








Problemy z temperaturą giętarki do rur Są częstym wyzwaniem w obróbce metali, szczególnie dla producentów wymagających precyzyjnych i powtarzalnych rezultatów gięcia. Wielu operatorów napotyka nieoczekiwane zmiany kątów gięcia i wady gięcia po długotrwałym użytkowaniu maszyny lub o różnych porach dnia, co pozostawia ich z niepewnością co do ich pierwotnej przyczyny. W większości przypadków problem jest związany z ciepłem generowanym przez układy hydrauliczne, silniki, tarciem między rurami a narzędziami, a nawet zmianami temperatury otoczenia w zależności od pory roku. Czynniki te bezpośrednio wpływają na zachowanie materiału i wydajność maszyny. W tym artykule omówię wpływ temperatury na dokładność gięcia, przyczyny powstawania wad oraz praktyczne środki zaradcze, które można podjąć, aby kontrolować temperaturę i uzyskać powtarzalną jakość gięcia.
Jak temperatura wpływa Gięcie rur Dokładność
Problemy z rozszerzalnością materiału pod giętarką do rur
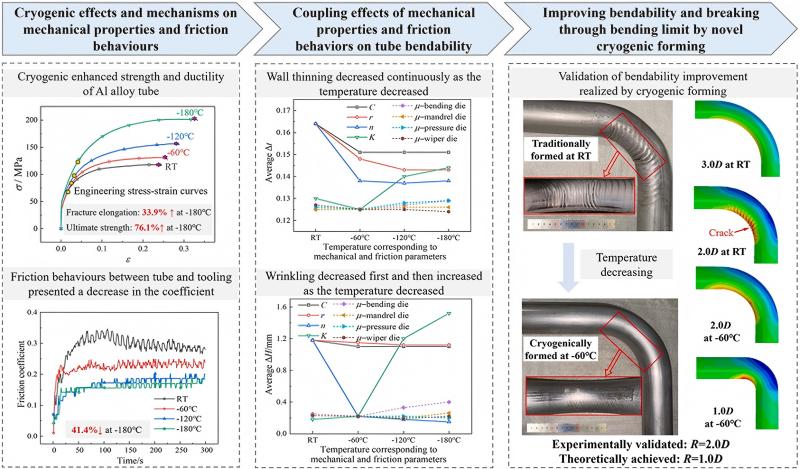
Gdy rury metalowe są wystawione na działanie ciepła generowanego podczas długich cykli produkcyjnych, rozszerzają się w stopniu mikroskopijnym. Nawet niewielka zmiana średnicy lub grubości ścianki może wpłynąć na reakcję rury pod wpływem siły. Na przykład aluminium rozszerza się szybciej niż stal, co sprawia, że praca w środowiskach o wysokiej temperaturze jest szczególnie trudna w zastosowaniach motoryzacyjnych i HVAC. Ta niewielka rozszerzalność cieplna powoduje nierównomierne kąty gięcia, odchylenia sprężyste i deformacje na gięciach o małym promieniu.
Wpływ nadmiernego ciepła na narzędzia
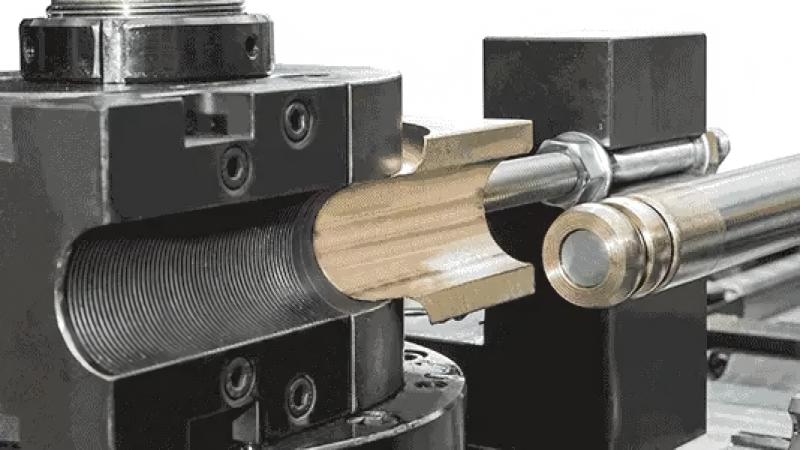
Trzpienie, wycieraczki i matryce gnące pochłaniają ciepło poprzez tarcie. Z czasem temperatura narzędzi wzrasta na tyle, że zmienia się powierzchnia styku między materiałem a narzędziami. Nadmierne ciepło może powodować przywieranie, zatarcia i zwiększony opór podczas formowania. Prowadzi to do powstawania śladów na powierzchni rury, nierównomiernego oporu gięcia i odchyleń od dokładności – szczególnie w przypadku rur ze stali nierdzewnej polerowanej lub powlekanej.
Wahania temperatury układu hydraulicznego wpływają na siłę wyjściową
Lepkość oleju hydraulicznego zmienia się wraz z temperaturą. Zimny olej może powodować powolne i sztywne działanie układu. Gorący olej powoduje niestabilność reakcji ciśnienia. Wahania te modyfikują przyłożoną siłę gięcia i wpływają na czas, co ostatecznie powoduje wahania kąta gięcia. Ciągła produkcja bez odpowiedniego chłodzenia znacznie zwiększa to ryzyko.
Typowe wady gięcia rur spowodowane problemami z temperaturą
Niespójność kąta zgięcia
Operatorzy mogą zauważyć dryft kątów po kilku pierwszych cyklach produkcyjnych. Po nagrzaniu się maszyny, parametry ciśnienia i tarcia nie są już takie same jak podczas konfiguracji.
Pęknięcia i zmarszczki powierzchniowe
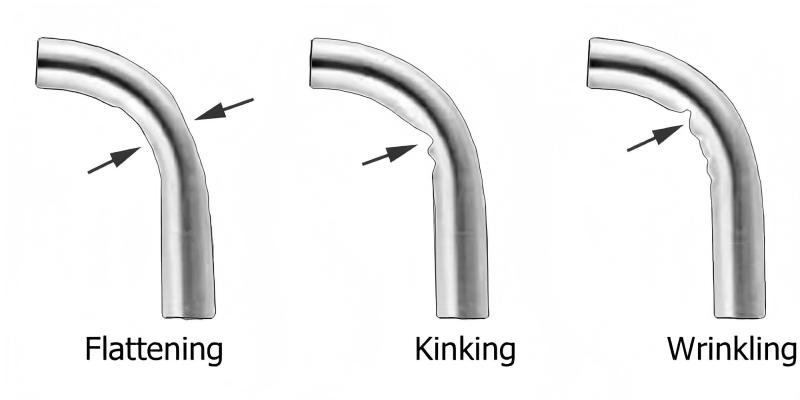
Zmiany temperatury wpływają na przepływ materiału. Jeśli rura stanie się zbyt gorąca, może się nierównomiernie rozciągnąć, powodując pękanie. Jeśli będzie zbyt zimno, opór wzrośnie i mogą pojawić się zmarszczki.
Wariacja sprężynowania
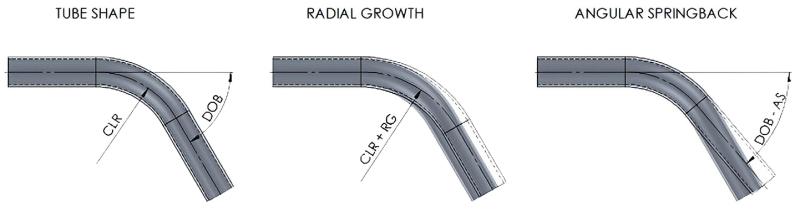
Sprężynowanie zależy od sprężystości materiału, a sprężystość zmienia się wraz z temperaturą. Rura wygięta w temperaturze 25°C zachowuje się inaczej niż ta sama rura wygięta w temperaturze 40°C. Te wahania są często nieprzewidywalne, jeśli nie ma kontroli nad temperaturą.
Jak rozwiązywać problemy z temperaturą giętarki do rur
Monitoruj temperaturę materiału w sposób ciągły
Użyj termometrów na podczerwień do pomiaru temperatury rurki w wielu punktach. Różnica zaledwie 10°C może spowodować zauważalne zmiany kąta. Zaznacz zakresy temperatury docelowej podczas konfiguracji i okresowo je sprawdzaj.
Cykle rozgrzewania maszyny sterującej
Unikaj kalibracji pierwszego gięcia, gdy maszyna jest zimna, a układ hydrauliczny nie osiągnął jeszcze normalnej temperatury roboczej. Wprowadź procedury rozgrzewania, aby ustabilizować lepkość oleju i temperaturę narzędzi.
Wdrażanie strategii chłodzenia i smarowania

W przypadku gięcia z dużym tarciem należy zastosować systemy smarowania mgłowego lub wewnętrznego. W przypadku produkcji ciągłej należy rozważyć zastosowanie wentylatorów chłodzących lub wymienników ciepła. Odpowiednie smarowanie zmniejsza również ryzyko wystąpienia wad powierzchniowych i wydłuża żywotność narzędzi.
Dostosuj wynagrodzenie na podstawie zaobserwowanych trendów
Nowoczesne giętarki do rur CNC umożliwiają kompensację kąta. Śledź rezultaty gięcia i dostosuj ustawienia na podstawie spójnych danych temperaturowych, zamiast reagować na każde gięcie.
Często zadawane pytania
Czy sezonowe zmiany pogody mogą powodować problemy z temperaturą giętarki do rur?
Tak. W warsztatach bez klimatyzacji występują znaczne wahania wydajności, zwłaszcza w przypadku rur aluminiowych i cienkościennych latem i zimą.
Czy olej hydrauliczny ma wpływ na dokładność gięcia?
Zdecydowanie. Wraz ze wzrostem temperatury oleju hydraulicznego spada jego lepkość, co wpływa na spójność ciśnienia i siłę generowaną podczas gięcia.
Jak zapobiegać wadom gięcia wywoływanym przez temperaturę?
Monitorowanie i kontrolowanie temperatury, dbanie o właściwe smarowanie, stabilizowanie cykli rozgrzewania i rejestrowanie wartości kompensacji jako części standardowych procedur.
Wniosek
Giętarka do rur Problemy z temperaturą są jedną z najczęściej pomijanych przyczyn wad gięcia, od nierównomiernego kąta gięcia po uszkodzenia powierzchni. Monitorując temperaturę, kontrolując czas nagrzewania, stosując odpowiednie smarowanie i dostosowując ustawienia kompensacji, można znacznie poprawić równomierność gięcia i zmniejszyć straty materiałów. Jeśli potrzebujesz bardziej szczegółowych wskazówek, zaleceń dotyczących konkretnych materiałów lub rozwiązań opartych na maszynach, skontaktuj się z naszym zespołem serwisowym, aby uzyskać więcej wsparcia i dokumentację dostosowaną do Twoich zastosowań gięcia.
Nie masz już wystarczającej liczby słów w Humanizer. Uaktualnij swój plan Surfer.



