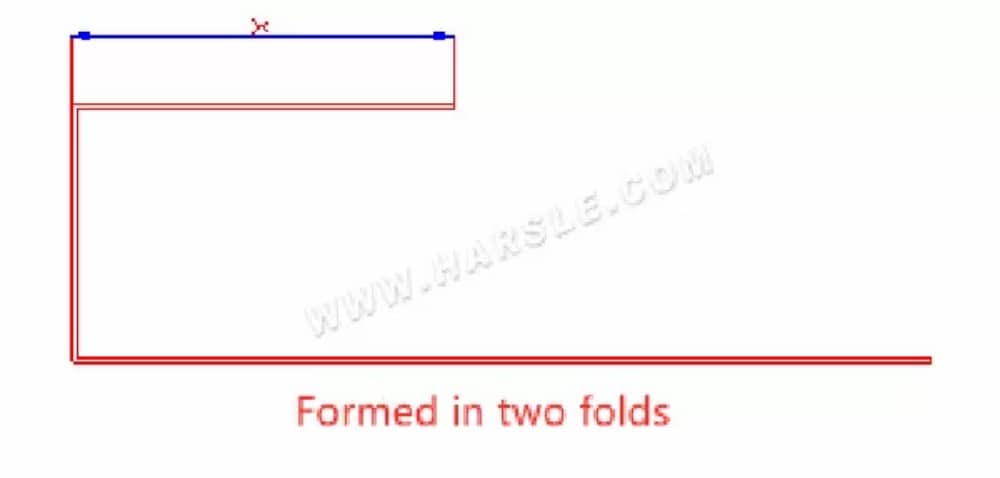
● N-fach
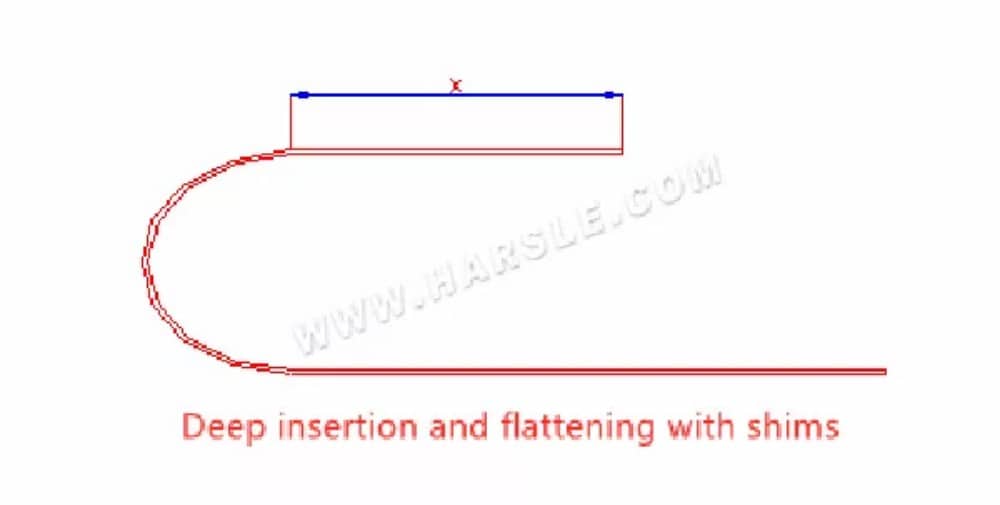
N-fach, um je nach Form unterschiedliche Verarbeitungsmethoden zu verwenden. Beim Biegen sollte die Materialgröße größer als 4 mm sein und die Größe der X-Dimension wird durch die Form der Form begrenzt. Wenn die Materialgröße weniger als 4 mm beträgt, werden spezielle Methoden zur Verarbeitung verwendet.
1. Wählen Sie die Form entsprechend der Materialstärke, Größe, dem Material und dem Biegewinkel aus.
2. Positionierungsprinzip: Um sicherzustellen, dass das Werkstück das Werkzeug nicht stört
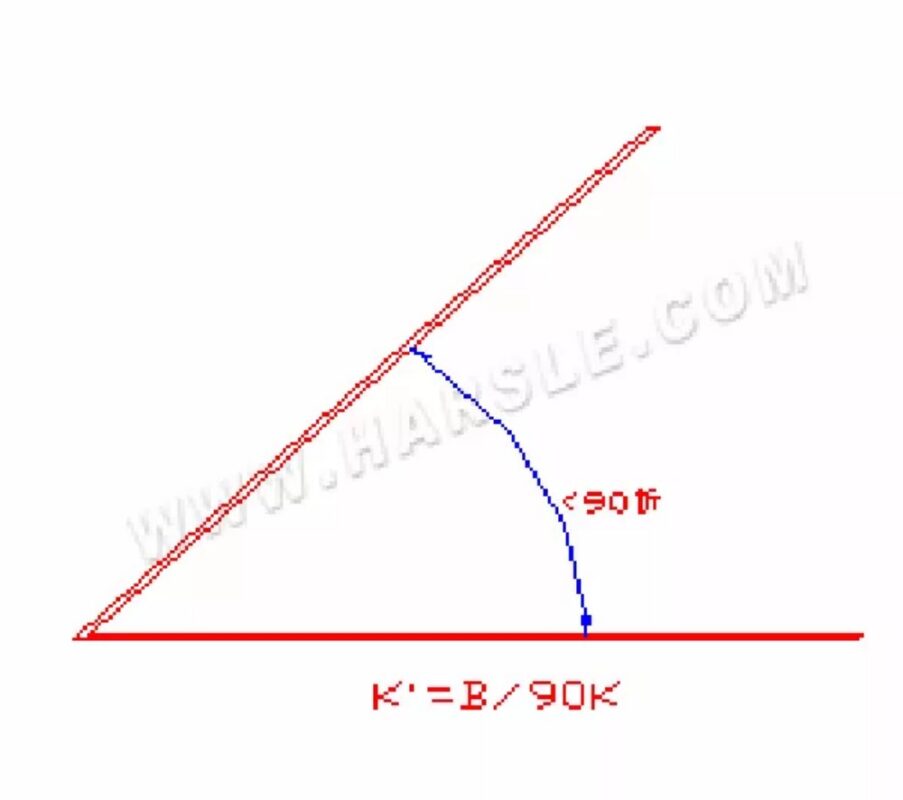
①Stellen Sie sicher, dass der Neigungswinkel etwas weniger als 90 Grad beträgt.
2. Die beste Verwendung der beiden Nachbestimmungsmessgeräte gegen die Position, außer unter besonderen Umständen.
3. Hinweise.
①Nach dem Biegen der L-Falte sollte der Winkel bei 90 Grad oder etwas weniger als 90 Grad liegen, um die Verarbeitung der geneigten Position zu erleichtern.
②Beim Verarbeiten der zweiten Falte ist es erforderlich, sich an die Position der Verarbeitungsfläche als Mittelpunkt zum Anlehnen anzulehnen.
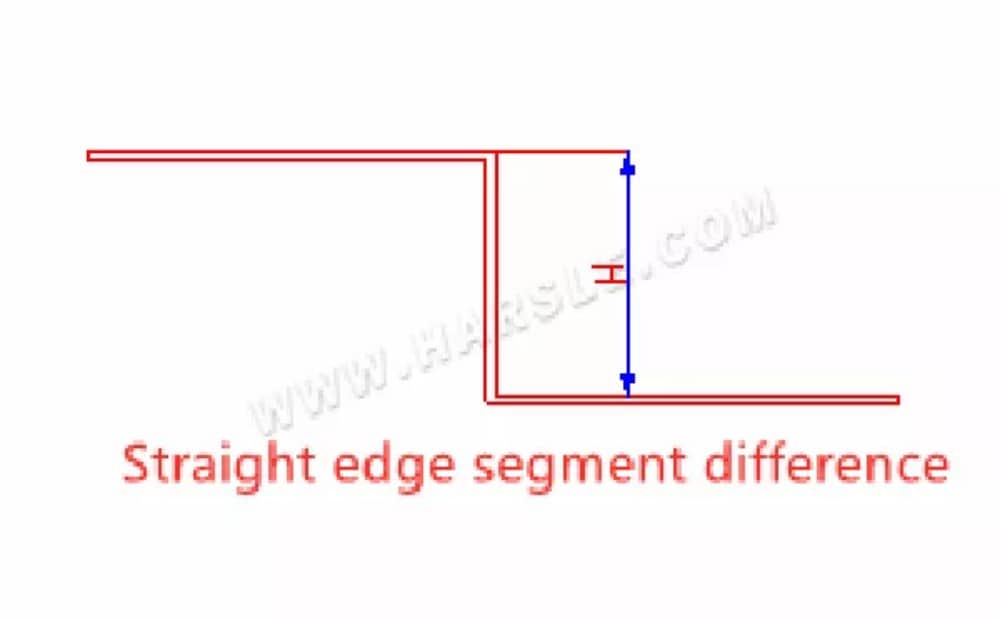
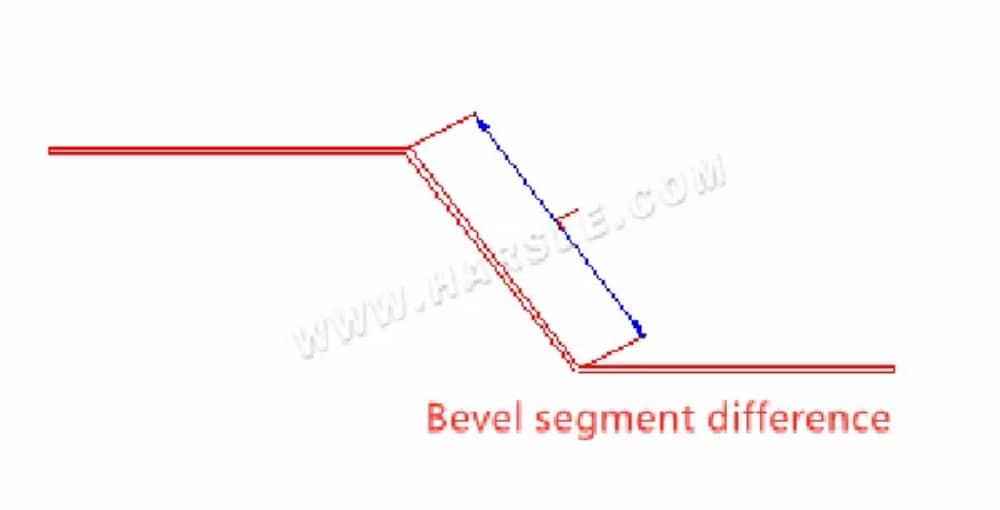
● Z-Falz
Z-Falz wird auch als Segmentdifferenz bezeichnet und bezeichnet eine positive und negative Biegung. Je nach Winkel wird in Segmentdifferenzen für abgeschrägte Kanten und Segmentdifferenzen für gerade Kanten unterteilt. Die Mindestgröße des Biegevorgangs wird durch das Bearbeitungswerkzeug begrenzt, die maximale Bearbeitungsgröße wird durch die Form der Bearbeitungsmaschine bestimmt. Im Allgemeinen wird bei Z-Falz-Materialgrößen unter 3,5T eine Segmentdifferenz-Stanzformverarbeitung verwendet. Bei Größen über 3,5T wird die normale Bearbeitungsmethode verwendet.
1. Neigungsprinzip.
①Bequemes Anlehnen und gute Stabilität.
2. Die allgemeine Neigung ist dasselbe wie die L-Faltung.
③Zur Bearbeitung des Werkstücks und der unteren Matrizenfläche ist eine sekundäre Neigung erforderlich.
2. Vorsichtsmaßnahmen.
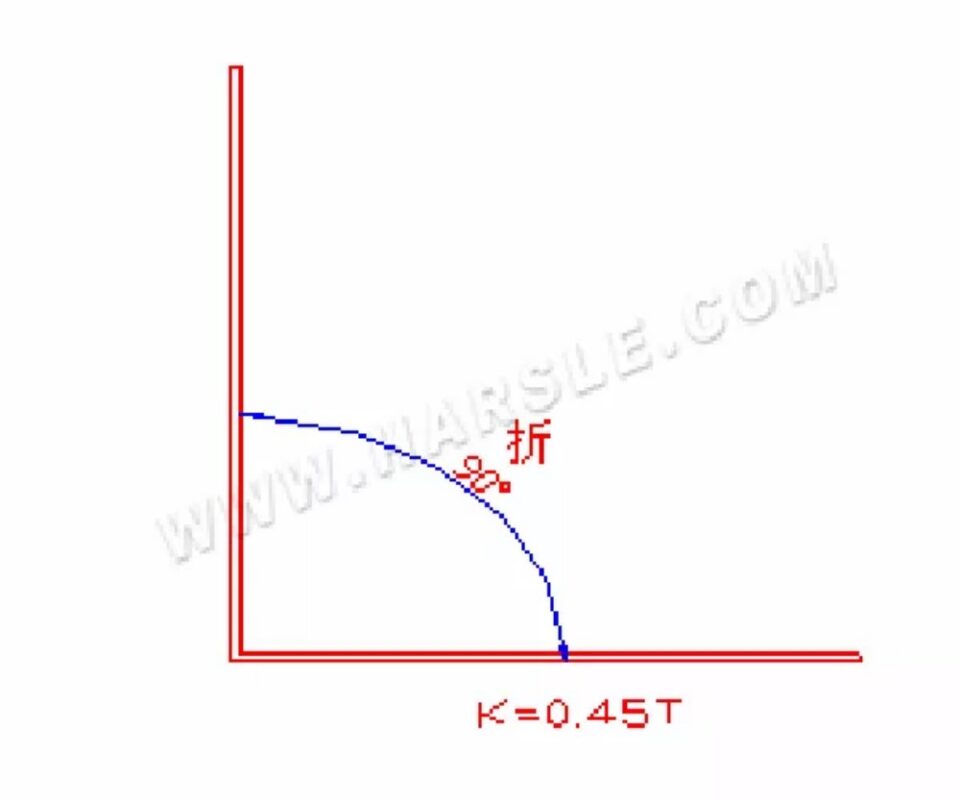
①Der Verarbeitungswinkel der L-Falzung muss vorhanden sein, im Allgemeinen sind 89,5 bis 90 Grad erforderlich.
②Wenn die Nachdefinitionslehre zurückgezogen werden soll, ist auf die Verformung des Werkstücks zu achten.
③Die Reihenfolge der Verarbeitung muss korrekt sein.
④Für spezielle Verarbeitungen können die folgenden Methoden verwendet werden: Mittellinientrennmethode (exzentrische Verarbeitung), kleine V-Verarbeitung (der Biegekoeffizient muss erhöht werden), einfaches Formen der Matrize, Reparatur der unteren Matrize.
● Rückwärtsbiegen und Abflachen
Reflexives Abflachen, auch als tote Kante bekannt. Die Schritte der toten Kante-Verarbeitung sind: Zuerst wird die Einstecktiefe auf etwa 35 Grad gebogen und dann mit der Abflachungsmatrize abgeflacht, bis die Abflachung und das Festziehen erreicht sind.

1. Modusauswahl: Wählen Sie eine Einstecktiefe von 30 Grad entsprechend der 5- bis 6-fachen Materialdicke und der Breite der V-Nut der unteren Matrize. Wählen Sie die obere Matrize entsprechend der spezifischen Situation der Verarbeitung der toten Kante.
2. Hinweis: Bei der Verarbeitung der toten Kante ist auf die Parallelität der beiden Seiten zu achten. Bei einer langen Verarbeitungsgröße der toten Kante kann die abgeflachte Kante zuerst gefaltet werden, nachdem ein verzogener Winkel abgeflacht wurde. Für die kürzere tote Kante kann die Pad-Verarbeitung verwendet werden.
● Pressen von Hardware
Bei der Verwendung von Schwalbenschwanz-Hardware für Falzmaschinen werden im Allgemeinen konkave Formen, Vorrichtungen und andere Hilfsformen verwendet. Im Allgemeinen gibt es: Druckmuttern, Druckknöpfe, Druckschrauben und einige andere Hardware.


1. Hinweise.
①Wenn die Form des Werkstücks eine Bearbeitung vermeiden muss, sollte darauf geachtet werden, die Position zu vermeiden.
2. Nach der Bearbeitung zum Testen des Drehmoments entspricht der Schub dem Standard und die Hardware und das Werkstück sind flach und fest.
③Diao nach dem Biegen pressen, neben der Werkzeugmaschine pressen, dabei ist auf die Vermeidung von Bearbeitungen und die Parallelität der Form zu achten.
④Wenn es sich um ein sich ausdehnendes Diao handelt, sollten wir auch darauf achten, dass die Seite des sich ausdehnenden Diaos keine Risse aufweist und die Seite des sich ausdehnenden Diaos nicht höher als die Oberfläche des Werkstücks sein darf.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






