








Le réglage et l'étalonnage de la cintreuse de tubes constituent la base de l'obtention de résultats de haute précision dans tout processus de fabrication de tubes., Surtout lorsqu'on travaille avec des composants automobiles, des tubes de CVC, des structures de meubles ou des assemblages industriels complexes. Si vous vous demandez comment une configuration adéquate et un étalonnage précis influencent la qualité finale du cintrage, vous êtes au bon endroit. Dans cet article, je vous guiderai à travers les étapes essentielles de configuration, les techniques d'étalonnage et les méthodes pratiques qui vous aideront à minimiser les erreurs et à obtenir des performances de cintrage constantes. Que vous soyez novice en cintrage de tubes ou que vous cherchiez à améliorer votre flux de travail actuel, ce guide vous offrira une méthode claire et pratique pour obtenir des résultats fiables et reproductibles.
Comment réaliser Cintreuse de tubes Configuration pour une précision maximale
Étape 1 : Préparation de la machine et de la zone de travail

Avant de commencer l'installation de ma cintreuse de tubes, je veille toujours à ce que la zone de travail soit propre et dégagée. Un espace de travail stable et propre évite les mouvements intempestifs pendant le cintrage et garantit un réglage précis par la suite. Je vérifie également que la machine est correctement fixée au sol et que la base est de niveau. Même une légère irrégularité peut entraîner des écarts d'angle ou des plis lors du cintrage.
Étape 2 : Sélection de l’outillage adapté au matériau
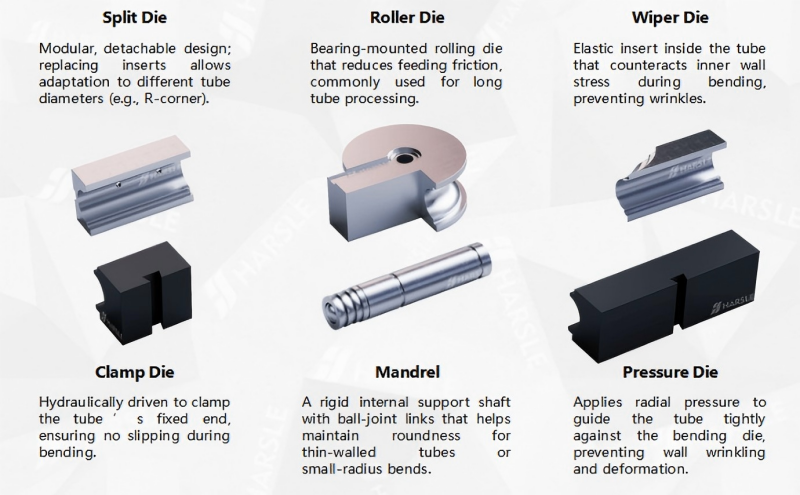
Le choix de l'outillage adéquat est primordial pour le réglage et le calibrage d'une cintreuse de tubes. J'adapte le mandrin, la matrice d'essuyage, la matrice de pression et la matrice de cintrage au matériau, à l'épaisseur de paroi et au diamètre extérieur du tube. Un mauvais choix d'outillage entraîne souvent des problèmes tels que l'ovalisation, le retour élastique ou des marques de surface. Par exemple, pour cintrer de l'acier inoxydable, j'utilise des outils plus durs afin de maintenir une pression constante pendant le cintrage.
Étape 3 : Installation et alignement de l’outillage
Une fois l'outillage sélectionné, j'installe chaque composant avec soin, en veillant à un alignement parfait. Un mauvais alignement est l'une des causes les plus fréquentes d'angles de cintrage imprécis et de déformations. Je vérifie que le mandrin est bien centré dans le tube, que la matrice de pression est parfaitement alignée avec la matrice de cintrage et que le système de serrage est bien ajusté. À ce stade, je lubrifie également l'outillage afin de réduire la friction pendant le cintrage.
Étape 4 : Configuration des paramètres de la machine

Une fois la configuration physique terminée, je passe au système de commande de la cintreuse. Je saisis des paramètres tels que l'angle de cintrage, la vitesse de cintrage, la pression de serrage et la distance de rétraction du mandrin. Ces valeurs varient selon le matériau du tube et le rayon de cintrage. Par exemple, l'acier à haute résistance peut nécessiter une vitesse de cintrage plus lente pour éviter les fissures, tandis que l'aluminium requiert généralement un contrôle plus précis afin d'éviter toute déformation de surface.
Comment calibrer un Cintreuse de tubes pour des résultats de flexion constants
Étape 1 : Mise à zéro des axes de la machine
Pour commencer l'étalonnage, je remets tous les axes de la machine à zéro. Cela inclut l'axe de rotation, la tête de pliage et le chariot d'alimentation. La mise à zéro garantit que la machine enregistre chaque mouvement avec précision et permet d'éviter l'accumulation d'erreurs après plusieurs pliages.
Étape 2 : Calibrage de l'angle de flexion
J'utilise un outil de mesure d'angle numérique pour vérifier le premier coude d'essai. Les matériaux des tubes ayant un comportement différent selon leur dureté et leur épaisseur, le retour élastique doit toujours être compensé. Je compare l'angle réel à l'angle programmé et j'ajuste la valeur de compensation de la machine. Cette étape est essentielle pour garantir la précision lors des longues séries de production.
Étape 3 : Calibrage de la longueur d’alimentation du tube

Si la cintreuse de tubes est équipée d'un système d'avance automatique, je calibre la longueur d'avance pour garantir que le tube se positionne précisément avant le cintrage. Un écart de seulement 0,5 mm peut affecter les formes complexes. Je réalise quelques essais d'avance, mesure le déplacement du tube et ajuste les paramètres du servomoteur d'avance.
Étape 4 : Calibrage de l’axe de rotation
Pour les composants complexes tels que les tuyaux d'échappement automobiles ou les cadres multidirectionnels, le tube doit pivoter avec précision entre les coudes. Je réalise plusieurs rotations d'essai et vérifie l'orientation à l'aide d'un rapporteur ou d'un multimètre rotatif numérique. Dès que je repère un éventuel décalage, je corrige le réglage de l'étalonnage de la rotation sur le panneau de commande.
Étape 5 : Exécution de tests de courbure complets

Après avoir calibré tous les axes, j'effectue des essais de pliage complets pour vérifier la précision globale. Je compare le tube aux plans, en portant une attention particulière à l'ellipticité, à l'amincissement de la paroi, à la régularité du rayon de courbure et à la précision angulaire. Si tous les paramètres sont conformes aux tolérances requises, la machine est prête pour la production.
Problèmes courants résolus par un réglage et un étalonnage corrects de la cintreuse de tubes
Éliminer les variations de retour élastique
Le retour élastique est inévitable, mais avec un étalonnage correct, je peux le compenser avec précision et obtenir des angles parfaits à chaque fois.
Prévention du plissement et de la fissuration des tubes
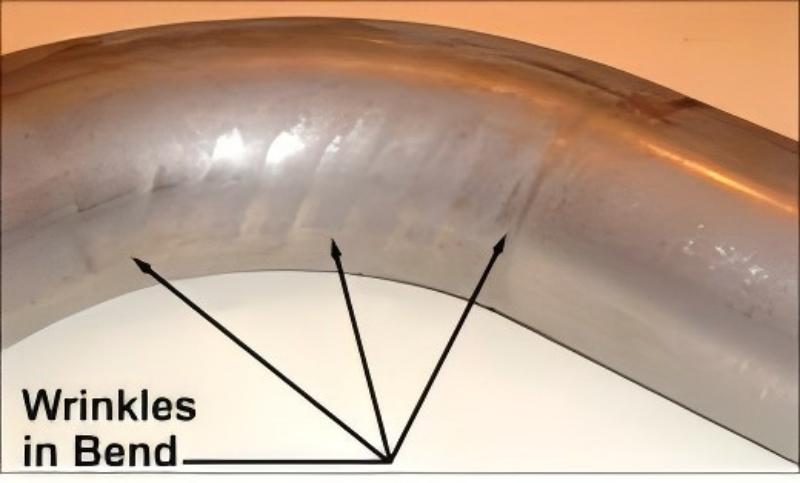
Le choix et l'alignement appropriés des outils empêchent le tube de s'affaisser ou de se déchirer lors du cintrage.
Réduction des écarts dimensionnels
Un axe d'alimentation et de rotation bien calibré garantit que les composants tubulaires à coudes multiples soient uniformes et précis.
Améliorer l'efficacité de la production
Une fois la machine correctement réglée, je peux réduire les taux de retouche et produire des pièces plus précises avec moins de réglages.
FAQ
À quelle fréquence dois-je recalibrer ma cintreuse de tubes ?
Je recommande de vérifier l'étalonnage après chaque changement d'outillage important ou tous les 200 à 300 cycles de production. Les applications de haute précision peuvent nécessiter un étalonnage plus fréquent.
Comment puis-je réduire le retour élastique lors du cintrage de tubes en acier inoxydable ?
L'utilisation d'un support de mandrin approprié, la réduction de la vitesse de pliage et le réglage de l'angle de compensation peuvent réduire considérablement le retour élastique lors du pliage de l'acier inoxydable.
Quelle est la partie la plus importante du réglage et du calibrage d'une cintreuse de tubes ?
Un alignement constant et un étalonnage précis des angles sont essentiels pour obtenir des performances de pliage répétables.
Dois-je effectuer des essais de courbure à chaque changement de matériau de tube ?
Oui. Différents matériaux, même provenant de fournisseurs différents, peuvent se comporter différemment ; les essais de pliage permettent donc de garantir la précision.
Conclusion
Un réglage et un étalonnage corrects de la cintreuse de tubes sont essentiels pour la production de composants tubulaires de haute précision, quel que soit l'environnement de fabrication. En respectant les procédures d'outillage appropriées, en ajustant les paramètres de la machine et en effectuant des étapes d'étalonnage précises, je peux garantir des angles de cintrage constants et des résultats fiables pour tous les lots de production. Si vous souhaitez améliorer l'efficacité de votre cintreuse de tubes ou si vous avez besoin de conseils pour des matériaux spécifiques, n'hésitez pas à contacter l'équipe HARSLE pour obtenir une assistance spécialisée et de la documentation supplémentaire.



