








Problemas de temperatura en la dobladora de tubos Son un desafío común en la fabricación de metal, especialmente para fabricantes que requieren resultados de doblado precisos y repetibles. Muchos operadores se encuentran con variaciones inesperadas de ángulo y defectos de doblado tras un uso prolongado de la máquina o en diferentes momentos del día, lo que les impide saber la causa raíz. En la mayoría de los casos, el problema está relacionado con el calor generado por los sistemas hidráulicos, los motores, la fricción entre los tubos y las herramientas, o incluso los cambios en la temperatura ambiente estacional. Estos factores de temperatura influyen directamente en el comportamiento del material y el rendimiento de la máquina. En este artículo, explicaré cómo la temperatura afecta la precisión del doblado, por qué causa defectos y las medidas prácticas que se pueden tomar para controlar la temperatura y lograr una calidad de doblado consistente.
Cómo afecta la temperatura Curvado de tubos Exactitud
Problemas de expansión del material bajo la temperatura de la dobladora de tubos
Cuando los tubos metálicos se exponen al calor generado durante largos ciclos de producción, se expanden a un nivel microscópico. Incluso un pequeño cambio en el diámetro o el espesor de la pared puede afectar la reacción del tubo ante la fuerza. Por ejemplo, el aluminio se expande más rápidamente que el acero, lo que dificulta especialmente los entornos de alta temperatura para aplicaciones automotrices y de climatización. Esta ligera expansión térmica provoca ángulos de curvatura irregulares, variación en la recuperación elástica y deformación en curvas de radio estrecho.
Impacto en las herramientas debido al calor excesivo
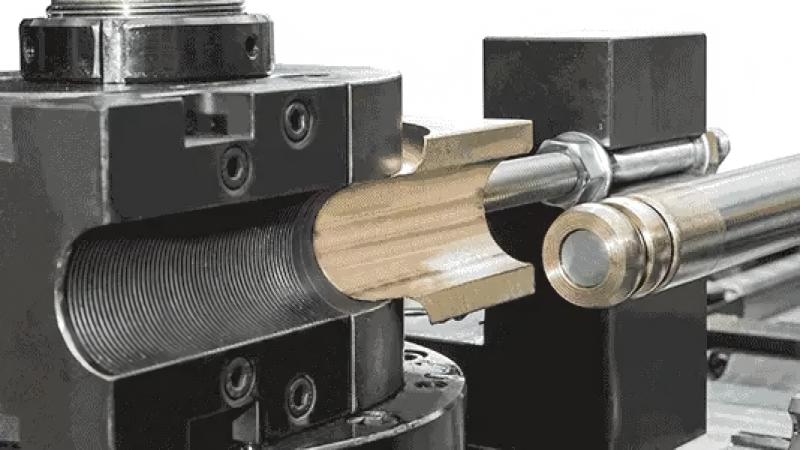
Los mandriles, rascadores y matrices de doblado absorben calor por fricción. Con el tiempo, la temperatura de las herramientas aumenta lo suficiente como para alterar la superficie de contacto entre el material y las herramientas. El calor excesivo puede causar adherencias, desgaste por rozamiento y mayor resistencia al avance durante el conformado. Esto produce marcas en la superficie del tubo, resistencia a la flexión desigual y desviaciones de precisión, especialmente en tubos de acero inoxidable pulido o revestidos.
Las fluctuaciones de temperatura del sistema hidráulico afectan la fuerza de salida
La viscosidad del aceite hidráulico varía con la temperatura. Cuando el aceite está frío, el sistema puede sentirse lento y rígido. Cuando está caliente, la respuesta de la presión se vuelve inestable. Estas fluctuaciones modifican la fuerza de flexión aplicada e influyen en la sincronización, lo que finalmente provoca variaciones en el ángulo de flexión. La producción continua sin una refrigeración adecuada aumenta significativamente este riesgo.
Defectos comunes de flexión de tubos causados por problemas de temperatura
Inconsistencia en el ángulo de curvatura
Los operadores pueden notar que los ángulos varían después de los primeros ciclos de producción. Una vez que la máquina se calienta, la presión y la fricción ya no son las mismas que durante la configuración.
Grietas y arrugas superficiales
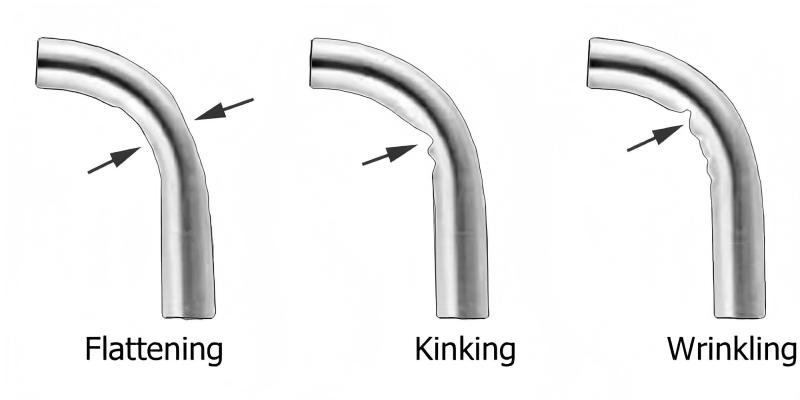
Los cambios de temperatura afectan la fluidez del material. Si el tubo se calienta demasiado, puede estirarse de forma desigual, provocando grietas. Si se enfría demasiado, aumenta la resistencia y pueden formarse arrugas.
Variación de recuperación elástica
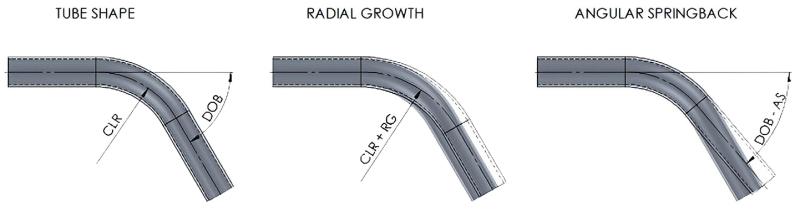
La recuperación elástica depende de la elasticidad del material, y esta varía con la temperatura. Un tubo doblado a 25 °C se comporta de forma diferente a otro doblado a 40 °C. Estas variaciones suelen ser impredecibles a menos que se controle la temperatura.
Cómo solucionar problemas de temperatura en la dobladora de tubos
Monitorear la temperatura del material de manera constante
Utilice termómetros infrarrojos para medir la temperatura del tubo en varios puntos. Una diferencia de tan solo 10 °C puede producir cambios de ángulo notables. Marque los rangos de temperatura objetivo durante la configuración y vuelva a comprobarlos periódicamente.
Ciclos de calentamiento de la máquina de control
Evite calibrar la primera curva cuando la máquina esté fría y el sistema hidráulico no haya alcanzado la temperatura normal de funcionamiento. Establezca rutinas de calentamiento para estabilizar la viscosidad del aceite y la temperatura de las herramientas.
Implementar estrategias de refrigeración y lubricación

Agregue sistemas de lubricación por niebla o interna para el doblado de alta fricción. Considere ventiladores de refrigeración o intercambiadores de calor para una producción continua. Una lubricación adecuada también reduce los defectos superficiales y prolonga la vida útil de la herramienta.
Ajustar la compensación en función de las tendencias observadas
Las dobladoras de tubos CNC modernas permiten la compensación de ángulos. Realice un seguimiento de los resultados del doblado y ajuste la configuración según el comportamiento constante de la temperatura, en lugar de reaccionar curva por curva.
Preguntas frecuentes
¿Pueden los cambios climáticos estacionales crear problemas de temperatura en el doblador de tubos?
Sí. Los talleres sin control climático experimentan grandes fluctuaciones de rendimiento, especialmente con tubos de aluminio y de paredes delgadas durante el verano o el invierno.
¿El aceite hidráulico afecta la precisión del doblado?
Por supuesto. A medida que aumenta la temperatura del aceite hidráulico, su viscosidad disminuye, lo que afecta la consistencia de la presión y la fuerza entregada durante el doblado.
¿Cómo puedo evitar defectos de flexión causados por la temperatura?
Supervisar y controlar la temperatura, garantizar una lubricación adecuada, estabilizar los ciclos de calentamiento y registrar los valores de compensación como parte de los procedimientos estándar.
Conclusión
Dobladora de tubos Los problemas de temperatura son una de las causas más ignoradas de defectos de doblado, desde inconsistencias angulares hasta daños superficiales. Al monitorear la temperatura, controlar los períodos de calentamiento, aplicar la lubricación adecuada y adaptar los ajustes de compensación, puede mejorar significativamente la consistencia del doblado y reducir el desperdicio de material. Si necesita orientación más detallada, recomendaciones específicas para cada material o soluciones basadas en la máquina, no dude en contactar con nuestro equipo de servicio para obtener más soporte y documentación adaptada a sus aplicaciones de doblado.
No te quedan suficientes palabras de Humanizer. Actualiza tu plan Surfer.



