








Lorsqu'on travaille avec des équipements de pliage automatisés, peu de problèmes perturbent la production aussi rapidement que Erreurs d'automate programmable dans les cintreuses de tubes. Si votre machine s'arrête brusquement, se bloque en cours de cycle ou affiche des codes d'erreur API inhabituels, vous cherchez probablement une solution simple et efficace pour la remettre en marche. Ce guide vous présente les causes fréquentes de ces erreurs, leur diagnostic étape par étape et les solutions pour résoudre rapidement le problème sans compromettre la précision ni la sécurité. Que vous utilisiez quotidiennement une cintreuse de tubes CNC ou gériez une ligne de cintrage complète, cet article vous aidera à rétablir un fonctionnement optimal et à prévenir les arrêts de production.
Pourquoi Des erreurs d'automate programmable se produisent dans les cintreuses de tubes.

Instabilité électrique affectant la commande PLC
L'une des causes les plus fréquentes de dysfonctionnement des automates programmables est une alimentation électrique instable. Les chutes de tension, les surtensions soudaines ou une mauvaise mise à la terre peuvent entraîner des erreurs de lecture des signaux ou des redémarrages inopinés. Je commence toujours par vérifier l'alimentation électrique, la mise à la terre et le serrage des câbles de l'armoire. Même une borne mal serrée peut provoquer des pannes intermittentes de l'automate lors des cycles de flexion.
Défaillances des capteurs déclenchant des codes d'erreur
Les cintreuses de tubes utilisent plusieurs capteurs : capteurs de serrage, capteurs de mandrin, détecteurs de proximité et servomoteurs. En cas de défaillance ou d'émission de signaux incohérents, l'automate programmable interprète les données comme une erreur. Je vérifie l'état des LED, la continuité du signal et la position de montage de chaque capteur afin de garantir leur alignement et leur bon fonctionnement.
Problèmes de communication entre les automates programmables et les servomoteurs
Une perte de communication entre l'automate programmable et les servovariateurs peut entraîner l'arrêt instantané de la machine. Ce problème est généralement dû à des câbles de communication endommagés, des connecteurs mal branchés ou des paramètres incorrects. J'inspecte les ports de communication, je revisse les connecteurs et je vérifie que les paramètres des servovariateurs correspondent à ceux du fichier de configuration de la machine.
Corruption logicielle ou perte de paramètres
Si le programme de l'automate programmable est corrompu suite à une coupure de courant ou un arrêt incorrect, la machine risque de démarrer avec des paramètres manquants ou une logique erronée. Restaurer la dernière sauvegarde ou recharger le programme de l'automate est souvent la solution la plus rapide. Je veille toujours à conserver une sauvegarde vérifiée avant d'effectuer toute modification.
Comment résoudre les erreurs d'automate programmable dans les cintreuses de tubes, étape par étape
Étape 1 – Réinitialiser et identifier le code d'erreur
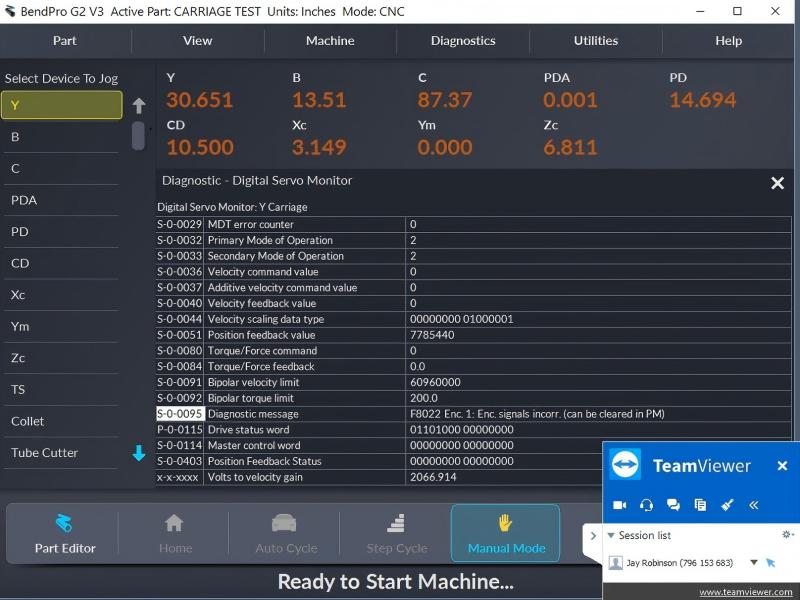
Avant toute intervention, je redémarre la machine et vérifie le code d'erreur de l'automate programmable affiché sur l'IHM ou l'écran d'alarme. Chaque code correspond à une cause spécifique, ce qui facilite grandement le dépannage. Je consulte également l'historique des alarmes, car des alarmes récurrentes indiquent généralement une instabilité mécanique ou électrique.
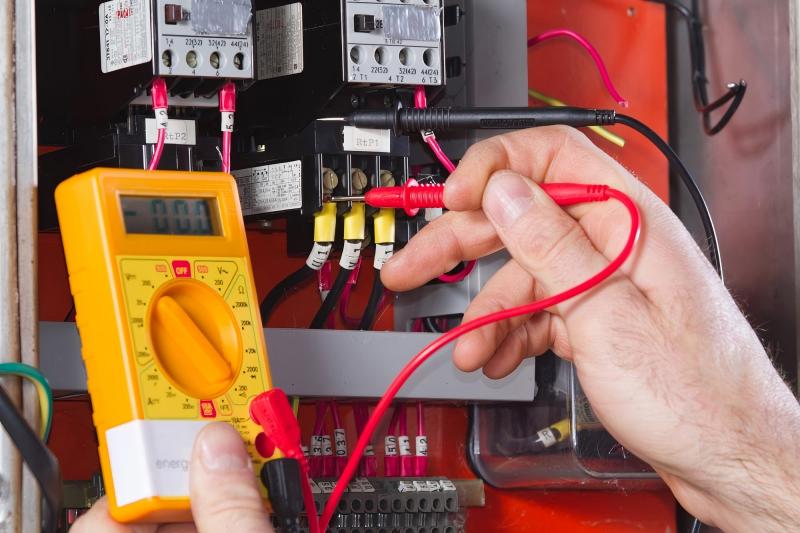
Étape 2 – Vérifier les connexions d'alimentation et de câblage
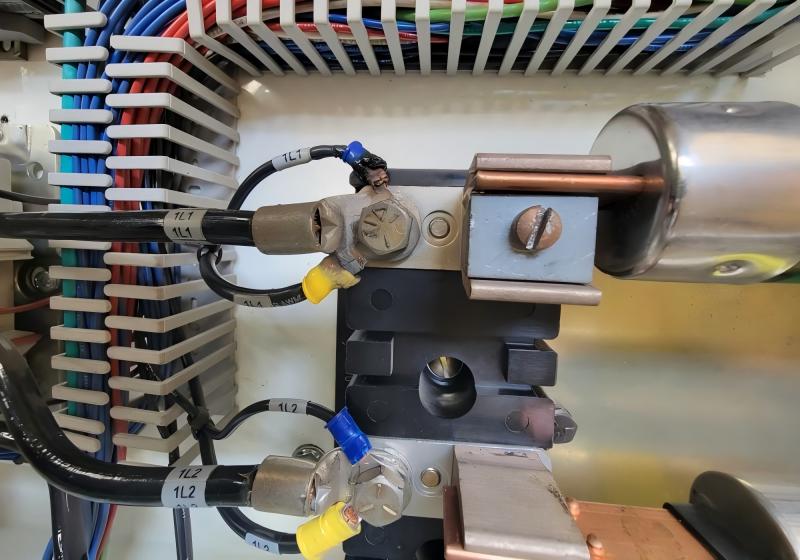
Une alimentation électrique instable est souvent à l'origine de pannes d'automates programmables. C'est pourquoi j'inspecte minutieusement l'armoire électrique. Je resserre les bornes desserrées, nettoie la poussière du module d'automate et vérifie la résistance de mise à la terre. Si la machine fonctionne dans un environnement humide, je vérifie également la présence de condensation ou de corrosion.
Étape 3 – Vérifier les entrées des capteurs une par une
Je surveille chaque entrée de l'automate programmable depuis la page de diagnostic de l'IHM. Cela me permet de vérifier que tous les capteurs envoient des signaux corrects. Si je constate des fluctuations ou une absence de signal provenant d'un capteur critique, je teste le câblage, ajuste le support du capteur ou remplace le capteur défectueux. Un mauvais alignement des capteurs de pince ou de mandrin est une cause fréquente d'interruptions de pliage.
Étape 4 – Vérifier la communication entre les modules
Je teste l'intégrité des câbles de communication et vérifie les voyants du servovariateur. Si le variateur ne communique pas avec l'automate, je contrôle la configuration des ports de communication, les paramètres du protocole et la continuité du câblage. Dans certains cas, un simple rebranchement des câbles ou le remplacement d'un port endommagé suffit à résoudre le problème.
Étape 5 – Charger ou restaurer le programme de l'automate programmable
Si l'erreur persiste après vérification des composants électriques et des capteurs, je recharge le programme de l'automate. J'utilise le fichier de programme approuvé par le fabricant et je compare les listes de paramètres pour garantir leur cohérence. Un ensemble de paramètres incompatible provoque souvent des mouvements inattendus de la machine ou des alarmes répétées de l'automate.
Étape 6 – Tester la machine dans des conditions contrôlées

Après avoir corrigé l'erreur, je fais d'abord fonctionner la machine à vide. Cela permet de vérifier le bon fonctionnement de tous les axes et l'absence d'alarmes inattendues. Si tout fonctionne correctement, je lance un cycle de pliage lent pour confirmer la stabilité avant de démarrer la production à pleine vitesse.
Prévention des erreurs d'automate programmable dans les cintreuses de tubes
Maintenir la stabilité des conditions électriques
Les parafoudres, une mise à la terre correcte et des inspections régulières réduisent considérablement les pannes d'automates programmables. Je recommande aux opérateurs d'éviter de connecter les cintreuses de tubes à des réseaux électriques instables ou surchargés.
Effectuer l'étalonnage de routine des capteurs
Des capteurs calibrés sont indispensables pour un pliage précis. Je vérifie régulièrement l'alignement, le nettoyage et la vitesse de réponse des capteurs afin d'éviter les faux signaux susceptibles de provoquer des erreurs dans l'automate programmable.
Maintenir les armoires électriques propres et sèches
La poussière et l'humidité sont des facteurs de problèmes silencieux. Je nettoie régulièrement les armoires électriques et vérifie le bon fonctionnement des ventilateurs et des filtres afin de protéger l'automate programmable contre la surchauffe et la contamination.
Section FAQ
Pourquoi les erreurs d'automate programmable des cintreuses de tubes continuent-elles d'apparaître même après une réinitialisation ?
Les erreurs récurrentes de l'automate programmable indiquent généralement des connexions électriques instables, un mauvais alignement des capteurs ou des problèmes de communication entre l'automate et les servomoteurs. Je recommande systématiquement de vérifier le câblage et les entrées des capteurs avant de procéder à des réinitialisations répétées.
Comment puis-je déterminer si un capteur est à l'origine des erreurs d'automate programmable dans les cintreuses de tubes ?
Vous pouvez vérifier l'état des entrées sur la page de diagnostic de l'IHM ou de l'automate. Si une entrée de capteur clignote, reste inactive ou entre en conflit avec la logique de la machine, elle contribue probablement à l'erreur.
Les erreurs d'automate programmable dans les cintreuses de tubes endommagent-elles la machine ?
Dans la plupart des cas, les erreurs des automates programmables sont des alarmes de protection conçues pour stopper les mouvements dangereux. Cependant, les ignorer ou contourner les entrées de sécurité peut entraîner des dommages mécaniques ou électriques irréversibles.
Quand dois-je recharger le programme de l'automate programmable ?
Si la machine présente des défauts liés à la logique, des paramètres manquants ou un comportement anormal des axes après une coupure de courant, il est souvent nécessaire de recharger le programme de l'automate programmable.
Conclusion
Correction des erreurs d'automates programmables dans cintreuses de tubes Le dépannage n'a pas besoin d'être compliqué. En suivant une procédure structurée (vérification des conditions électriques, inspection des capteurs, contrôle de la communication et restauration du programme PLC), vous pouvez rapidement remettre la machine en état de fonctionnement stable. Ces étapes réduisent non seulement les temps d'arrêt, mais améliorent également la précision du pliage et la fiabilité de la machine. Pour toute assistance technique personnalisée, pièces détachées ou guides de dépannage plus détaillés, n'hésitez pas à contacter l'équipe HARSLE.



