








Lors du réglage des paramètres de pliage sur une presse plieuse, le coefficient de clinchage ESA S875 joue un rôle crucial pour obtenir des angles précis et un comportement homogène du matériau. Si vous ne savez pas comment modifier ce coefficient ni comment il influe sur les opérations de clinchage et de frappe, ce guide vous apportera des explications claires. J'expliquerai comment régler correctement le coefficient de clinchage ESA S875, les facteurs qui influencent sa valeur et comment un étalonnage précis peut améliorer la précision du pliage et la stabilité de la production.
Où ajuster le coefficient de serrage de l'ESA S875
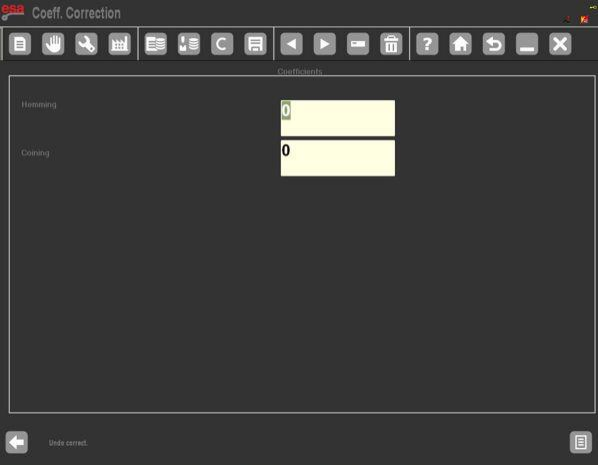
Pour ajuster le ESA S875 Coefficient de fixation, Vous devez accéder au masque dédié aux coefficients de correction au sein du système de contrôle. Ce masque contient deux paramètres au niveau de la machine :
- Coefficient de serrage
- coefficient de frappe
Le coefficient de sertissage contrôle précisément la manière dont le système compense le positionnement du point mort bas pour les pliages de type sertissage.
Pour accéder au paramètre :
- Ouvrez le Masque de correction
- Appuyez sur la touche de fonction [Coefficient de correction]
- Le masque des coefficients de correction apparaîtra
C'est le seul endroit où le coefficient de serrage peut être modifié. Après avoir ajusté la valeur, le NC doit être redémarré. afin que le nouveau coefficient de serrage soit pleinement appliqué dans les calculs du système.
Comment le coefficient de fixation influence le PMI.
Le coefficient de sertissage ESA S875 influe directement sur le calcul du PMI (Position du point mort bas) pour les pliages définis comme étant de type sertissage ou frappe.
Lors des opérations de clinchage et de frappe, le piston pénètre plus profondément dans le matériau qu'en pliage à l'air. Par conséquent, la position exacte du fond est cruciale. Lorsque le coefficient de clinchage est ajusté :
- La valeur saisie est ajoutée algébriquement à l'indice PMI calculé.
- La compensation s'applique à tous les pliages de sertissage/coinçage.
- La modification affecte globalement le comportement de la machine.
Si le coefficient de serrage augmente, le système modifie la logique de pénétration en conséquence. S'il diminue, le calcul du point mort bas s'inverse. Cette correction algébrique garantit que la profondeur de pénétration mécanique reflète les conditions réelles de production.
Le sertissage comprime le matériau contre la cavité de la matrice ; par conséquent, même de petites variations du coefficient de sertissage peuvent avoir une influence sur :
- Angle de flexion final
- Consistance de la compression du matériau
- Marquage de surface
- Répétabilité entre les lots
Un réglage correct du coefficient de sertissage garantit que la presse plieuse atteigne la profondeur de formage correcte sans surpénétration excessive.
Quand ajuster le coefficient de serrage
Le réglage du coefficient de serrage ESA S875 est généralement requis dans les situations suivantes :
- Pression excessive systématique lors du clinch
- Compression insuffisante du matériau
- Déviation angulaire spécifique au mode de sertissage
- Recalibrage de la machine après maintenance
- Modifications d'outillage affectant la profondeur de pénétration
Si les coudes de sertissage sont systématiquement trop serrés ou trop ouverts malgré des données de programme correctes, il est recommandé de revoir le coefficient de sertissage avant de modifier les paramètres de chaque coude.
Il est important de comprendre que le coefficient de fixation ESA S875 n'est pas spécifique à un programme. Il s'agit d'un paramètre au niveau de la machine, ce qui signifie qu'une fois ajusté, il influence chaque pliage de sertissage/frappe effectué sur cette machine.
Sauvegarde et gestion du coefficient de serrage
Le coefficient de sertissage ESA S875 est automatiquement enregistré lors de la sortie du masque des coefficients de correction. Cependant :
- Il n'est pas stocké dans les programmes de travail individuels.
- Il reste relié en permanence au système de contrôle
- Cela affecte toutes les opérations de claquage futures
Après le réglage du coefficient de serrage, un redémarrage de la commande numérique est nécessaire pour que la nouvelle valeur soit prise en compte.
Si la modification ne produit pas les résultats escomptés, appuyez sur [Ignorer la correction.] à l'intérieur du masque. Cela rétablit le coefficient de serrage à sa valeur précédente.
Étant donné que le coefficient de serrage influence globalement le calcul du point mort bas, les ajustements doivent être effectués avec soin et progressivement.
Meilleures pratiques pour l'ajustement du coefficient de serrage
Pour garantir des performances stables lors du réglage du coefficient de serrage ESA S875 :
- Apporter de petits changements progressifs
- Test sur échantillon avant production en série
- Vérifier les résultats réels de l'angle et de la compression
- Confirmez le redémarrage du NC après chaque modification.
- Évitez les ajustements importants et fréquents.
Le coefficient de sertissage ESA S875 doit être utilisé comme paramètre d'étalonnage fin et non comme outil principal de correction angulaire. Les corrections au niveau du programme doivent toujours être vérifiées avant de modifier le coefficient au niveau de la machine.
Correctement configuré, le coefficient de serrage ESA S875 améliore :
- Précision de pénétration
- Cohérence angulaire
- Stabilité de la production
- fiabilité à long terme des machines
En comprenant et en ajustant soigneusement le ESA S875 Grâce au coefficient de clinchage, les opérateurs peuvent contrôler avec précision le positionnement du point mort bas lors des opérations de clinchage et de frappe. Un étalonnage correct garantit la stabilité de la pression de formage, de la compression du matériau et de la précision angulaire, quels que soient les matériaux et les lots de production, ce qui améliore les performances de pliage et réduit le nombre de cycles de correction.
Foire aux questions (FAQ)
À quoi sert le coefficient de sertissage ESA S875 ?
Le coefficient de sertissage ESA S875 est un paramètre de correction au niveau de la machine utilisé pour modifier le calcul du PMI (position du centre mort bas) lors des opérations de sertissage et de frappe.
Il ajuste algébriquement la profondeur de pénétration du piston pour assurer une compression et une précision de formage optimales du matériau.
Le coefficient de serrage ESA S875 est-il enregistré dans chaque programme ?
Non. Le coefficient de fixation ESA S875 n'est pas spécifique à un programme.
Il s'agit d'un paramètre machine stocké dans le système de contrôle. Une fois modifié, il affecte toutes les opérations de pliage et de frappe effectuées sur cette machine.
Un redémarrage est-il nécessaire après la modification du système de sertissage ESA S875 ?
Oui. Après modification du coefficient de sertissage ESA S875, la commande numérique doit être redémarrée pour garantir que la nouvelle valeur soit pleinement intégrée aux calculs du système.
Conclusion
Le coefficient de sertissage ESA S875 joue un rôle crucial dans le contrôle du positionnement du point mort bas lors des opérations de sertissage et de frappe. En ajustant algébriquement l'indice PMI calculé, ce coefficient garantit une pénétration précise du poinçon, une compression stable du matériau et des résultats angulaires constants.
Le coefficient de sertissage étant un paramètre machine, toute modification affecte l'ensemble des opérations de sertissage et de frappe. Par conséquent, les réglages doivent être effectués avec précaution, par étapes, et suivis d'un redémarrage du système.
Lorsqu'il est correctement configuré, le coefficient de sertissage ESA S875 améliore la précision de pliage, améliore la répétabilité et assure une stabilité de production à long terme sur différents matériaux et dans différentes conditions d'outillage.



