








Les problèmes et les solutions rapides aux cintreuses de tubes sont des choses auxquelles tout fabricant est confronté tôt ou tard, quelle que soit la sophistication de son équipement. Si vous cherchez des explications claires sur les problèmes les plus courants et comment les résoudre rapidement, vous êtes au bon endroit. Ce guide vous présentera les problèmes typiques rencontrés lors du cintrage de tubes et vous proposera des solutions pratiques applicables immédiatement. Que vous soyez novice ou expert en fabrication de tubes, cet article vous aidera à diagnostiquer les problèmes plus efficacement, à minimiser les temps d'arrêt et à garantir une précision de cintrage optimale.
Commun Machine à cintrer les tubes Les problèmes et leurs causes
Plissement des tubes lors de virages à rayon serré
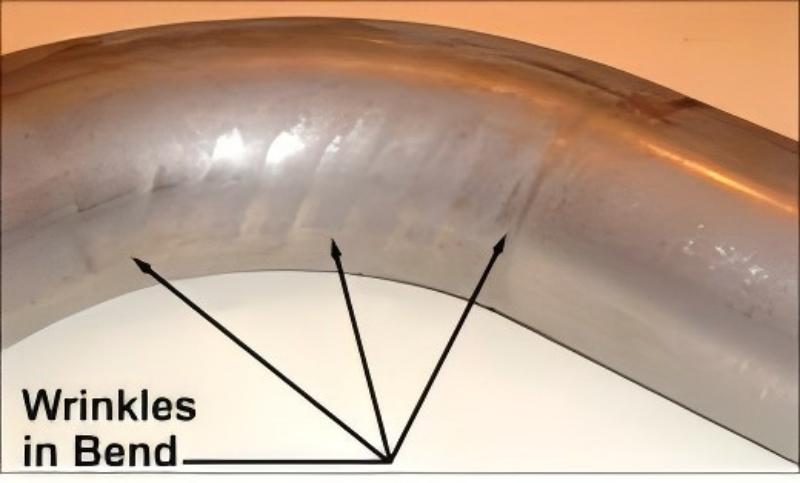
Le plissement des tubes est l'un des problèmes les plus fréquents des cintreuses de tubes, notamment lors du travail avec des tubes à paroi mince ou des coudes à faible rayon. La cause principale est généralement un support interne insuffisant ou un positionnement inadéquat du mandrin. Lorsque la paroi du tube s'affaisse vers l'intérieur, la matrice de cintrage ne peut plus maintenir la forme voulue.
Pour remédier à ce problème, je commence toujours par vérifier le type de mandrin et ajuster sa position pour la rapprocher du point de tangence. Une lubrification accrue du mandrin et de la matrice d'essuyage peut également améliorer la fluidité du matériau.
Retour élastique excessif après flexion

Le retour élastique se produit lorsque le tube reprend partiellement sa forme initiale après le cintrage. Ce phénomène est accentué avec les matériaux durs comme l'acier inoxydable. Il est généralement dû à une compensation de surcintrage insuffisante ou à l'usure des outils de coupe.
Pour remédier à ce problème, j'ajuste généralement l'angle de surcintrage dans le système de commande et je vérifie que les rayons de courbure de la matrice de pression et de la matrice de pliage sont toujours précis. Si l'outillage présente des signes d'usure, son remplacement ou son resurfaçage permettra de rétablir la précision du pliage.
Problèmes d'aplatissement ou d'ovalisation des tubes
Les méplats et les sections ovales sont des problèmes courants rencontrés avec les cintreuses de tubes lorsque le rayon de cintrage est trop faible ou que la force de la matrice de pression est mal réglée. L'aplatissement des tubes nuit non seulement à l'esthétique, mais compromet également leur résistance structurelle.
Pour résoudre rapidement le problème, j'augmente la force de pression de la matrice et je vérifie si le rayon de courbure correspond aux spécifications du matériau. Si le rayon est trop petit, l'utilisation d'un mandrin avec davantage de points d'appui améliore généralement le résultat.
Glissement du matériau dans la matrice de serrage
Si le tube glisse lors du cintrage, la machine risque de produire des angles irréguliers ou des rayures superficielles. Les causes fréquentes sont une force de serrage insuffisante, des matrices de serrage usées ou une lubrification inadéquate.

Pour résoudre ce problème, j'augmente progressivement la pression de serrage et j'inspecte l'usure des surfaces des matrices. Si elles semblent polies ou arrondies, je les remplace. Pour l'acier inoxydable, réduire la lubrification au niveau de la zone de serrage permet d'éviter tout glissement indésirable.
Angles de pliage incorrects ou perte de répétabilité
Des angles incohérents sont souvent dus à un mauvais alignement du capteur, à un étalonnage incorrect ou à l'usure mécanique. Il s'agit d'un problème courant des cintreuses de tubes, susceptible de ralentir considérablement la production.
Je commence toujours par recalibrer le codeur angulaire et vérifier le jeu du bras de pliage. S'assurer que la machine est bien de niveau améliore également la précision. Des inspections mécaniques régulières contribuent à maintenir la répétabilité.
Solutions rapides pour Cintrage de tubes Précision et qualité
Ajustement de la position du mandrin pour un meilleur soutien
Pour les tubes à paroi mince ou de petit rayon, je positionne le mandrin 0,5 à 1,0 mm avant le point de tangence. Cela empêche le tube de s'affaisser et garantit une surface interne lisse. Le choix du type de mandrin approprié (à bouchon, à matrice ou à bille) est également déterminant.
Calibrage de la cintreuse de tubes pour des angles précis

En cas d'écart angulaire, un étalonnage rapide suffit souvent à résoudre le problème. Je réalise un essai de pliage, mesure l'angle réel avec un rapporteur numérique et mets à jour la valeur de compensation dans le système de contrôle. Ce réétalonnage rétablit généralement la précision immédiatement.
Optimisation de la force de pression de la matrice pour des coudes nets
Une force excessive provoque des rayures, tandis qu'une force insuffisante entraîne un glissement. J'ajuste la pression progressivement tout en surveillant la déformation du matériau. L'utilisation de matrices adaptées au matériau du tube (par exemple, des matrices en acier trempé pour des tubes en acier) améliore la qualité de surface.
Amélioration de la lubrification pour un écoulement fluide des matériaux
Une lubrification adéquate réduit la friction et prévient le plissement. Lors du cintrage de l'acier inoxydable, j'utilise un lubrifiant à haute viscosité sur le mandrin tout en veillant à la propreté de la zone de serrage. Une lubrification régulière garantit un cintrage stable.
Mesures préventives pour réduire les temps d'arrêt des cintreuses de tubes
Liste de contrôle pour inspection de routine
Je procède quotidiennement à un contrôle des mandrins, des matrices, des brides et du bras de cintrage. L'inspection des pièces, notamment la détection d'usure, de fissures ou d'altérations de surface, permet de repérer les problèmes au plus tôt, avant qu'ils n'affectent la production.
Maintenance des outils pour une précision à long terme
Le nettoyage des outils après chaque poste permet d'éviter que les débris métalliques n'affectent la précision du pliage. Je stocke les mandrins et les matrices avec un produit anticorrosion afin d'assurer leur longue durée de vie.
Calibrage des logiciels et des capteurs
La mise à jour et l'étalonnage réguliers des capteurs minimisent les erreurs de mesure. Des données de capteurs correctes sont essentielles pour obtenir des angles de pliage, une rotation et une longueur d'avance de matériau précis.
FAQ
Comment puis-je réduire le retour élastique lors du cintrage de tubes en acier inoxydable ?
L'acier inoxydable possède un taux de retour élastique élevé. Pour réduire le retour élastique, j'augmente l'angle de surcintrage, je vérifie la précision du rayon de courbure de l'outillage et j'ajuste la force de serrage. L'utilisation d'un mandrin comportant davantage de points d'appui améliore également la régularité.
Pourquoi mon tube se plisse-t-il lorsque je le courbe dans un rayon de courbure faible ?
Les plis sont souvent dus à un mauvais positionnement du mandrin ou à une lubrification insuffisante. Positionnez le mandrin plus près du point de tangence et assurez-vous que la matrice d'essuyage est correctement alignée.
Que dois-je faire si les problèmes de ma cintreuse de tubes incluent des angles incohérents ?
Commencez par recalibrer le codeur angulaire et vérifiez le nivellement de la machine. Des outils usés ou un jeu mécanique peuvent également provoquer des incohérences angulaires.
Une lubrification insuffisante peut-elle provoquer des rayures superficielles ?
Oui, une lubrification insuffisante peut augmenter le frottement et provoquer des rayures ou des déformations. Utilisez toujours un lubrifiant adapté au matériau sur le mandrin et les matrices de pression.
Conclusion
Comprendre les problèmes les plus courants des cintreuses de tubes et savoir les résoudre rapidement peut considérablement améliorer votre productivité. En ajustant la position du mandrin, en optimisant la force de la matrice de pression, en calibrant régulièrement la machine et en effectuant un entretien courant, vous pouvez prévenir la plupart des problèmes de cintrage avant qu'ils n'affectent votre flux de production. Pour toute assistance supplémentaire ou pour découvrir des solutions de cintrage avancées, n'hésitez pas à contacter notre équipe qui vous apportera conseils et assistance professionnelle.



