








L'irrégularité de la profondeur de pliage sur une presse plieuse est un problème courant dans les ateliers de tôlerie, notamment lorsque les opérateurs constatent que différentes parties d'une pièce se plient à des profondeurs légèrement différentes. Souvent, ce problème résulte de la combinaison de plusieurs facteurs. D'après mon expérience, une profondeur de pliage irrégulière peut être due à un mauvais alignement des outils, à des variations d'épaisseur du matériau, à un positionnement imprécis de la butée arrière ou à une pression hydraulique instable. Dans cet article, j'expliquerai les causes les plus fréquentes de ce problème et partagerai des méthodes de dépannage pratiques pour rétablir une précision de pliage constante et des résultats de production fiables.
Causes courantes de Presse plieuse Profondeur de flexion inégale
Avant de régler la machine, je commence toujours par identifier la cause première. Une profondeur de pliage irrégulière résulte généralement de facteurs mécaniques, hydrauliques ou liés au réglage.
Épaisseur de tôle irrégulière

L'une des causes les plus simples, mais aussi les plus négligées, est l'épaisseur irrégulière du matériau. Si l'épaisseur de la tôle varie, même légèrement, sur sa longueur, la profondeur de pliage sera modifiée lors de l'opération.
Dans ce cas de figure, je mesure généralement l'épaisseur de la plaque en plusieurs points à l'aide d'un micromètre. Si l'épaisseur présente une variation notable, la presse plieuse produira naturellement des angles et des profondeurs de pliage irréguliers.
Pour minimiser ce problème :
- Utilisez les feuilles du même lot
- Contrôler l'épaisseur du matériau avant la production
- Ajustez les paramètres de pliage si une variation existe.
L'utilisation de matières premières homogènes est essentielle pour garantir des résultats de pliage uniformes.
Alignement incorrect des outils
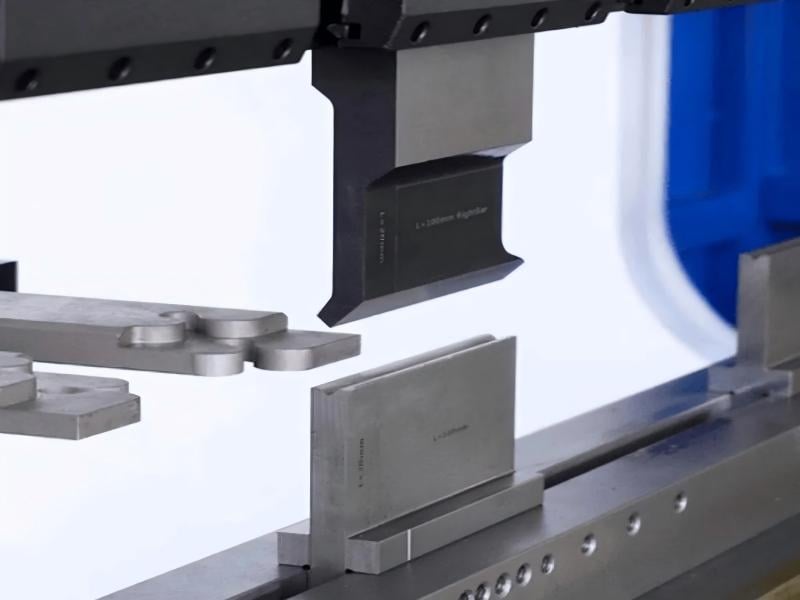
Une autre raison fréquente pour Profondeur de pliage irrégulière de la presse plieuse un mauvais alignement entre le poinçon et la matrice.
Si l'outillage n'est pas parfaitement centré ou parallèle, une face de la tôle subira une force plus importante que l'autre. Il en résultera un pliage plus profond d'un côté et un pliage moins profond de l'autre.
Lors de l'installation d'outils, je vérifie toujours :
- Vérifier que le poinçon et la matrice sont correctement positionnés
- La capacité des systèmes de serrage à maintenir fermement l'outillage
- La longueur de l'outillage correspond-elle à la zone de pliage ?
Même un léger défaut d'alignement peut affecter considérablement la précision du pliage.
Facteurs liés à la machine qui affectent la précision de la profondeur de pliage
Dans certains cas, le problème provient de la machine elle-même plutôt que du matériau ou de l'outillage.
Instabilité de la pression hydraulique

Les presses plieuses hydrauliques nécessitent une pression stable pour contrôler le mouvement du vérin. En cas de fluctuation du système hydraulique, le vérin risque de ne pas atteindre la profondeur programmée.
Les symptômes typiques comprennent :
- Légères variations dans l'angle de flexion
- Mouvement du bélier lent ou irrégulier
- relevés de pression instables
Pour résoudre ce problème, je vérifie généralement l'état de l'huile hydraulique, les filtres et les soupapes de pression. Un entretien régulier permet d'éviter que ces problèmes n'affectent la précision du pliage.
Problèmes de parallélisme RAM
Si le vérin n'est pas parfaitement parallèle à la table de travail, un côté de la machine s'enfoncera légèrement plus profondément lors du pliage.
Cela peut se produire en raison de :
- usure mécanique
- Calibrage incorrect
- Déformation du cadre au fil du temps
Pour résoudre ce problème, je vérifie le parallélisme de la machine à l'aide d'outils de mesure de précision et j'ajuste le système de synchronisation en conséquence.
Problèmes de butée arrière et de programmation
Un autre facteur important derrière Profondeur de pliage irrégulière de la presse plieuse est le système de butée arrière.
Erreurs de positionnement de la butée arrière
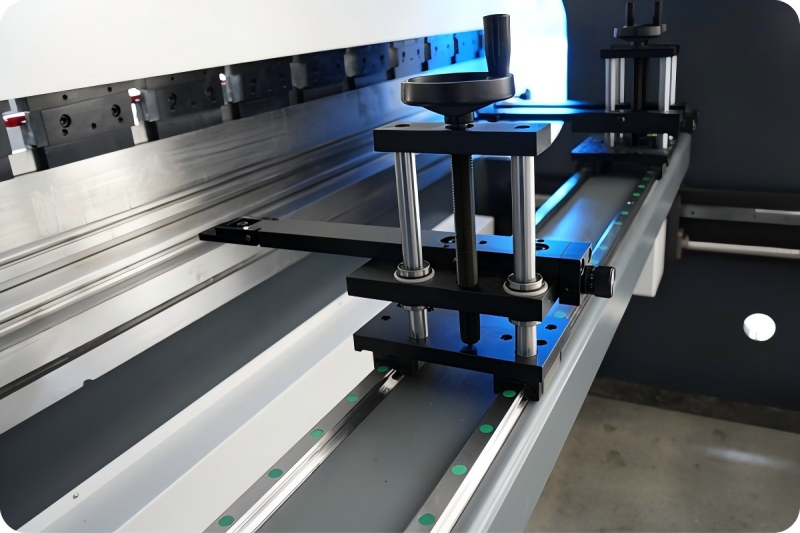
La butée arrière détermine la position exacte de la tôle avant le pliage. Si le positionnement est imprécis, la ligne de pliage se décalera légèrement.
Cela conduit souvent à :
- Courbure irrégulière le long de la pièce
- Profondeurs de pliage différentes sur des pièces répétées
Pour corriger ce problème, je recalibre généralement le système de butée arrière et je vérifie la précision du positionnement.
Paramètres CNC incorrects

Les presses plieuses CNC modernes dépendent fortement de paramètres de programmation tels que :
- Profondeur de flexion
- Épaisseur du matériau
- Dimensions de l'outillage
Si ces valeurs sont incorrectes, la machine ne pourra pas compenser correctement lors du pliage.
Lorsque je constate une profondeur de pliage irrégulière, je vérifie le programme CNC et confirme que les paramètres correspondent bien au matériau et à l'outillage utilisés.
Dépannage étape par étape pour une profondeur de pliage inégale
Pour diagnostiquer une profondeur de pliage irrégulière, je suis généralement un processus d'inspection structuré.
Étape 1 : Vérifier la cohérence des matériaux
Commencez par mesurer l'épaisseur de la tôle en plusieurs points. Une épaisseur irrégulière est souvent le problème le plus facile à identifier.
Étape 2 : Vérifier l'installation de l'outillage

Ensuite, vérifiez que le poinçon et la matrice sont correctement alignés et bien serrés. Un mauvais alignement entraîne souvent une profondeur de pliage irrégulière.
Étape 3 : Vérifier la précision de la butée arrière
Je teste ensuite le positionnement de la butée arrière en effectuant quelques essais de pliage et en vérifiant la répétabilité.
Étape 4 : Inspection des systèmes hydrauliques et mécaniques
Enfin, je vérifie la stabilité de la pression hydraulique, le parallélisme des vérins et les conditions de lubrification.
En suivant ce processus étape par étape, il devient beaucoup plus facile de localiser la véritable cause du problème.
FAQ
Pourquoi ma presse plieuse plie-t-elle plus profondément d'un côté de la tôle ?
Cela se produit généralement lorsque l'alignement des outils ou le parallélisme des coulisseaux sont incorrects. Vérifier et ajuster le réglage des outils permet souvent de résoudre le problème.
L'épaisseur du matériau peut-elle affecter la profondeur de pliage irrégulière d'une presse plieuse ?
Oui. Les variations d'épaisseur de la tôle influencent directement la profondeur de pliage et la régularité des angles.
Comment puis-je calibrer une presse plieuse pour corriger une profondeur de pliage irrégulière ?
Commencez par vérifier le parallélisme du coulisseau et l'alignement des outils. Ensuite, recalibrez la butée arrière et confirmez les paramètres de pliage CNC.
La maintenance préventive permet-elle d'éviter une profondeur de pliage inégale ?
Absolument. Une lubrification régulière, une inspection hydraulique et des contrôles d'alignement contribuent à maintenir des performances de pliage stables.
Conclusion
Un pli de profondeur irrégulière est un problème courant dans la fabrication de tôles, mais dans la plupart des cas, il peut être résolu par une inspection systématique et un réglage approprié de la machine. D'après mon expérience, Presse plieuse Profondeur de flexion inégale est généralement lié à une incohérence des matériaux, à un mauvais alignement des outils, à une instabilité hydraulique ou à des erreurs d'étalonnage de la butée arrière.
En vérifiant ces facteurs étape par étape et en entretenant régulièrement votre presse plieuse, vous pouvez améliorer considérablement la précision du pliage et la régularité de la production. Si vous constatez toujours des résultats de pliage irréguliers ou si vous avez besoin de conseils professionnels concernant le calibrage de votre machine, n'hésitez pas à contacter notre équipe technique pour obtenir de l'aide ou à consulter la documentation sur les presses plieuses disponible sur notre site web.



