








Pour améliorer l'efficacité des cintreuses servo-électriques, la série ET Processing révolutionne le secteur. Si vous souhaitez savoir comment le système de commande numérique, et plus particulièrement la série ET, optimise les opérations de pliage des métaux, vous êtes au bon endroit. Dans cet article, je vais explorer comment la série ET Processing s'intègre aux systèmes de commande numérique des cintreuses servo-électriques pour optimiser considérablement la productivité. Que vous exploriez des solutions de pliage avancées ou que vous cherchiez à moderniser vos machines actuelles, comprendre la série ET vous apportera de précieuses informations sur l'amélioration de l'efficacité opérationnelle.
Comprendre l'interface de traitement de la série ET
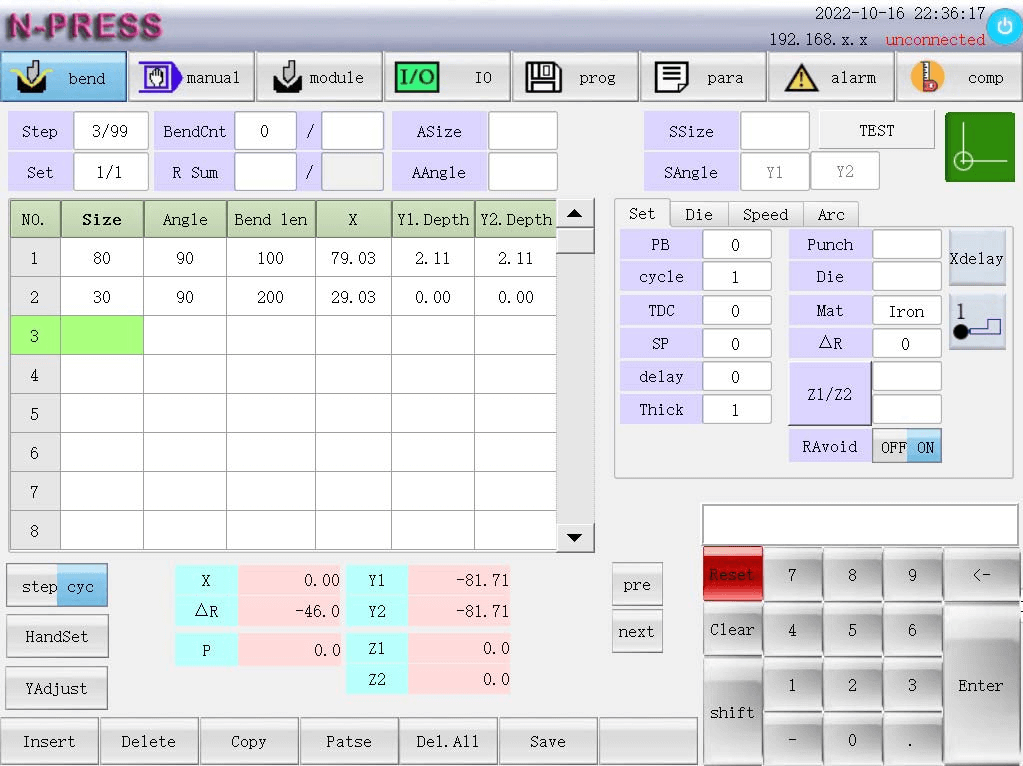
Pour bien démarrer avec l'usinage de la série ET, commencez par vous familiariser avec l'agencement du panneau de commande de la série ET. Son design intuitif, doté d'un écran tactile et d'un menu convivial, facilite la navigation entre les différents paramètres. Ces paramètres vont du fonctionnement, qui permet jusqu'à 99 opérations individuelles, au suivi du nombre de cycles en cours et des pliages cumulés. La compensation intégrale de l'axe X et de l'angle garantit la précision de chaque pliage, avec des options de réglage global et par étape. Cette interface est conçue pour fluidifier votre flux de travail, permettant des corrections rapides et un traitement efficace.

Cliquez sur la touche de fonction de traitement pour modifier le programme de pliage et définir les paramètres de pliage.
Navigation dans l'affichage de la série ET
L'écran de traitement de la série ET fournit des mises à jour en temps réel essentielles à l'optimisation des performances de la machine. Ses principales caractéristiques sont les suivantes :
- Opération: Prend en charge 99 opérations (n° 1 à n° 99) pour un séquençage détaillé.
- Paramètre: Affiche le nombre de cycles actuel pour la surveillance de la productivité.
- Nombre d'usinages: Affiche les courbures accumulées pour le suivi de la maintenance.
- Étapes de l'arc (fois R) : Affiche les étapes pour les pliages d'arc facilitant la précision.
- Indemnisations :
- Rémunération complète : Correction globale de l'axe X.
- Angle Complet Compensation: Assure des angles de pliage constants.
- Dimension Compensation à un seul palier : Réglages individuels de l'axe X.
- Compensation d'angle simple : Réglage fin des axes Y1/Y2.
- Mode d'origine : Démarre automatiquement le mode d'origine pour la préparation de l'axe.
- Coordonnées de l'axe : Affiche les coordonnées actuelles pour X, Y1, Y2, ΔR, Z1, Z2.
- Indicateur de pression : Affiche le tonnage de pression de pliage requis.
- Navigation par étapes : Passez facilement d’une étape à l’autre pour le séquençage.
L'utilisation de ces fonctionnalités de l'écran de traitement de la série ET améliore la précision et l'efficacité opérationnelles, prenant en charge le référencement en s'alignant sur l'intention de l'utilisateur en matière de précision et de productivité dans les processus de fabrication.
Modification des programmes de pliage dans le traitement de la série ET
Création d'un nouveau programme de pliage
Utilisez le traitement de la série ET en sélectionnant ‘ Nouveau programme ’ sur l'interface. Saisissez les angles de pliage et l'épaisseur de matériau souhaités pour des opérations personnalisées. Le système prend en charge 99 numéros de série, offrant une flexibilité pour différents projets. Spécifiez la dimension de la longueur du côté de pliage et utilisez le mode “ engrenage arrière ” pour les arcs, qui combine les valeurs calculées et supplémentaires de l'engrenage arrière. Assurez-vous que l'angle reflète l'angle d'ouverture de la pièce pour une programmation précise.
Modification des programmes de pliage existants
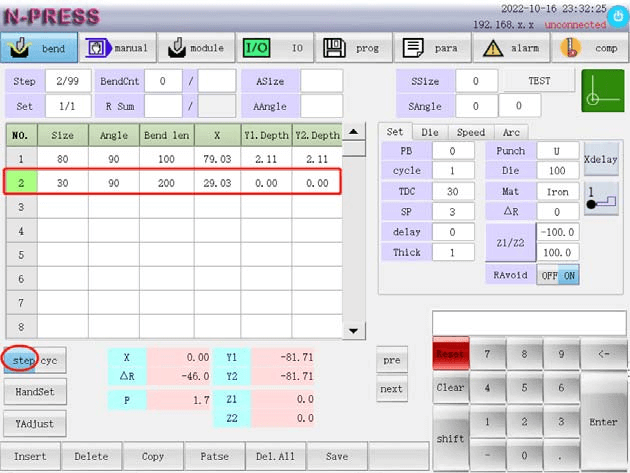
Le traitement de la série ET améliore l'efficacité en facilitant l'accès et la modification des programmes de pliage enregistrés. Cette fonctionnalité vous permet d'ajuster des paramètres clés tels que l'angle de pliage, la vitesse et les dimensions afin d'optimiser les processus pour les nouveaux projets.
- Numéro de série:Gérez jusqu'à 99 programmes pour une référence et un réglage rapides.
- Dimension:Définissez et modifiez la longueur latérale souhaitée avec le mode “ train arrière ”, en combinant les valeurs calculées et superposées.
- Angle: Contrôlez l'angle d'ouverture, garantissant une programmation précise de l'arc pour une forme optimale de la pièce.
- Longueur de courbure:Personnalisez la longueur de chaque côté de la pièce pour un ajustement précis.
- Position X:Calculé automatiquement, cela peut être ajusté après pliage pour plus de précision.
- Profondeur Y1 et Y2:Déterminé automatiquement pour un positionnement précis de la pointe supérieure de la matrice à la rainure en V.
Assurez-vous que la valeur de la butée arrière et sa superposition dépassent la moitié de la largeur du V pour éviter les erreurs. L'usinage de la série ET permet des modifications transparentes pour améliorer l'efficacité du pliage et réduire les temps d'arrêt opérationnels.
Réglage des paramètres de retrait dans la série ET
Des réglages précis du retrait sont essentiels pour un positionnement précis du matériau dans l'usinage de la série ET. Leur réglage réduit le gaspillage de matière et améliore la précision. Le retrait se produit lorsque la pointe supérieure de la matrice, selon l'axe Y, appuie sur la pièce, ce qui provoque le recul de l'axe X à une distance définie. Un réglage précis de ces paramètres optimise l'efficacité et garantit des cycles de pliage précis.
Configuration des paramètres étape par étape
Pour améliorer l'efficacité du traitement de la série ET, suivez ces étapes de configuration simplifiées :
- Accès aux paramètres :
Commencez par entrer dans le menu des paramètres de votre système de contrôle numérique pour commencer la configuration. - Distance de retrait :
Ajustez la distance de retrait en fonction du type de matériau. Cela garantit un retrait correct de l'axe X lorsque la pointe de la matrice (axe Y) appuie sur la surface de la pièce. - Temps de cycle :
Définissez le nombre de cycles de pliage requis pour votre projet afin de maintenir précision et efficacité. - Point mort haut :
Configurez la distance entre la pointe supérieure de la matrice et la surface inférieure de la matrice où l'axe Y s'arrêtera après chaque pliage. - Point de changement de vitesse :
Spécifiez où l'axe Y passe de la vitesse rapide à la vitesse de pliage pour un meilleur contrôle. - Temps de maintien de la pression :
Définissez la durée pendant laquelle l'axe Y reste à la profondeur de pliage, avec des options de 0,0 à 999,9 secondes. - Détails du matériau et du moule :
Saisissez l'épaisseur du matériau et affichez les noms des moules supérieurs et inférieurs installés pour plus de clarté. - Sélection des matériaux :
Entrez le matériau de pliage, il existe 10 types de matériaux : 0-fer ; 1-aluminium ; 2-acier inoxydable ; 3-9 définis par le client. - Configuration ΔR :
Ajustez ΔR pour définir la distance de la butée arrière par rapport à la surface inférieure de la matrice. - Réglage Z1/Z2 :
Modifiez l'espacement Z1/Z2 pour qu'il corresponde à la largeur de pliage de la tôle. - R Évitement :
Activez l'évitement R lorsque vous travaillez avec de petites tailles de pliage pour éviter toute collision avec la matrice inférieure.
En suivant ces étapes simplifiées, votre configuration de traitement de la série ET augmentera l'efficacité et la précision de votre cintreuse pour diverses tâches de travail des métaux.
Réglage précis des paramètres du moule
Dans l'usinage de la série ET, le choix du type de moule approprié est essentiel pour des performances optimales. Sélectionnez un moule dans la bibliothèque de la série ET qui correspond à vos besoins en matériaux. Un choix judicieux de moule garantit la précision, minimise l'usure et améliore l'efficacité.
Une configuration adéquate des dimensions du moule est essentielle pour améliorer la qualité du pliage et l'efficacité de la machine grâce à l'usinage série ET. Voici un guide simplifié :
- Nom du moule supérieur: Sélectionnez le moule supérieur spécifique pour faire correspondre l'outil au système, garantissant précision et efficacité.
- Hauteur:Entrez la hauteur du moule supérieur pour maintenir des angles de pliage cohérents.
- Angle: Définissez l'angle de la matrice supérieure pour garantir que les coudes répondent aux spécifications souhaitées.
- Base du moule inférieur: Choisissez parmi les bases de moule 1, 2 ou 3 en fonction des besoins de production.
- Hauteur du siège:Saisissez la hauteur du siège inférieur du moule pour un alignement optimal.
- Nom du moule inférieur:Spécifiez le moule inférieur pour qu'il s'aligne correctement avec le supérieur.
- Hauteur: Saisissez la hauteur inférieure du moule pour une profondeur de pliage précise.
- Largeur V: Entrez la largeur de la rainure en V pour affecter le rayon de courbure.
- Angle: Définissez l'angle d'ouverture de la matrice inférieure pour un pliage correct du matériau.
- Épaule droite:Fournir le rayon de l'ouverture inférieure de la matrice pour maintenir une pression uniforme.
- Distance de sécurité:Assurez-vous d'une distance de sécurité appropriée entre la matrice inférieure et le centre de la rainure en V pour la sécurité et la longévité de la machine.
En définissant ces paramètres avec précision, le traitement de la série ET améliore la précision et augmente l'efficacité, réduisant ainsi les déchets et maximisant la productivité.
Optimisation des paramètres de vitesse pour l'efficacité
L'usinage de la série ET sur les cintreuses servo-électriques permet un contrôle précis de divers paramètres, améliorant ainsi considérablement l'efficacité et la précision. Voici comment :
- Optimisation de la vitesse
- Vitesse élevée inférieure : Déplace rapidement le vérin du point mort haut au point de changement de vitesse, réduisant ainsi le temps d'inactivité.
- Vitesse supérieure élevée : Accélère le retour au point mort haut, préparant rapidement la machine pour le cycle suivant.
- Basse vitesse inférieure : Contrôle le mouvement de précision du point de changement de vitesse à l'angle de pliage, minimisant ainsi les erreurs.
- Vitesse supérieure et inférieure : Équilibre l'efficacité et la précision après le pliage, évitant ainsi l'usure de la machine.
- Réglages de précision
- Correction du compactage : Calibre la distance entre le curseur de l'axe Y et la plaque pour des courbures précises.
- Distance de levage lente : Optimise les vitesses de transition après pliage, réduisant ainsi les temps de cycle.
- Sécurité et flexibilité
- R Tirer vers l'arrière : Empêche l'interférence de la pièce avec l'engrenage arrière, améliorant ainsi la sécurité.
- Appliquer à tous : Assure une application cohérente des paramètres de vitesse dans toutes les opérations pour une qualité uniforme.
Le traitement de la série ET rationalise les opérations en ajustant la vitesse et le mouvement tout en maintenant la qualité et la sécurité, ce qui en fait un outil essentiel pour améliorer l'efficacité de la machine.
Réglage des paramètres d'arc dans la série ET
Pour une utilisation efficace du traitement de la série ET, il est essentiel de configurer correctement les paramètres d'arc sur votre cintreuse servo. Voici un guide simple pour obtenir des arcs parfaits :
- Rayon de l'arcSaisissez le rayon d'arc souhaité. Une saisie précise garantit des courbures régulières et prévient la déformation du matériau.
- Arc TimesSaisissez le nombre de pliages nécessaires pour former l'arc. Cela permet à ET Series Processing d'optimiser le processus de pliage pour plus de rapidité et de précision.
- Espacement des coudes: Définissez la distance entre chaque courbure. Un espacement approprié est essentiel pour obtenir des arcs uniformes et de qualité, sans chevauchements ni espaces.
En suivant ces étapes du traitement de la série ET, vous améliorez l’efficacité de la machine de pliage et garantissez des résultats de haute qualité.
Utilisation des sous-fonctions pour une polyvalence maximale
Dans le domaine de l'usinage de la série ET, l'exploration des différentes sous-fonctions est essentielle pour exploiter pleinement les capacités d'une cintreuse servo-électrique. La flexibilité du système permet aux utilisateurs de personnaliser ces sous-fonctions pour répondre à des besoins de production spécifiques, améliorant ainsi la polyvalence de la machine.
Mode de traitement
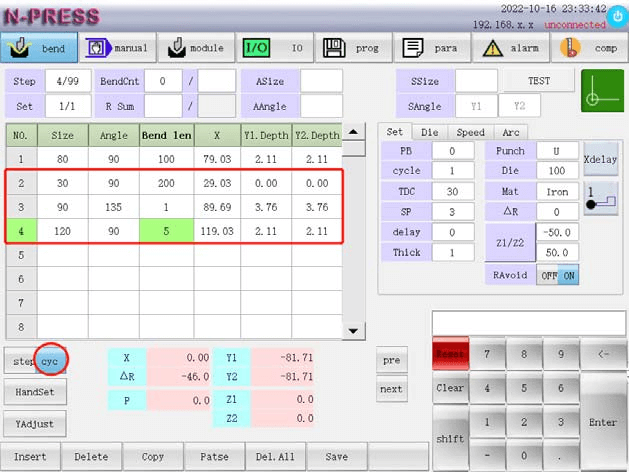
Le mode d'usinage peut sélectionner le mode cycle à étape unique et le mode cycle continu.
- Boucle à une seule étape : Sélectionnez le mode cycle à une seule étape, c'est-à-dire que le système circule pour exécuter le programme d'une seule ligne spécifié.
- Boucle continue : Sélectionnez le mode boucle continue, c'est-à-dire que le système exécute le programme multiligne spécifié dans une boucle.
Réglage du volant
Le réglage du point de la plaque de presse ou le réglage du point de pliage peuvent être sélectionnés via ‘Combiné‘', comme le montre la figure.
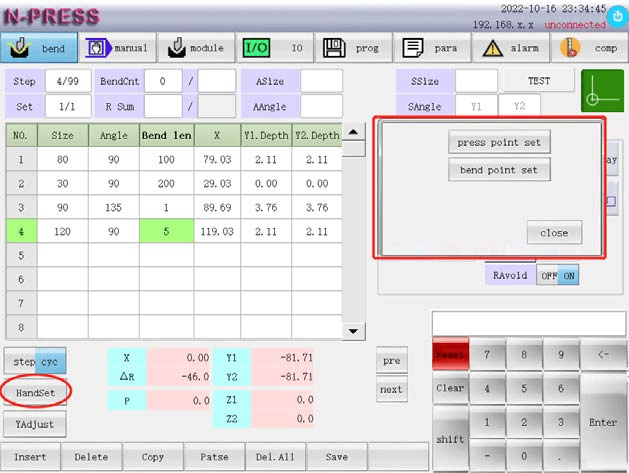
Correction de l'axe Y
Lorsque l'axe Y atteint la position de pliage la plus basse, il s'arrête. Vous pouvez alors modifier la valeur de compensation de profondeur de pliage en tournant le volant jusqu'à la profondeur souhaitée.
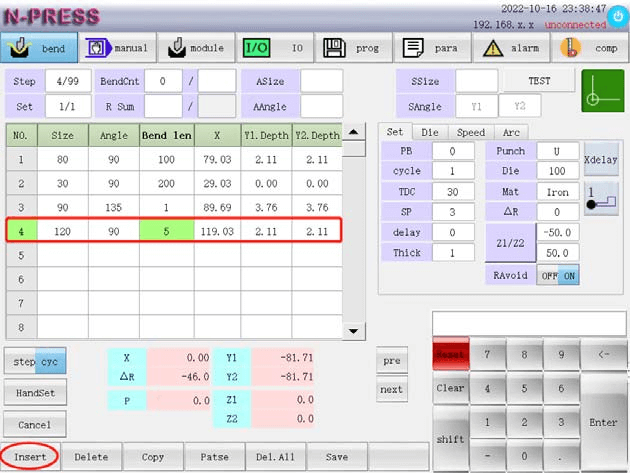
Insérer une ligne
Insérer une ligne avant n’importe quelle ligne, par exemple, insérer une ligne avant la ligne 2.
Sélectionnez n'importe quelle colonne dans la deuxième ligne, cliquez sur les touches de sous-fonction '‘Insérer‘" et le système insérera une ligne à la position correspondante.
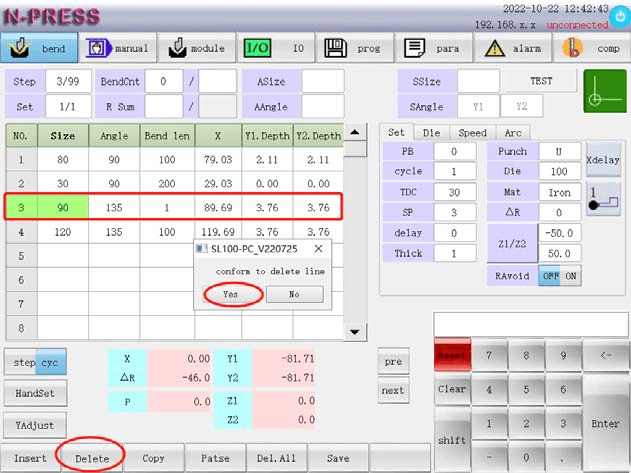
Supprimer la ligne
Vous pouvez supprimer n’importe quelle ligne, par exemple supprimer la ligne 2.
Sélectionnez n'importe quelle position pour supprimer la deuxième ligne, cliquez sur la touche de sous-fonction '‘Supprimer'’ et le système affichera “ Supprimer la ligne ” et sélectionnez “ OUI ” pour supprimer la ligne correspondante avec succès.
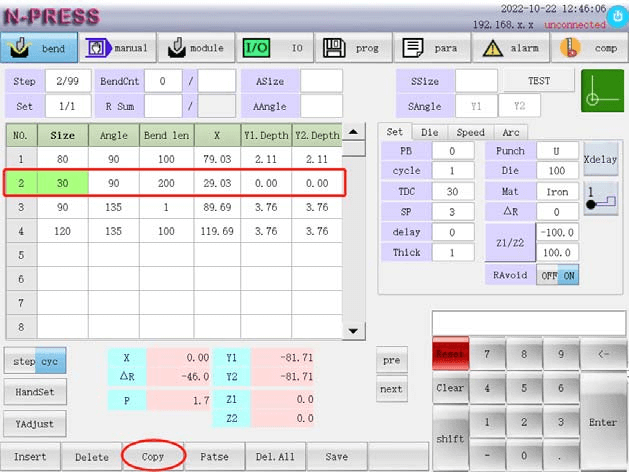
Copier la ligne
N'importe quelle ligne du programme de pliage peut être copiée, par exemple : copier le contenu de la ligne 1.
Sélectionnez n'importe quelle position de la première ligne à copier, cliquez sur la touche de sous-fonction '‘Copie‘' pour copier le contenu dans le panneau de collage avec succès.
Coller la ligne
Le contenu du panneau de collage peut être collé n'importe où dans le programme. Par exemple, collez le contenu de la première ligne sur la quatrième ligne vide.
Copiez d'abord le contenu de la ligne 1, cliquez n'importe où sur la ligne 6. Cliquez sur la touche de sous-fonction '‘Patse‘' pour copier le contenu dans le panneau de collage avec succès.
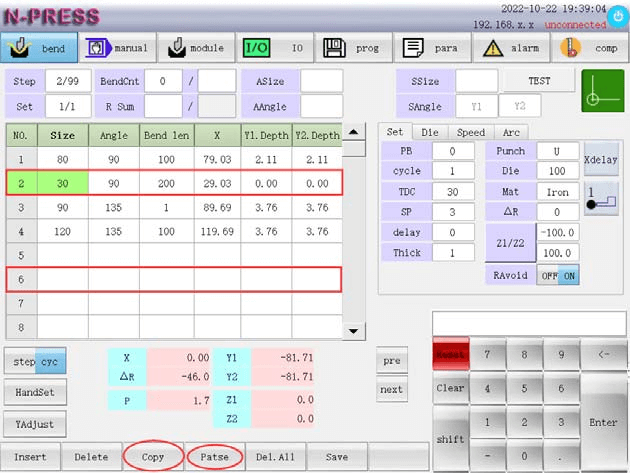
Remarque : si la ligne collée contient du contenu, le système écrasera le contenu d'origine de la ligne.
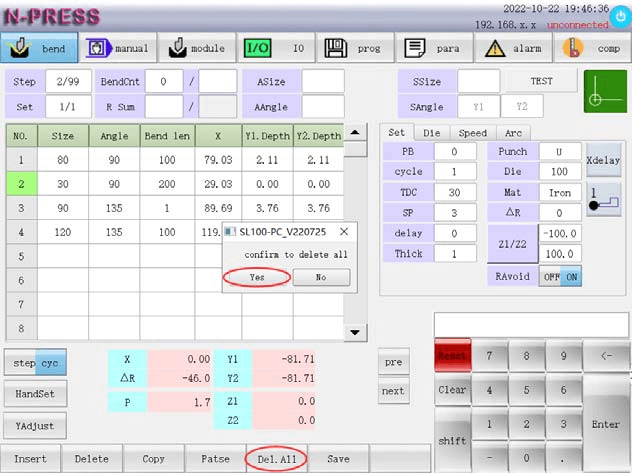
Supprimer tout
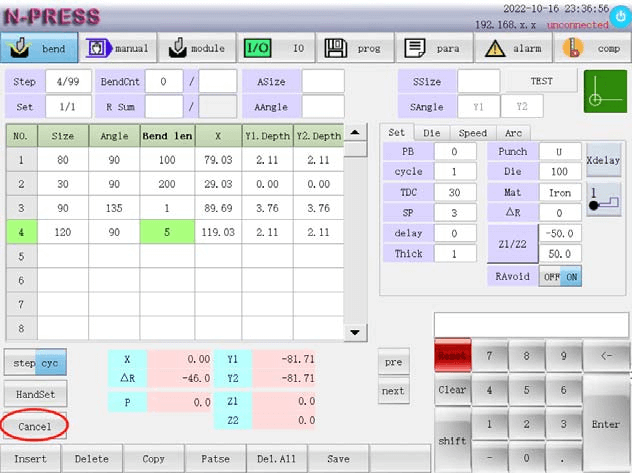
Supprimer toutes les données de l'interface de programmation.
Cliquez sur la touche de sous-fonction '‘Del.All'’ et le système “ supprimera avec succès ! ” ; comme indiqué sur la figure.
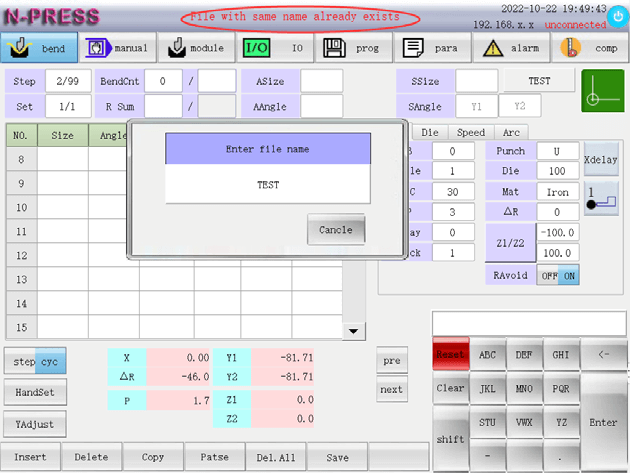
Préservation
Sauvegarder toutes les données de l'interface de programmation.
Entrez dans l'interface de traitement, après avoir édité le programme, cliquez sur '‘Sauvegarder‘' comme le montre la figure.
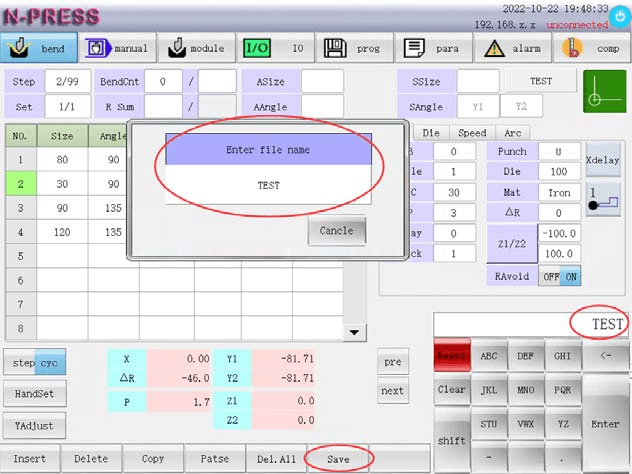
Après avoir saisi le nom du fichier, appuyez sur Entrée sur le clavier auxiliaire pour enregistrer le programme. Le système affichera alors le message “ Fichier enregistré avec succès ! ” comme indiqué sur la figure :
Foire aux questions (FAQ)
Quelles mesures puis-je prendre si ma machine ne plie pas avec précision ?
Effectuez des réglages à l'aide de la fonction de réglage du volant pour affiner les paramètres de la plaque de presse et du point de pliage. Appliquez également la correction de l'axe Y disponible dans le traitement de la série ET pour ajuster la compensation de profondeur de pliage selon vos besoins.
Comment puis-je optimiser les paramètres de ma presse plieuse avec le traitement de la série ET ?
Pour optimiser l'efficacité, utilisez les fonctions secondaires du processeur de la série ET pour personnaliser les modes de cycle en fonction de vos besoins de production. Par exemple, utilisez le mode cycle continu pour les cycles plus longs afin de minimiser les temps d'arrêt et de garantir des opérations fluides et efficaces.
Conclusion
En résumé, le traitement de la série ET améliore considérablement l'efficacité de Machines de pliage servo entièrement électriques En proposant des sous-fonctions personnalisables, des options de configuration précises et une intégration transparente aux flux de travail existants. Des étapes clés telles que la configuration des paramètres d'arc, la maîtrise des modes de cycle et l'utilisation de sous-fonctions comme le copier-coller et la manipulation de lignes optimisent les performances de la machine et augmentent les capacités de production.
Pour toute question ou pour une assistance détaillée sur l'optimisation du potentiel de votre machine d'usinage série ET, n'hésitez pas à contacter notre équipe. Consultez également notre documentation complète pour découvrir d'autres stratégies d'amélioration des performances de votre cintreuse servocommandée.



