








Un mauvais alignement des outils de cintrage de tubes peut rapidement entraîner une mauvaise qualité de cintrage, une augmentation des rebuts et une usure prématurée de la machine. Il est donc essentiel de régler le problème dès son apparition. Si vous recherchez une solution simple et pratique, vous êtes au bon endroit. Ce guide vous présente les causes fréquentes de mauvais alignement des outils, comment diagnostiquer le problème et les étapes à suivre pour retrouver des résultats de cintrage précis. Que vous soyez un opérateur expérimenté ou novice en cintrage de tubes, cet article vous aidera à identifier rapidement tout problème d'alignement et à remettre votre machine en parfait état de fonctionnement.
Compréhension du décalage Cintreuse de tubes Outillage
Quelles sont les causes du désalignement des outils ?
Un mauvais alignement des outils peut avoir plusieurs causes : installation incorrecte, composants usés, incohérences des matériaux, étalonnage machine inadéquat, etc. En identifiant rapidement ces causes profondes, vous pouvez réduire les temps d’arrêt et garantir une précision de pliage constante.
Comment dépanner un outillage de cintreuse de tubes mal aligné
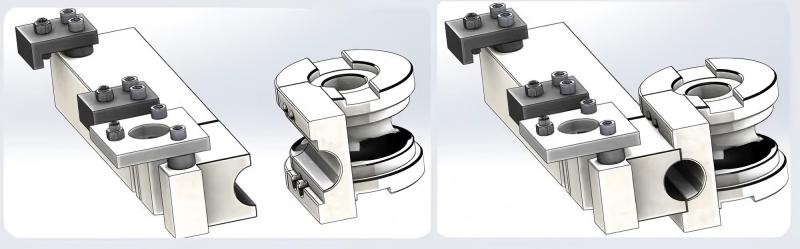
Inspection du montage d'outillage pour un cintrage précis des tubes
Un réglage correct est la base pour prévenir et corriger les problèmes d'alignement des outils.
Étape 1 : Vérifier l’installation et le positionnement de l’outillage
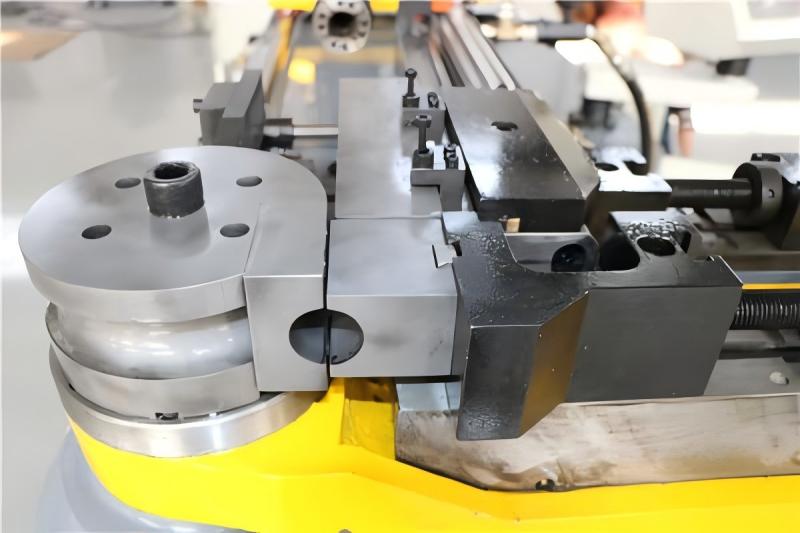
La première étape consiste à vérifier le bon positionnement de l'outillage. Un léger décalage de la matrice de serrage, de la matrice de pression ou de la matrice d'essuyage peut immédiatement entraîner un défaut d'alignement lors du pliage. Je commence toujours par m'assurer que chaque outil est correctement positionné, bien serré et aligné conformément aux instructions du fabricant. Portez une attention particulière à la matrice de serrage, car le moindre jeu ou la moindre inclinaison affectera directement l'angle de pliage.
Étape 2 : Vérifier le rayon de l’axe central et l’alignement du mandrin
Le rayon de courbure de l'axe central (RCC) doit correspondre aux spécifications de l'outillage. Si le mandrin ou la matrice de cintrage n'est pas aligné avec l'axe central de la machine, le tube risque de se tordre ou de se cintrer de manière irrégulière. J'utilise généralement une règle ou une tige d'alignement pour vérifier que le mandrin, la matrice de pression et la matrice de cintrage sont parfaitement alignés.
Diagnostic des causes liées à la machine du mauvais alignement des outils de cintreuse de tubes
Étape 1 : Inspection de l'usure des composants d'outillage

Avec le temps, des composants comme la matrice de serrage ou la matrice d'essuyage peuvent s'user, entraînant un désalignement. Si je constate des marques inhabituelles sur le tube, des résultats de cintrage irréguliers ou un glissement pendant l'usinage, l'outillage usé est souvent en cause. Le remplacement ou la remise en état des outils usés est essentiel pour rétablir un alignement correct.
Étape 2 : Vérifier la butée arrière et l’étalonnage de la machine
Une machine mal calibrée peut entraîner un positionnement imprécis des matériaux, ce qui provoque directement un mauvais alignement des outils. Je vérifie systématiquement le calibrage de la butée arrière à l'aide d'outils de mesure numériques. De plus, je m'assure que la tête de pliage et le bras rotatif sont calibrés conformément aux spécifications de la machine.
Résolution des problèmes liés aux matériaux qui affectent l'alignement des outils
Étape 1 : Garantir la cohérence des matériaux

Les variations d'épaisseur, de dureté ou de composition de la paroi du tube peuvent affecter son positionnement dans l'outillage. Avant de procéder au dépannage de la machine, je vérifie l'homogénéité du lot de matériau. Si la variation de matériau est en cause, un ajustement de la force de pression de la matrice ou de la force de serrage permet souvent de résoudre le problème.
Étape 2 : Nettoyer les surfaces du tube et de l’outillage
Les contaminants tels que l'huile, la rouille ou les débris métalliques peuvent empêcher le tube de se positionner correctement dans l'outillage. Je veille à nettoyer le tube et toutes les surfaces de l'outillage avant chaque utilisation. Une surface de contact propre assure une bonne adhérence et réduit les risques de glissement lors du cintrage.
Étapes avancées de dépannage pour les outils de cintreuse de tubes mal alignés
Étape 1 : Réglage des paramètres d’assistance à la pression
Un mauvais réglage de la pression exercée par la matrice peut entraîner une traction ou une poussée irrégulière du tube, provoquant un défaut d'alignement. J'ajuste progressivement la force de la matrice afin de trouver la pression optimale qui maintient le tube en place sans le surcharger.
Étape 2 : Examiner l’extension et la lubrification du mandrin

Si la rallonge du mandrin est trop courte ou trop longue, le tube risque de se déformer et de se déplacer pendant le cintrage. Je vérifie systématiquement la position et le niveau de lubrification du mandrin. Une lubrification adéquate assure un flux de matière régulier et prévient tout décalage d'alignement inattendu.
FAQ
Quelle est la cause la plus fréquente d'un mauvais alignement des outils de cintreuse de tubes ?
La cause la plus fréquente est un mauvais montage des outils. Même un léger écart dans le positionnement de l'outil peut entraîner un défaut d'alignement lors du pliage.
Comment savoir si mon outillage est mal aligné ?
Les signes courants incluent le glissement du tube, des angles de pliage irréguliers, des marques de surface ou des résultats incohérents sur plusieurs pliages. Le défaut d'alignement est particulièrement visible lorsque le tube se tord ou s'éloigne de la matrice.
À quelle fréquence dois-je calibrer ma cintreuse de tubes pour éviter un mauvais alignement des outils ?
Je recommande d'effectuer un étalonnage complet tous les mois ou après tout changement important d'outillage. Si vous constatez des écarts soudains de précision, un réétalonnage doit être effectué immédiatement.
Les incohérences des matériaux peuvent-elles provoquer un mauvais alignement des outils ?
Oui. Les tubes dont l'épaisseur ou la dureté des parois est irrégulière peuvent mal s'insérer dans l'outillage, ce qui entraîne des déformations de courbure ou des problèmes d'alignement.
Conclusion
Mal aligné Cintreuse de tubes L'outillage peut engendrer d'importantes imprécisions de pliage, mais une méthode de dépannage appropriée permet d'identifier et de résoudre rapidement le problème. En inspectant votre outillage, en calibrant régulièrement votre machine, en vérifiant l'homogénéité des matériaux et en maintenant la propreté des surfaces d'outillage, vous pouvez améliorer considérablement la précision de votre pliage. Pour une assistance plus détaillée ou des recommandations professionnelles concernant le choix et le calibrage de l'outillage, n'hésitez pas à contacter l'équipe technique HARSLE.



