








Si recién estás empezando con ESTUN E300 Programación, estás en el lugar correcto. Muchos principiantes están ansiosos por descubrir el potencial de este versátil sistema de control, y mi objetivo es brindarte consejos esenciales para principiantes. En este artículo, te guiaré por los pasos iniciales y compartiré información clave que puede agilizar tu experiencia en programación. La programación del ESTUN E300 es conocida por su eficiencia y flexibilidad, y al final de esta guía, tendrás los conocimientos básicos para aprovechar al máximo tus esfuerzos de programación. Ya sea que busques mejorar la precisión o simplemente comprender los conceptos básicos, esta guía está diseñada para satisfacer tus necesidades.
Estructura de la página
Al trabajar con la programación de ESTUN E300, comprender la estructura de la página es esencial para una navegación eficiente. Encienda el dispositivo y espere un momento; la pantalla mostrará automáticamente la página inicial (paso único), como se muestra en la Figura 2-1.
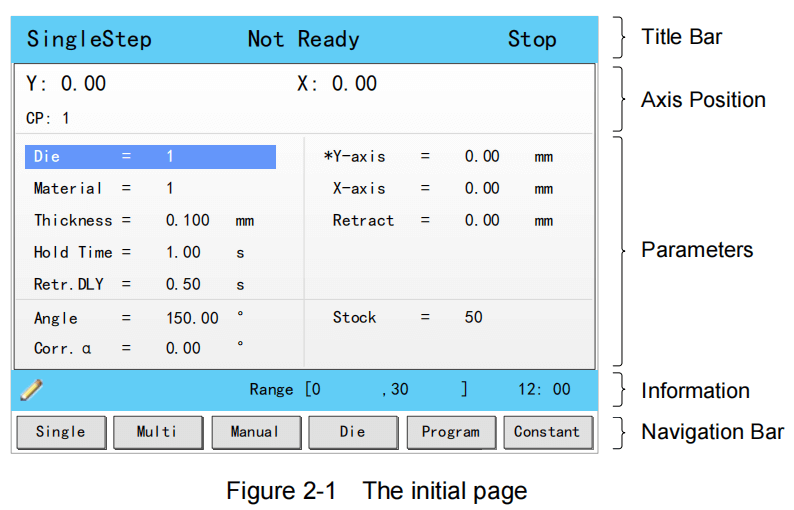
Barra de título
Esta área se muestra en cada página y, de izquierda a derecha, son: Nombre de la página, Estado del sistema, y Modo de operación Sucesivamente.
- Nombre de la página: muestra el nombre de la página actual, por ejemplo Un solo paso, Multi, Programa.
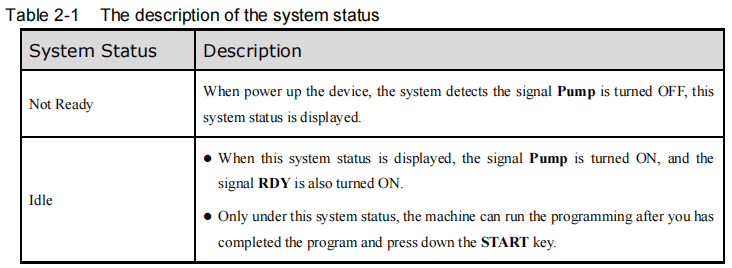
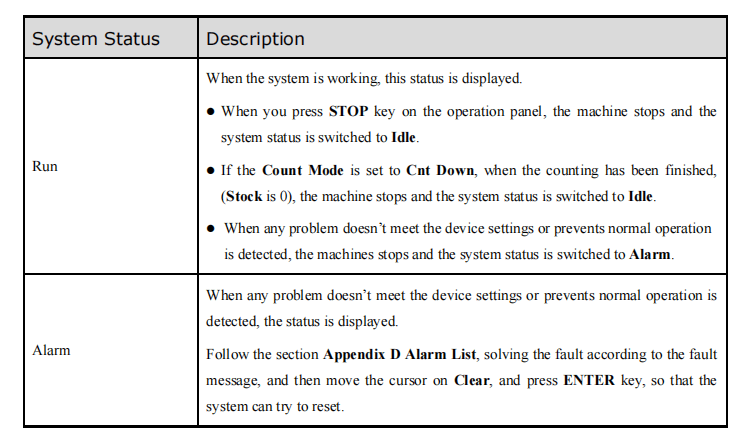
- Estado del sistema: muestra el estado actual del sistema. Hay seis estados del sistema, como se muestra en la Tabla 2-1.
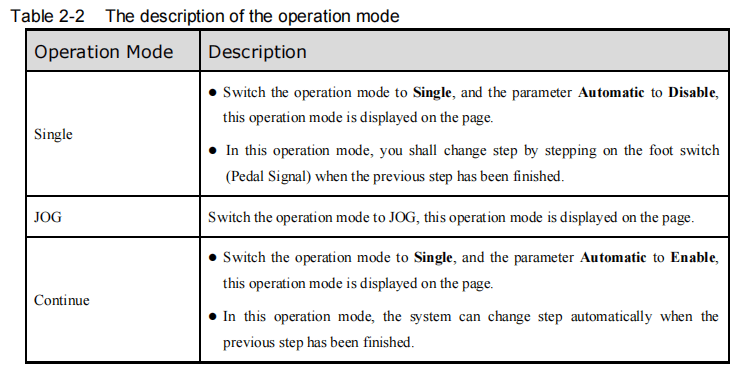
Modo de operación: muestra el modo de operación actual. Hay tres modos de operación, como se muestra en la Tabla 2-2.
Posición del eje
Al profundizar en la programación del ESTUN E300, es fundamental comprender la posición de los ejes. Esta pantalla muestra los valores de posición actuales de los ejes, crucial para un control preciso. Normalmente, el dispositivo E300 admite el control estándar de los ejes X e Y. Para funciones más avanzadas, se recomienda contactar con ESTUN.
Parámetros
Esta área muestra la información de los parámetros. Cada página tiene sus parámetros correspondientes.
Información
En la interfaz de programación del ESTUN E300, esta sección muestra los detalles de cada parámetro, como la edición de valores y rangos. En el lado derecho, también encontrará la hora del sistema para facilitar su consulta.
Barra de navegación
Al comenzar a programar el ESTUN E300, es importante familiarizarse con los conceptos básicos, como la barra de navegación. Esta sección corresponde a la F1 a F6 Las teclas del panel de control permiten cambiar fácilmente entre las páginas principales. Para una comprensión rápida, consulte las descripciones de la Tabla 2-3 del manual del usuario. Estos elementos fundamentales le ayudarán a dominar la programación del ESTUN E300.
En la Tabla 2-3 se enumeran las descripciones de cada página principal.

Al familiarizarse con la estructura de esta página, comprenderá mejor cómo navegar por las distintas funciones y configuraciones en la programación de ESTUN E300, lo que garantiza una experiencia de programación más fluida.
Un solo paso
Al comenzar a programar el ESTUN E300, puede programar los pasos de plegado con los mismos ajustes de la página inicial, comúnmente utilizada para plegado rápido. Esta página aparece al encender el dispositivo. Simplemente presione el botón F1 clave para entrar en la Un solo paso página, como se muestra en la Figura 2-3.
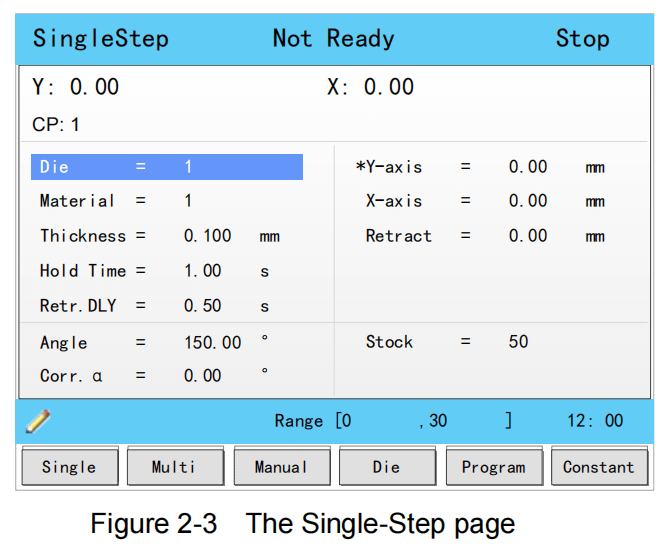
Para facilitar su uso, la Tabla 2-4 proporciona una descripción de los parámetros de esta página, que sirve como una referencia útil al editar estos parámetros.


Ejemplo
En el contexto de la programación ESTUN E300, utilicemos un ejemplo simple para ilustrar el proceso.
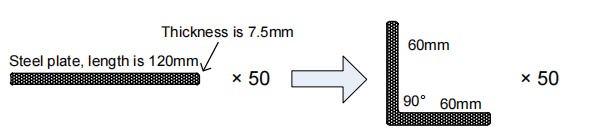
Considere la programación de una placa de acero con una longitud de 120 mm. La desglosaremos de la siguiente manera: eje X a 60 mm, ángulo de plegado de 90° y espesor de 7,5 mm. El material se establece en 50. Elegimos programar con el ángulo especificado, asumiendo que el diámetro interior de la matriz es 1.
Basándonos en la experiencia, incluiremos parámetros adicionales como un tiempo de retención de 3, un retardo de retracción de 2 y una distancia de retracción de 5. Siga estos pasos concisos para ejecutar el programa ESTUN E300:
- Navegue hasta Morir e ingrese 1.
- Navegar a Material y entra 1.
- Navegar a Espesor y entrada 7.5.
- Navegar a Tiempo de espera y entra 3.
- Navegar a Retr. DLY y entrada 2.
- Navegar a Eje X y tipo 60.
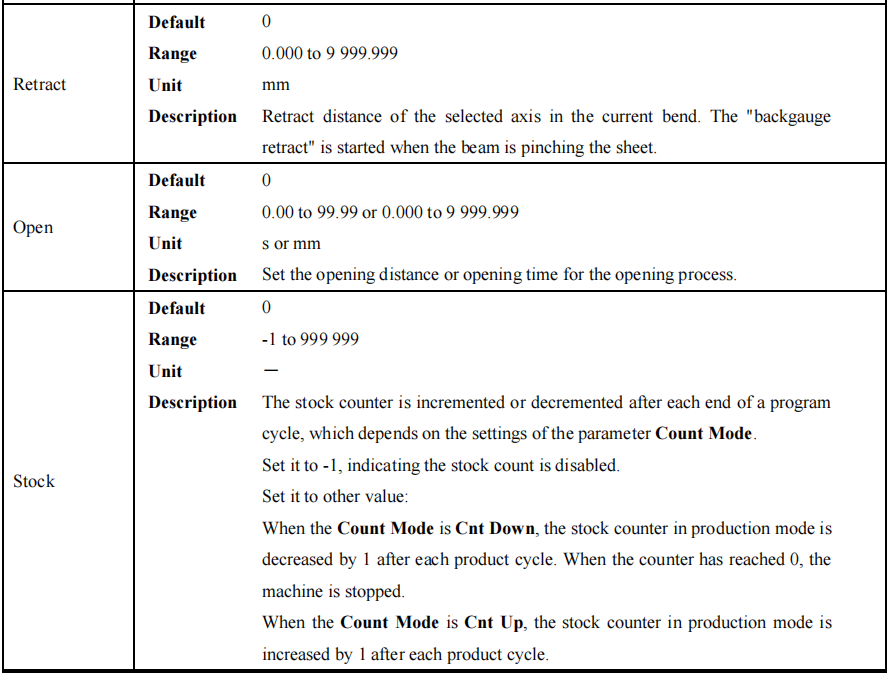
- Navegar a Retraer y entra 5.
- Navegar a Ángulo y tipo 90.
- Navegar a Existencias y entra 50.
Asegúrese de que el modo de conteo esté configurado en Conteo descendente en la página Constante. Finalmente, presione la tecla INICIO en el panel de control. El servoeje comenzará a posicionarse, lo que le permitirá iniciar la producción cuando la máquina esté lista.
Multi-paso
Puede usar la programación de ESTUN E300 para configurar los pasos de plegado para diversos ajustes en esta página. Para operaciones de plegado complejas que implican varios pasos, se suele utilizar la programación multipaso. Para acceder a... Multi-paso página, simplemente presione el F2 clave, como se muestra en la Figura 2-4.
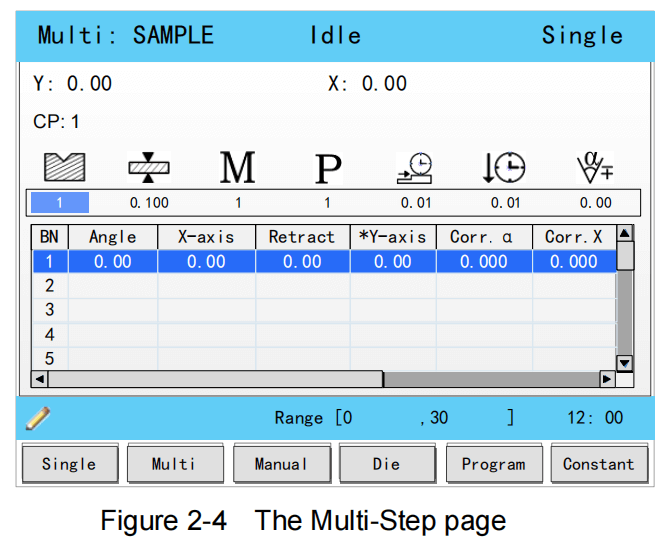
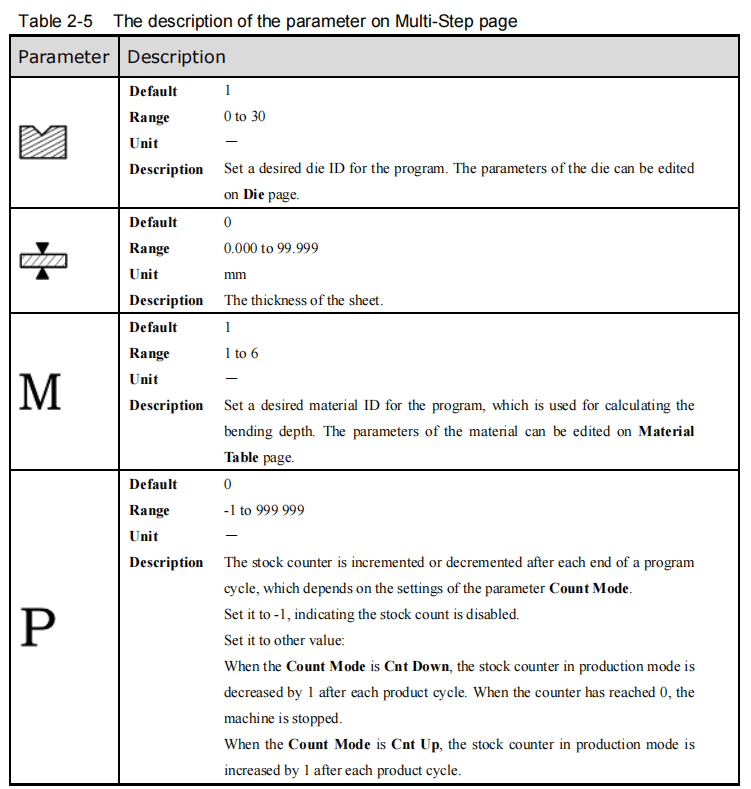
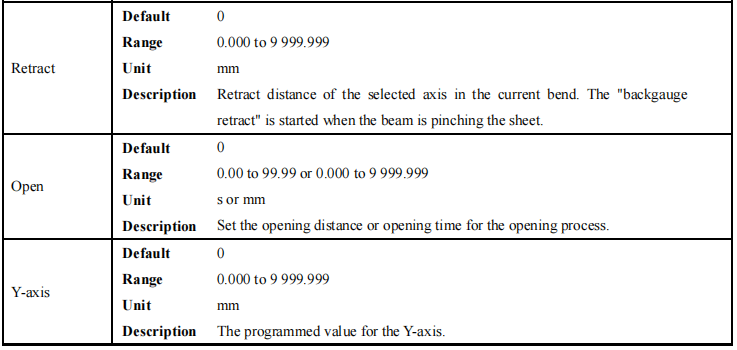
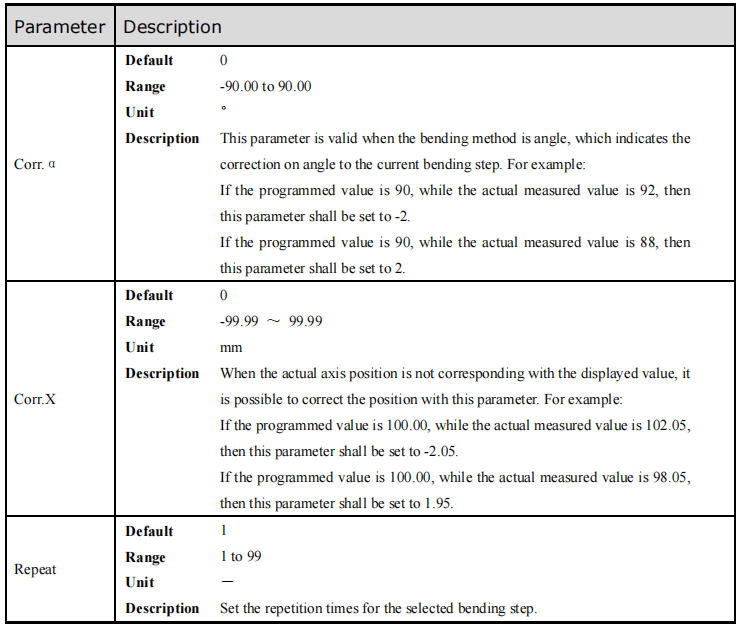
La Tabla 2-5 muestra la descripción del parámetro en esta página. Puede consultar esta tabla al editar los parámetros en esta página.

Ejemplo
Tomamos el siguiente proceso como ejemplo para describir la programación.

Supongamos que trabaja con una placa de acero de 180 mm de longitud, segmentada en ángulos de 120 mm y 30 mm a 90°, y con un espesor de 7,5 mm. El proceso consta de dos pasos de doblado, utilizando material endurecido al acero, una posición del eje X a 30° y otra a 120°, un ángulo de doblado constante de 90° y un espesor de 7,5 mm, con un stock de 50 mm.
Decidimos programar el proceso mediante el ángulo dado, y suponiendo que el dado IDENTIFICACIÓN es 1.
Se pueden ajustar parámetros adicionales, como establecer el tiempo de retención a 3 segundos, el retraso de retracción a 2 segundos y la distancia de retracción a 5 mm.
A continuación le mostramos un proceso simplificado para configurar su programa:
- Mueva el cursor a Morir y escriba 1.
- Para Espesor, entrada 7.5.
- Bajo Material, entrada 1.
- Colocar Existencias hasta 5.
- Entrada 2 para Retr. DLY.
- Utilice 3 para Tiempo de espera.
- En el Ángulo Sección donde BN es 1, entrada 90.
- Para Eje X donde BN es 1, tipo 30.
- Bajo Retractar donde BN es 1, tipo 5.
- Confirme presionando el botón INGRESAR llave.
- Un cuadro de diálogo le solicitará que cree un nuevo paso de doblado; presione DE ACUERDO.
- Para BN 2, entrada 120 en el Eje X.
- Colocar Retraer para BN 2 a 5.
- Inicie el proceso presionando el botón COMENZAR tecla en el panel de operación.
Con esta descripción general básica de la programación ESTUN E300, el servoeje se posicionará y, una vez listo, podrá comenzar la producción.
Movimiento manual
Al comenzar a programar el ESTUN E300, comprender el movimiento manual es crucial. Los ejes servo, controlados por un servomotor, se pueden mover manualmente con las teclas de flecha del... Manual página. Esta operación no requiere iniciar el dispositivo, lo que la hace perfecta para ajustes o puesta en marcha.
Para acceder a la Manual página, simplemente encienda el dispositivo y permita que muestre la pantalla predeterminada, luego presione el botón F3 clave, como se muestra en la Figura 2-5.

- Presione las teclas de flecha ARRIBA y ABAJO para seleccionar el servoeje deseado.
- Presione las teclas de flecha IZQUIERDA y BIEN para seleccionar la dirección de movimiento adecuada.
Este conocimiento fundamental en la programación ESTUN E300 ayuda a garantizar ajustes precisos desde el principio.
Ajustes de matriz
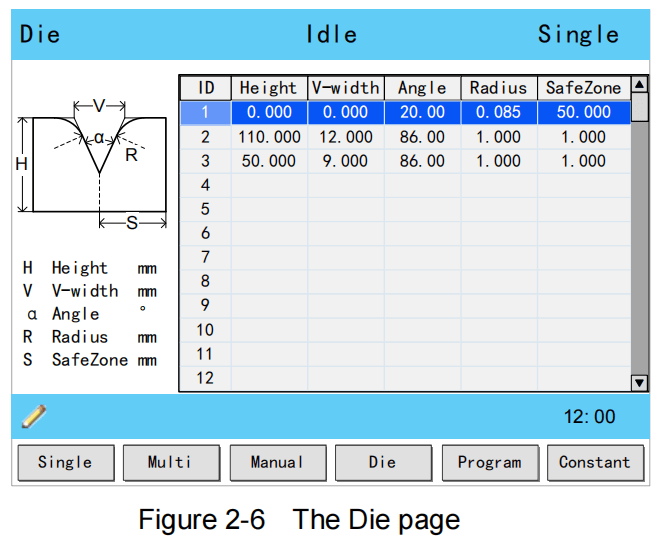
Para programar el proceso según el ángulo dado, es necesario configurar los parámetros de la matriz. Presione F4 clave para entrar en la Morir página, como se muestra en la Figura 2-6.
- Presione las teclas de flecha ARRIBA y ABAJO para seleccionar el troquel deseado IDENTIFICACIÓN.
- Presione las teclas de flecha IZQUIERDA y BIEN para seleccionar el parámetro deseado de la matriz.
- Prensa NUMÉRICO teclas para escribir el valor adecuado.
El diagrama de parámetros técnicos de la matriz se muestra en la Figura 2-7.

- H: La altura de la matriz, que se utiliza en el cálculo de la profundidad de curvatura.
- V: La longitud de la abertura en V, que es la distancia entre las líneas en contacto que se cruzan.
- α: El ángulo del dado.
- R: El radio de los bordes de la abertura en V.
- S: Distancia de seguridad, que se utilizará en caso de montar un eje R. Esto evita la colisión del dedo con la matriz. El valor mínimo indicado se calcula automáticamente a partir de las dimensiones de la matriz, como se indica a continuación: S = FS + V/2, donde: FS = sección plana en la parte posterior de la ranura en V, V = valor de apertura.
Corrección de curvatura
En la programación de la ESTUN E300, dominar la corrección de plegado es crucial para obtener resultados de plegado precisos. Antes de comenzar el procesamiento, es fundamental poner en marcha la máquina correctamente. Al programar un proceso de plegado en la página de un solo paso y ejecutar un ciclo, puede medir el ángulo de plegado, la profundidad de plegado y la distancia del tope trasero. Esto le ayudará a determinar si los resultados de plegado se ajustan a sus requisitos.
Corrección de ángulo
Para la corrección de ángulos en la programación del ESTUN E300, los parámetros varían de -90 a 90. Si la posición real del eje no coincide con el valor mostrado, se pueden aplicar correcciones. Por ejemplo, si el valor programado y mostrado es 90, pero la posición real es 92, configure Corr. α en -2. Por el contrario, con una posición de 88, configure Corr. α en 2 para realizar ajustes.
Corrección del eje Y
La corrección del eje Y en la programación de ESTUN E300 también implica un ajuste fino, con rangos de parámetros de -99,999 a 99,999. Mediante la configuración repetida de la corrección Y, la experiencia adquirida y la medición de la profundidad por grado, puede programar por profundidad y ajustar la corrección Y según sea necesario. Este proceso iterativo garantiza que el resultado del plegado cumpla con sus requisitos.
Corrección del eje X
De forma similar, la corrección del eje X se alinea estrechamente con la corrección del ángulo. Con un rango de -99,999 a 99,999 en la programación del ESTUN E300, los ajustes son sencillos. Por ejemplo, si un valor programado de 100,00 da como resultado una posición real de 102,05, configure la corrección X en -2,05. Por otro lado, una posición real de 98,05 requiere que la corrección X se configure en 1,95. Seguir estos pasos garantizará precisión en su programación.
La máquina puede detenerse en cualquier momento en el plegado de un solo paso y luego puede modificar el valor programado del eje X, de modo que Corr. X No es necesario en la programación de un solo paso. Sin embargo, hay varios pasos de flexión en la programación de varios pasos, y Corr. X se asigna a cada paso.
Preguntas frecuentes (FAQ)
¿Cómo puedo solucionar errores comunes en la programación del ESTUN E300?
Para solucionar errores de programación del ESTUN E300, consulte los códigos de error y las descripciones del manual. Asegúrese de que todas las conexiones sean seguras y que la configuración sea correcta. Consultar la sección de solución de problemas del manual también puede ofrecer soluciones a problemas frecuentes.
¿Cómo puedo mejorar la precisión de las salidas de programación de mi ESTUN E300?
Puede mejorar la precisión de la programación del ESTUN E300 calibrando regularmente su equipo. Asegúrese de que todos los parámetros estén configurados correctamente y ajústelos según sus necesidades específicas. El mantenimiento y las actualizaciones de software constantes también contribuirán a mantener la precisión.
Conclusión
Dominar los fundamentos de la programación del ESTUN E300 puede mejorar considerablemente su eficiencia y precisión al usar este sistema de control. Hemos cubierto consejos esenciales para principiantes, como comprender la interfaz, simplificar tareas complejas y solucionar problemas comunes. Al centrarse en estas áreas clave, sentará una base sólida para técnicas de programación más avanzadas.
Para ampliar tus habilidades o afrontar retos específicos, te recomiendo consultar nuestros completos recursos o contactar con nuestro equipo de expertos. Para obtener orientación más detallada o asistencia personalizada, no dudes en contactarnos o explorar nuestra documentación adicional para seguir aprendiendo.



