








Comprendre les axes des presses plieuses CNC
Dans cet article, je vais explorer le monde fascinant de la CNC Presse plieuse Axes de la machine. Comprendre ces axes est essentiel pour optimiser les performances et la précision de vos opérations de presse plieuse. Des axes X et Y qui contrôlent le mouvement à l'axe Z responsable de la profondeur, chacun joue un rôle essentiel pour obtenir des pliages précis. En explorant les subtilités de ces axes, vous obtiendrez des informations qui vous aideront à améliorer votre flux de travail et votre efficacité globale de production. Rejoignez-moi pour décrypter les complexités de la technologie CNC !
Aperçu
Quand nous disons Presse plieuse CNC Axes de machine : on entend souvent parler des axes Y, X et R, mais on les confond souvent. Chaque axe étant différent, le sens de déplacement est différent. Aujourd'hui, nous allons expliquer en détail les axes de la presse plieuse.
Une presse plieuse CNC est utilisée en métallurgie pour plier et façonner des tôles selon la forme souhaitée. La machine est généralement équipée de plusieurs axes pilotés par un système de commande numérique par ordinateur (CNC), ce qui permet des opérations de pliage précises et répétables.
Voici les axes de presse plieuse CNC les plus courants trouvés dans les presses plieuses :
● Axe X : L'axe X contrôle le mouvement horizontal de la butée arrière, qui est le dispositif qui positionne la tôle pour le pliage.
● Axe Y : L'axe Y contrôle le mouvement vertical du vérin, qui est le dispositif qui applique la force de pliage à la tôle.
● Axe Z : L'axe Z contrôle la profondeur de pénétration du vérin dans la matrice, ce qui détermine l'angle de pliage.
● Axe R : L'axe R contrôle le mouvement horizontal de la matrice de pliage, qui peut être utilisé pour créer des coudes avec des rayons variables.
● Axe V : L'axe V contrôle la rotation de la matrice de pliage, qui peut être utilisée pour créer des courbes et des formes complexes.
Dans l’ensemble, les différents axes d’une presse plieuse fonctionnent ensemble pour créer des opérations de pliage précises et efficaces, ce qui en fait un outil essentiel dans les industries métallurgiques.
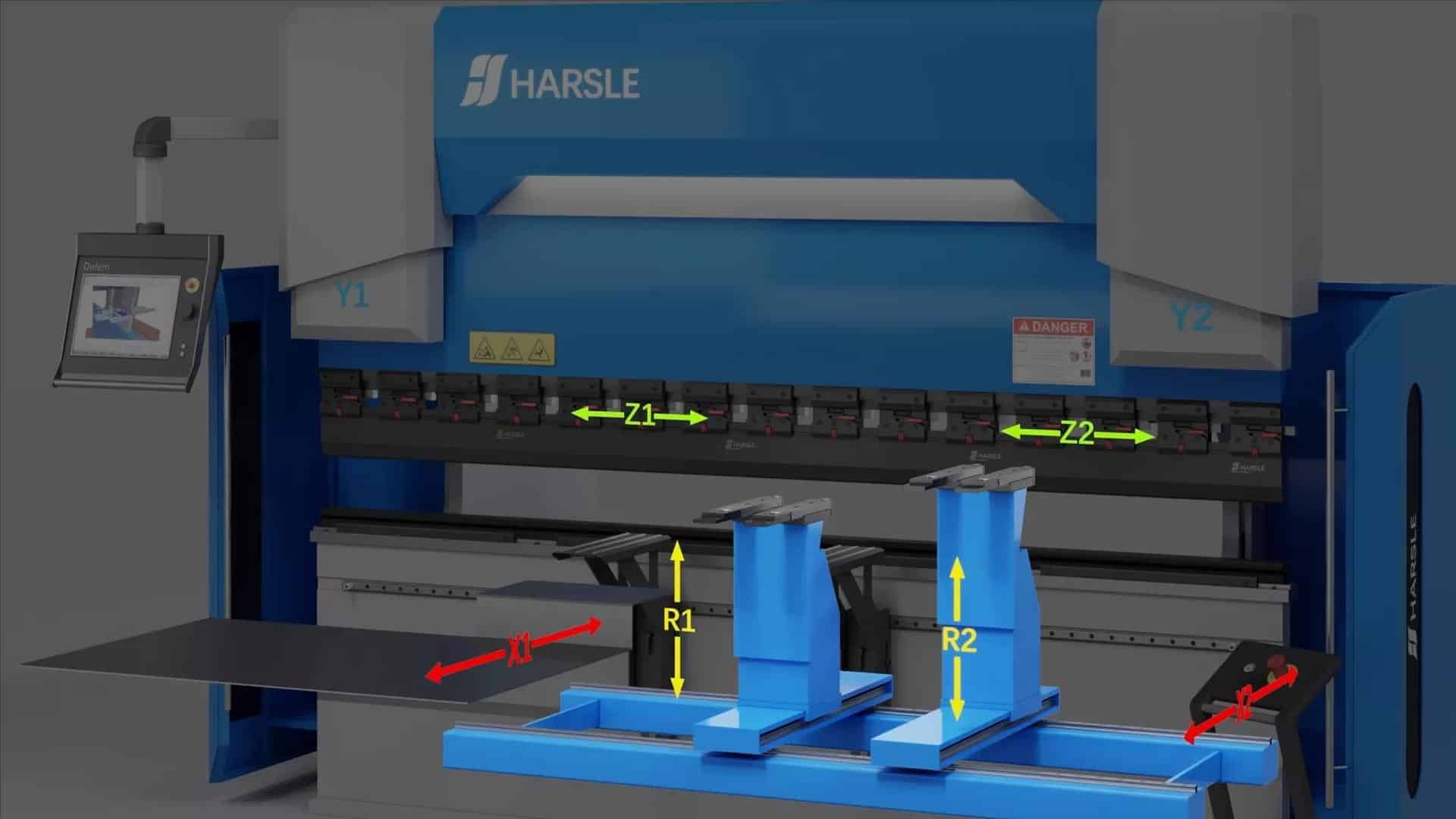
Presse plieuse CNC Explication des axes

| Axe | Description |
| Y1 | axe de commande en boucle fermée complète du cylindre gauche |
| Y2 | axe de commande en boucle fermée complète du cylindre droit |
| X1 | doigt d'arrêt gauche déplaçant l'axe d'avant en arrière |
| X2 | doigt d'arrêt droit déplaçant l'axe d'avant en arrière |
| R1 | doigt d'arrêt gauche déplaçant l'axe vers le haut et vers le bas |
| R2 | doigt d'arrêt droit déplaçant l'axe vers le haut et vers le bas |
| Z1 | doigt d'arrêt gauche axe mobile gauche et droit |
| Z2 | doigt d'arrêt droit axe mobile gauche et droit |
| V | axe de couronnement |
BUTÉE ARRIÈRE
| Non. | Nom | Description |
| 1 | BG-1 | X |
| 2 | BG-2 | X, R |
| 3 | BG-4 | X, R, Z1, Z2 |
| 4 | BG-5 | X, X1, R, Z1, Z2 |
| 5 | BG-6 | X1, X2, R1, R2, Z1, Z2 |

Comment choisir les axes de la presse plieuse CNC.
Le choix de l'axe de butée arrière adapté à une presse plieuse est crucial pour des opérations de pliage précises et efficaces. Voici quelques facteurs à prendre en compte lors du choix d'un axe de butée arrière pour presse plieuse :
Déterminer la complexité de la flexion :
Évaluez la complexité de vos tâches de pliage. Pour des pliages simples sur un seul plan, une presse plieuse avec butée arrière mono-axe peut suffire. Cependant, si vos applications impliquent plusieurs pliages, des angles variables ou des plans différents, vous aurez besoin d'une presse plieuse multi-axes.
Spécifications matérielles :
Tenez compte du type et de l'épaisseur des matériaux que vous travaillerez. Les matériaux plus épais et plus durs nécessitent un tonnage plus important ; choisissez donc une presse plieuse d'une capacité suffisante. De plus, la longueur du matériau influence la taille de la presse plieuse dont vous aurez besoin.
Précision et exactitude :
Déterminez le niveau de précision requis par vos applications. Pour un pliage de haute précision, notamment pour les conceptions complexes ou les tolérances serrées, une presse plieuse dotée de commandes CNC avancées et de systèmes de butée arrière haute résolution est essentielle.
Exigences relatives à la butée arrière :
Évaluez la nécessité d'un système de butée arrière. Une butée arrière permet de positionner le matériau avec précision, permettant ainsi des pliages réguliers. Choisissez le nombre d'axes de butée arrière approprié en fonction de la complexité de vos pliages. Les configurations courantes incluent les axes X, R, Z1 et Z2.
Considérations relatives à l’outillage :
Vérifiez la compatibilité de la presse plieuse avec l'outillage que vous prévoyez d'utiliser. Différentes configurations d'outils peuvent nécessiter des modèles de presses plieuse spécifiques ou des modifications.
Automatisation et logiciels :
Tenez compte du niveau d'automatisation requis. Les presses plieuses modernes sont souvent équipées de logiciels avancés et de commandes CNC pour une programmation et une automatisation simplifiées. L'automatisation améliore non seulement l'efficacité, mais réduit également les risques d'erreurs.
Espace et aménagement :
Évaluez l'espace disponible dans votre atelier. Les presses plieuses sont disponibles en différentes tailles ; choisissez donc une machine qui s'intègre parfaitement à votre espace de travail tout en facilitant la manutention des matériaux.