








Los problemas y las soluciones rápidas para las máquinas curvadoras de tubos son algo con lo que todo fabricante se encuentra tarde o temprano, por muy avanzado que sea el equipo. Si buscas explicaciones claras sobre los problemas más comunes y cómo resolverlos rápidamente, estás en el lugar indicado. En esta guía, te explicaré los problemas típicos que surgen durante el curvado de tubos y compartiré soluciones prácticas que puedes implementar de inmediato. Tanto si eres nuevo en la fabricación de tubos como si eres un operador experimentado, este artículo te ayudará a diagnosticar problemas con mayor eficiencia, minimizar el tiempo de inactividad y mantener una precisión de curvado constante.
Común Máquina dobladora de tubos Problemas y sus causas
Arrugas en los tubos durante curvas de radio cerrado
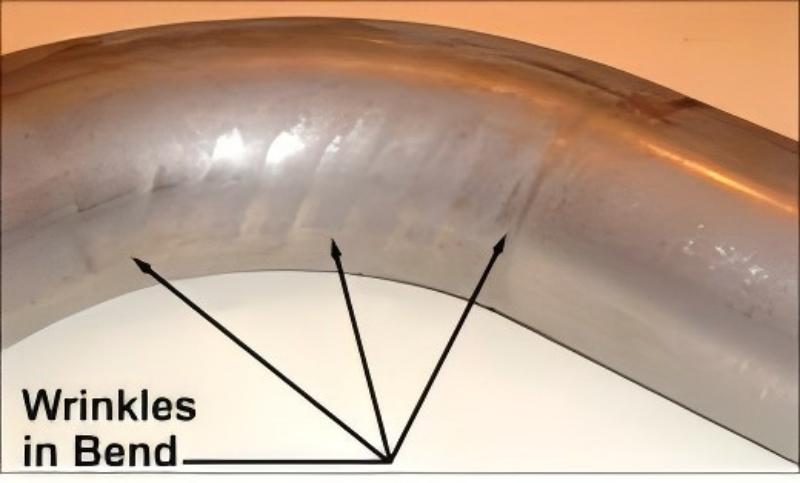
El arrugamiento de los tubos es uno de los problemas más frecuentes en las máquinas curvadoras de tubos, especialmente al trabajar con tubos de pared delgada o curvas de radio pequeño. La causa principal suele ser un soporte interno insuficiente o una colocación inadecuada del mandril. Cuando la pared del tubo se colapsa hacia adentro, la matriz de curvado no puede mantener la forma correcta.
Para solucionar esto, siempre empiezo por comprobar el tipo de mandril y ajustar su posición acercándola al punto de tangencia. Aumentar la lubricación del mandril y la matriz limpiadora también puede proporcionar un flujo de material más uniforme.
Recuperación elástica excesiva después de doblarse

La recuperación elástica se produce cuando el tubo vuelve parcialmente a su forma original tras doblarse. Este problema se agrava con materiales más duros como el acero inoxidable. Generalmente, se debe a una compensación insuficiente del sobrecurvado o al desgaste de las superficies de las herramientas.
Para solucionar esto, suelo ajustar el ángulo de sobrecurvado en el sistema de control y verificar que la matriz de presión y la matriz de doblado mantengan radios precisos. Si las herramientas presentan desgaste, reemplazarlas o rectificarlas restablecerá la precisión del doblado.
Problemas de aplanamiento u ovalidad del tubo
Las zonas planas o la sección transversal ovalada son problemas comunes en las máquinas curvadoras de tubos cuando el radio de curvatura es demasiado pequeño o la fuerza de la matriz de presión no está ajustada correctamente. El aplanamiento del tubo no solo afecta a la estética, sino que también compromete su resistencia estructural.
Mi solución rápida consiste en aumentar la fuerza de la matriz de presión y comprobar si el radio de curvatura coincide con las especificaciones del material. Si el radio es demasiado pequeño, cambiar a un mandril con más puntos de apoyo suele mejorar el resultado.
Deslizamiento del material en la matriz de sujeción
Si el tubo se desliza durante el doblado, la máquina puede producir ángulos irregulares o rayaduras en la superficie. Las causas comunes incluyen una fuerza de sujeción insuficiente, matrices de sujeción desgastadas o una lubricación inadecuada.

Para solucionar esto, aumento gradualmente la presión de sujeción e inspecciono las superficies de los troqueles para detectar desgaste. Si los troqueles presentan desgaste por pulido o redondeo, los reemplazo. En el caso del acero inoxidable, reducir la lubricación en la zona de sujeción ayuda a prevenir deslizamientos no deseados.
Ángulos de doblado incorrectos o pérdida de repetibilidad
Las inconsistencias angulares suelen deberse a una desalineación del sensor, una calibración incorrecta o desgaste mecánico. Este es uno de los problemas de las máquinas curvadoras de tubos que puede ralentizar considerablemente la producción.
Siempre comienzo recalibrando el codificador angular y comprobando la holgura del brazo plegador. Verificar que la máquina esté sobre una superficie nivelada también mejora la precisión. Las inspecciones mecánicas periódicas ayudan a mantener la repetibilidad.
Soluciones rápidas para Curvado de tubos Precisión y calidad
Ajuste de la posición del mandril para un mejor soporte
Para tubos de pared delgada o radios pequeños, coloco el mandril entre 0,5 y 1,0 mm antes del punto de tangencia. Esto evita que el tubo se deforme y garantiza una superficie interna lisa. Usar el tipo de mandril adecuado —de tapón, de forma o de bola— también marca una gran diferencia.
Calibración de la máquina curvadora de tubos para ángulos precisos

Cuando se producen desviaciones angulares, una calibración rápida suele solucionar el problema. Realizo una prueba de flexión, mido el ángulo real con un transportador digital y actualizo el valor de compensación en el sistema de control. Esta recalibración generalmente restablece la precisión de inmediato.
Optimización de la fuerza de la matriz de presión para obtener dobleces limpios
Una fuerza excesiva provoca rayaduras, mientras que una fuerza insuficiente causa deslizamientos. Ajusto la presión gradualmente mientras controlo la deformación del material. Utilizar matrices del mismo material que el tubo —como matrices de acero endurecido para tubos de acero— mejora la calidad de la superficie.
Mejora de la lubricación para un flujo de material uniforme
Una lubricación adecuada reduce la fricción y evita las arrugas. Al doblar acero inoxidable, utilizo un lubricante de alta viscosidad en el mandril y mantengo limpia la zona de sujeción. Una lubricación constante garantiza un doblado estable.
Medidas preventivas para reducir el tiempo de inactividad de la máquina dobladora de tubos
Lista de verificación de inspección de rutina
Realizo una revisión diaria de los mandriles, matrices, abrazaderas y el brazo de doblado. Inspeccionar el desgaste, las grietas o los cambios en la superficie ayuda a detectar los problemas a tiempo antes de que afecten a la producción.
Mantenimiento de herramientas para una precisión a largo plazo
La limpieza de las herramientas después de cada turno evita que los residuos metálicos afecten la precisión del doblado. Almaceno los mandriles y las matrices con protección anticorrosiva para garantizar una larga vida útil.
Calibración de software y sensores
La actualización y calibración periódicas de los sensores minimizan los errores de medición. Los datos correctos de los sensores son esenciales para obtener ángulos de flexión, rotación y longitud de alimentación de material precisos.
Preguntas frecuentes
¿Cómo puedo reducir la recuperación elástica al doblar tubos de acero inoxidable?
El acero inoxidable tiene una alta capacidad de recuperación elástica. Para reducir la recuperación elástica, aumento el ángulo de sobrecurvado, verifico la precisión del radio de la herramienta y ajusto la fuerza de sujeción. El uso de un mandril con más puntos de apoyo también mejora la uniformidad.
¿Por qué se arruga mi tubo al doblarlo con un radio pequeño?
Las arrugas suelen deberse a una mala colocación del mandril o a una lubricación insuficiente. Coloque el mandril más cerca del punto de tangencia y asegúrese de que la matriz limpiadora esté correctamente alineada.
¿Qué debo hacer si los problemas de mi máquina dobladora de tubos incluyen ángulos inconsistentes?
Comience por recalibrar el codificador angular y comprobar la nivelación de la máquina. El desgaste de las herramientas o la holgura mecánica también pueden causar inconsistencias angulares.
¿Puede una lubricación deficiente causar arañazos en la superficie?
Sí, una lubricación insuficiente puede aumentar la fricción, provocando rayaduras o deformaciones. Utilice siempre un lubricante adecuado al material en el mandril y las matrices de presión.
Conclusión
Comprender los problemas más comunes de las máquinas curvadoras de tubos y saber cómo solucionarlos rápidamente puede mejorar drásticamente la eficiencia de su producción. Ajustando la posición del mandril, optimizando la fuerza de la matriz de presión, calibrando la máquina con frecuencia y realizando un mantenimiento rutinario, puede prevenir la mayoría de los problemas de curvado antes de que afecten su flujo de trabajo. Si necesita más ayuda o desea explorar soluciones de curvado avanzadas, no dude en contactar con nuestro equipo para obtener más información y asistencia profesional.



