








Moule de cintrage commun pour machine à cintrer

Professionnel chevronné de la métallurgie, j'ai beaucoup travaillé avec divers outils et équipements, notamment des cintreuses. Pour obtenir des pliages précis, il est crucial de choisir le bon équipement, notamment les plus courants. moules de cintrage Pour les cintreuses. Dans cet article, je vous présente les différents types de moules de cintrage, leurs applications et la manière dont chacun d'eux peut améliorer l'efficacité et la précision de vos processus de cintrage. En comprenant ces moules courants, vous pourrez prendre des décisions éclairées et obtenir de meilleurs résultats pour vos projets de fabrication. Plongeons dans l'univers des moules de cintrage !
1. Moule de cintrage commun
Couramment utilisé moules de cintrage, comme illustré ci-dessous. Afin de prolonger la durée de vie du moule, les pièces sont conçues avec des coins arrondis autant que possible.

Une hauteur de bride trop petite, c'est-à-dire que l'utilisation d'une matrice de pliage est également désavantageuse pour le formage, et généralement la hauteur de bride L ≥ 3t (y compris l'épaisseur de paroi).
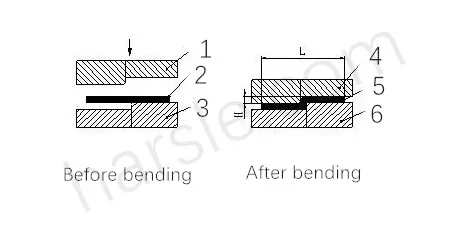
Méthode de traitement par étapes.
Certaines tôles à profil bas en Z sont pliées. Les fabricants utilisent souvent des moules simples pour les usiner sur des poinçonneuses ou des presses hydrauliques. Les lots peuvent être usinés sur la cintreuse par moule différentiel, comme illustré ci-dessous. Cependant, la hauteur H ne doit pas être trop élevée (0 à 1,0 t). Si elle est de 1,0 à 4,0 t, la forme du moule et la structure de chargement et de déchargement doivent être prises en compte en fonction de la situation réelle.
La hauteur de la marche de moulage peut être ajustée en ajoutant une entretoise. La hauteur H est donc arbitrairement ajustée. Cependant, la longueur L et la verticalité du côté vertical sont difficiles à garantir. Si la hauteur H est importante, il est conseillé d'utiliser une cintreuse.
Les cintreuses se divisent en deux types : les cintreuses classiques et les cintreuses à commande numérique. En raison des exigences de haute précision et de la forme irrégulière du pli, les équipements de communication sont généralement pliés par une cintreuse à commande numérique. Le principe de base consiste à utiliser le couteau de pliage (moule supérieur) et la rainure en V de la cintreuse. Le pliage et le formage des pièces en tôle sont effectués à l'aide d'une matrice.
Avantages : serrage pratique, positionnement précis et vitesse de traitement rapide ;
Inconvénients : La pression est faible, seul un formage simple peut être traité et l'efficacité est faible.
Le principe de base de la formation
Le principe de base du formage est illustré dans la figure ci-dessous :
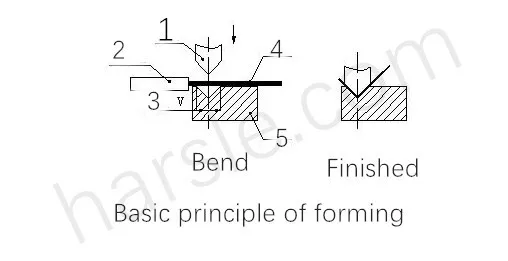
Couteau de pliage (matrice supérieure)
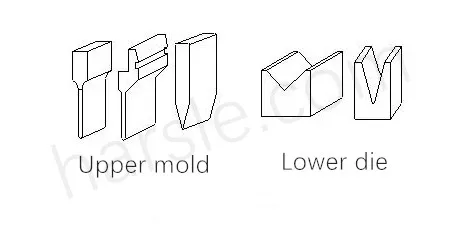
La forme des couteaux de cintrage est illustrée dans la figure ci-dessous. L'usinage dépend principalement de la forme de la pièce. Les fabricants de couteaux de cintrage généralistes proposent une large gamme de formes, notamment pour les fabricants hautement spécialisés, afin de réaliser des pliages complexes. Des couteaux de cintrage sur mesure aux formes et aux spécifications variées sont disponibles.
Le moule inférieur est généralement modélisé avec V = 6t (t est l'épaisseur du matériau).
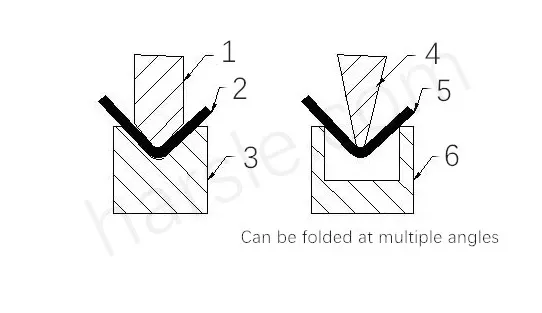
De nombreux facteurs influencent le processus de pliage, notamment le rayon de l'arc de la matrice supérieure, le matériau, son épaisseur, sa résistance et sa taille. Afin de répondre aux besoins de ses produits, le fabricant a déjà sérialisé la matrice de pliage afin de garantir la sécurité de la cintreuse. Une connaissance générale de la matrice de pliage existante est essentielle lors de la conception structurelle. Voir la partie supérieure à gauche et la partie inférieure à droite.
Le principe de base de la séquence du processus de pliage :
(1) flexion de l’intérieur vers l’extérieur;
(2) flexion du petit vers le grand ;
(3) d'abord, pliez la forme spéciale puis pliez la forme générale ;
(4) Une fois le processus précédent formé, il n’affecte ni n’interfère avec le processus suivant.
La forme actuelle de pliage est généralement la suivante :
2. Rayon de courbure
Lors du pliage de la tôle, un rayon de courbure est requis. Ce rayon ne doit être ni trop grand ni trop petit et doit être choisi avec soin. Un rayon de courbure trop petit peut provoquer des fissures et un rebondissement.
Pour les plaques d'acier à faible teneur en carbone ordinaires, les plaques d'aluminium antirouille, les plaques de laiton, les plaques de cuivre, etc., le filet 0,2 ne pose aucun problème, mais pour certains aciers à haute teneur en carbone, l'aluminium dur, l'aluminium super dur, ce filet de pliage Cela peut provoquer la rupture du coude ou la fissuration du nez de taureau.
3. Se pencher en arrière
Angle de rebond Δα=ba
Où b est l'angle réel de la pièce après le rebond ;
A — l’angle du moule.
Angle de rebond
Facteurs affectant le rebond et mesures pour le réduire.
(1)Propriétés mécaniques du matériau L'angle de rebond est proportionnel à la limite d'élasticité du matériau et inversement proportionnel au module d'élasticité E. Pour les pièces en tôle avec des exigences de précision élevées, afin de réduire le rebond, le matériau doit être en acier à faible teneur en carbone autant que possible, et non en acier à haute teneur en carbone et en acier inoxydable.
(2) Plus le rayon de courbure relatif r/t est grand, plus le degré de déformation et l'angle de rebond Δα sont faibles. Ce concept est crucial. Les angles arrondis des tôles pliées doivent être aussi petits que possible, ce qui améliore la précision. En particulier, il convient d'éviter autant que possible les grands arcs. Comme le montre la figure ci-dessous, ces grands arcs posent de grandes difficultés en production et en contrôle qualité.
Développer le principe de calcul :
1. Lors du pliage, la couche extérieure est soumise à une contrainte de traction et la couche intérieure à une contrainte de compression. Une couche de transition entre la tension et la pression n'est ni neutre ni sous pression. La couche neutre est en cours de pliage. Sa longueur étant la même qu'avant pliage, elle sert de référence pour le calcul de la longueur de la pièce courbée.
2. La position de la couche neutre est liée au degré de déformation. Lorsque le rayon de courbure est grand et l'angle de courbure petit, le degré de déformation est faible et la couche neutre est située près du centre de l'épaisseur de la tôle. Lorsque le rayon de courbure diminue, l'angle de courbure augmente. Lorsqu'il est grand, le degré de déformation augmente et la couche neutre se déplace progressivement vers l'intérieur du centre de courbure. La distance entre la couche neutre et l'intérieur de la tôle est indiquée par λ.
D'autre part, avec l'avènement et la popularité de la technologie informatique, afin de mieux utiliser la puissante puissance d'analyse et de calcul des ordinateurs, les gens utilisent de plus en plus la conception assistée par ordinateur, mais lorsque les programmes informatiques simulent le pliage de la tôle Ou une méthode de calcul est nécessaire lors de l'expansion pour simuler avec précision le processus.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




