








Was ist die Schweißwärmeeinflusszone?

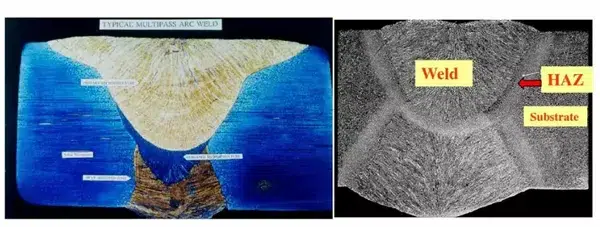
Der Wärmeeinflusszone beim Schweißen ist der Bereich, in dem das feste Grundmetall auf beiden Seiten der Schweißnaht unter der Einwirkung des Schweißwärmezyklus deutliche Struktur- und Eigenschaftsänderungen erfährt. Dieser Bereich wird als Schweißwärmeeinflusszone bezeichnet. Eine Schweißverbindung ist ein Schweißprozess, der aus drei Teilen besteht: der Schweißnaht, der Schmelzzone und der Wärmeeinflusszone.
1.Definition
Unter der Wirkung eines Wärmeeinflusszone beim Schweißen Beim Schmelzschweißen wird der Bereich, in dem sich Struktur und Eigenschaften innerhalb eines bestimmten Bereichs in der Nähe beider Seiten der Schweißnaht ändern, als „Wärmeeinflusszone beim Schweißen„, oder die „Nahschweißzone“ (Nahschweißzone). ). Die Schweißverbindung besteht hauptsächlich aus zwei Teilen, der Schweißnaht und der Heißschattenzone, und dazwischen befindet sich eine Übergangszone, die als Schmelzzone bezeichnet wird. Um die Qualität der Schweißverbindungen sicherzustellen, ist es daher erforderlich, dass die Struktur und die Eigenschaften der Schweißnaht und der Wärmeeinflusszone gleichzeitig den Anforderungen entsprechen. Mit der kontinuierlichen Verwendung verschiedener hochfester Stähle, rostfreier Stähle, hitzebeständiger Stähle und einiger Spezialmaterialien in der Produktion werden die in der Schweißwärmeeinflusszone vorhandenen Probleme komplizierter und sind zu den Schwachstellen der Schweißverbindungen geworden. Daher haben Forscher in vielen Ländern der Schweißwärmeeinflusszone große Aufmerksamkeit gewidmet.
Das Ausmaß der WEZ variiert je nach Wärmezufuhr beim Schweißprozess, der Wärmeleitfähigkeit des Materials und der Abkühlgeschwindigkeit. Höhere Wärmezufuhr oder langsamere Abkühlgeschwindigkeiten führen typischerweise zu einer größeren WEZ.
2. Gewebeverteilung
Laut der Wärmeeinflusszone beim Schweißen Schweißstähle werden in zwei Kategorien eingeteilt: Stähle mit geringer Abschreckneigung, wie z. B. kohlenstoffarmer Stahl und einige niedriglegierte Stähle, die als hart abschreckbare Stähle bezeichnet werden; Stähle mit Härtungstendenz. Größere Stahlsorten wie mittelkohlenstoffarmer Stahl, vergüteter legierter Stahl mit niedrigem und mittlerem Kohlenstoffgehalt usw. werden als leicht abschreckbare Stähle bezeichnet. Aufgrund der unterschiedlichen Abschreckneigung ist auch die Struktur der Schweißwärmeeinflusszone der beiden Stahlsorten unterschiedlich.

3.Leistung
Die Mikrostrukturverteilung der Schweißwärmeeinflusszone ist ungleichmäßig, und daher ist auch die Leistung ungleichmäßig. Die Schweißwärmeeinflusszone unterscheidet sich von der Schweißnaht. Die Leistungsanforderungen der Schweißnaht können durch Anpassung der chemischen Zusammensetzung und des entsprechenden Schweißverfahrens erfüllt werden. Die Leistung der Wärmeeinflusszone kann in ihrer Zusammensetzung nicht angepasst werden, und es kommt zu Ungleichmäßigkeiten, die durch thermische Schweißzyklen entstehen. Bei allgemeinen Schweißkonstruktionen werden vor allem die Härtung, Versprödung, Zähigkeit und Erweichung der Wärmeeinflusszone sowie umfassende mechanische Eigenschaften, Korrosionsbeständigkeit und Ermüdungseigenschaften berücksichtigt, die entsprechend den spezifischen Einsatzanforderungen der Schweißkonstruktion bestimmt werden.
Härten
Die Härte der Schweißwärmeeinflusszone hängt hauptsächlich von der chemischen Zusammensetzung und den Abkühlbedingungen des zu schweißenden Stahls ab und spiegelt im Wesentlichen die Leistung verschiedener metallografischer Strukturen wider. Da die Härteprüfung bequemer ist, wird häufig die höchste Härte HMAX der Wärmeeinflusszone verwendet, um deren Leistung zu beurteilen. Dadurch können indirekt die Zähigkeit, Sprödigkeit und Rissbeständigkeit der Wärmeeinflusszone vorhergesagt werden. Im Projekt wurde die HMAX der Wärmeeinflusszone als wichtiger Index zur Bewertung der Schweißbarkeit verwendet. Es ist darauf hinzuweisen, dass selbst dieselbe Struktur unterschiedliche Härten aufweist, die mit dem Kohlenstoffgehalt des Stahls und der Legierungszusammensetzung zusammenhängen. Beispielsweise kann die Härte von kohlenstoffreichem Martensit 600 HV erreichen, während die Härte von kohlenstoffarmem Martensit nur 350–390 HV beträgt.
Versprödung
Die Versprödung der geschweißten Wärmeeinflusszone ist häufig die Hauptursache für Rissbildung und Sprödbruch an Schweißverbindungen. Sprödigkeit und Zähigkeit sind ein Maß für die Widerstandsfähigkeit eines Materials gegen Brüche unter Stoßbelastung und spiegeln umfassend die Festigkeit und Plastizität des Materials wider. Je höher die Sprödigkeit des Materials, desto geringer ist seine Zähigkeit und desto schlechter ist seine Widerstandsfähigkeit gegen Stoßbelastungen. Da die Mikrostrukturverteilung in der Wärmeeinflusszone ungleichmäßig ist und die Festigkeit mancher Teile sogar viel geringer ist als die des Grundmetalls, kommt es zu starker Versprödung, sodass die Schweißwärmeeinflusszone zu einer Schwachstelle der gesamten Verbindung wird. Daher wird die Versprödung der Schweißwärmeeinflusszone untersucht. Das Versprödungsphänomen umfasst hauptsächlich Versprödungsmechanismen wie Grobkornversprödung, Mikrostrukturversprödung und Versprödung durch thermische Reckalterung, um die Zähigkeit zu verbessern und die mechanischen Eigenschaften der gesamten Verbindung zu optimieren.

Gehärtet
Die Schweißwärmeeinflusszone, insbesondere die Schmelzzone und die Grobkornzone, sind Schwachstellen der gesamten Schweißverbindung. Daher sollten Maßnahmen ergriffen werden, um die Zähigkeit der Schweißwärmeeinflusszone zu verbessern. Die Zähigkeit der Schweißwärmeeinflusszone lässt sich jedoch nicht wie beim Schweißen durch Zugabe von Spurenelementen anpassen und verbessern. Sie ist materialbedingt und kann daher nur durch Verbesserung der Zähigkeit des Materials und einige technologische Maßnahmen in einem gewissen Rahmen verbessert werden. Untersuchungen zufolge kann die Zähigkeit der Schweißwärmeeinflusszone durch die folgenden zwei Maßnahmen verbessert werden.
Erweichen
Durch Kaltverfestigung oder Wärmebehandlung gehärtete Metalle oder Legierungen weisen in der Wärmeeinflusszone beim Schweißen im Allgemeinen einen unterschiedlich starken Festigkeitsverlust auf. Erweichung oder Festigkeitsverlust in der Wärmeeinflusszone. Die Erweichung kaltverfestigter Metalle oder Legierungen wird durch Rekristallisation verursacht. Die Erweichung oder der Festigkeitsverlust in der Wärmeeinflusszone hat relativ geringe Auswirkungen auf die mechanischen Eigenschaften von Schweißverbindungen, ist jedoch nicht leicht zu kontrollieren.
4. Auswirkungen auf Materialeigenschaften
●Festigkeit und Härte: Die WEZ kann im Vergleich zum Grundmetall unterschiedliche Härte- und Festigkeitsgrade aufweisen. Bereiche näher an der Schweißnaht sind typischerweise höheren Temperaturen ausgesetzt und können härter und spröder werden, insbesondere bei kohlenstoffreichen Stählen.
● Zähigkeit: Die Zähigkeit der WEZ kann durch die Bildung härterer und spröderer Mikrostrukturen verringert werden. Dies ist besonders kritisch bei Anwendungen, bei denen Schlagfestigkeit wichtig ist.
●Korrosionsbeständigkeit: Bei einigen Materialien, wie beispielsweise bestimmten rostfreien Stählen, kann die Hitze Veränderungen verursachen, die die Korrosionsbeständigkeit beeinträchtigen, wie beispielsweise die Ausfällung von Karbiden an Korngrenzen.
5. Bedeutung und Kontrolle
Strukturelle Integrität:
Verstehen und Steuern der Wärmeeinflusszone beim Schweißen ist entscheidend für die Gewährleistung der strukturellen Integrität geschweißter Komponenten, insbesondere bei kritischen Anwendungen wie in der Luft- und Raumfahrt, der Automobilindustrie und im Bauingenieurwesen.
Optimierung Schweißparameter:
①Wärmezufuhr: Durch die Reduzierung der Wärmezufuhr durch Anpassung von Spannung, Stromstärke und Schweißgeschwindigkeit kann die Größe der Wärmeeinflusszone (WEZ) reduziert werden. Eine geringere Wärmezufuhr führt zu schnelleren Abkühlraten und weniger Zeit für nachteilige mikrostrukturelle Veränderungen.
② Zwischenlagentemperatur: Durch die Steuerung der Zwischenlagentemperatur (der Temperatur zwischen den einzelnen Schweißdurchgängen) kann die Mikrostruktur der Wärmeeinflusszone beeinflusst und Eigenschaften wie die Zähigkeit verbessert werden.
Vorwärmen und Wärmebehandlung nach dem Schweißen (PWHT):
①Vorwärmen: Durch Erhitzen des Materials vor dem Schweißen kann die Abkühlgeschwindigkeit verringert und das Risiko der Bildung unerwünschter Mikrostrukturen wie Martensit in Stählen minimiert werden. Es trägt auch zur Reduzierung von Eigenspannungen bei.
②PWHT: Durch die Anwendung von Wärme nach dem Schweißen können die in der Wärmeeinflusszone gebildeten harten Mikrostrukturen gehärtet werden, wodurch die Zähigkeit verbessert und Eigenspannungen reduziert werden.