








Machine à rouler à quatre rouleaux
Machine à rouler à quatre rouleaux
Une rouleuse à quatre rouleaux, également appelée cintreuse de tôles à quatre rouleaux, est une machine utilisée pour cintrer ou laminer des plaques métalliques en formes cylindriques ou coniques. Son fonctionnement repose sur les principes de la déformation du matériau et de la manipulation mécanique. La machine est composée de quatre rouleaux : deux rouleaux inférieurs, plus grands, entraînent la plaque et deux rouleaux supérieurs, plus petits, exercent la pression et la plient. Cette conception offre plusieurs avantages par rapport aux machines traditionnelles à trois rouleaux, notamment une précision accrue et un risque de déformation réduit.
Structure
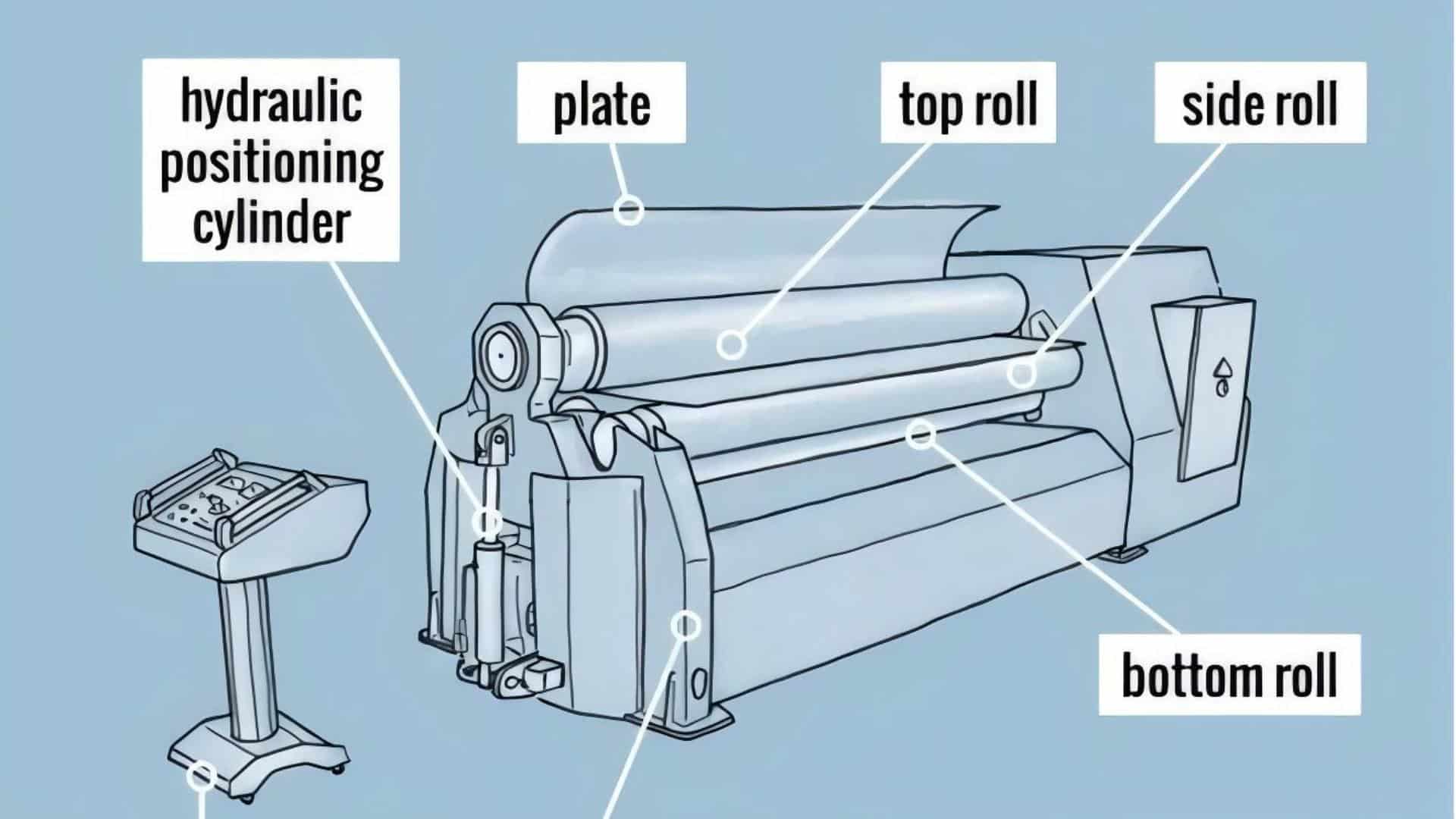
La figure 1 montre la structure du rouleau à quatre rouleaux machine à rouler.

Une machine à rouler à quatre rouleaux est principalement composée de ces pièces : cylindre de positionnement hydraulique, panneau de commande, rouleau supérieur, rouleau latéral, rouleau inférieur, châssis de la machine.

La rouleuse à quatre rouleaux est adaptée au formage par laminage de tôles. Elle permet de laminer des pièces rondes, courbes et coniques dans une certaine plage, et assure le pré-laminage à l'extrémité de la tôle. Les bords droits restants sont réduits et le rendement est élevé. La tôle peut être grossièrement nivelée sur la machine.
Principe de fonctionnement

La position du rouleau supérieur est fixe, tandis que le rouleau inférieur se déplace linéairement vers le haut pour serrer la plaque d'acier. Les rouleaux de chaque côté de la ligne ou de l'arc sont déplacés vers le rouleau pour ajuster le rayon de courbure de ce dernier. Les rouleaux à quatre et trois rouleaux ont des mouvements différents, mais leur principe de fonctionnement est identique : le principe circulaire à trois points permet de laminer différents rayons. Cependant, la rectitude du prélaminage de la rouleuse à quatre rouleaux et la circularité du cercle d'étalonnage sont supérieures à celles de la rouleuse à trois rouleaux.
1. Préparation : L'opérateur prépare la plaque métallique en s'assurant qu'elle est propre, correctement alignée et correctement positionnée entre les rouleaux inférieur et supérieur. L'épaisseur, la largeur et le rayon de courbure de la plaque sont définis en fonction de la forme finale souhaitée.

2. Positionnement initial : Les rouleaux inférieurs de la machine sont réglés pour supporter le poids de la plaque et assurer l'alignement initial. Les rouleaux supérieurs sont réglés en position haute pour faciliter l'insertion de la plaque.
3. Insertion : La plaque métallique est insérée entre les rouleaux inférieur et supérieur par l'ouverture d'entrée de la machine. L'opérateur s'assure que la plaque est centrée et alignée avec les rouleaux.

4. Réglage : L'opérateur ajuste la position des rouleaux inférieur et supérieur pour obtenir le rayon de courbure et la courbure souhaités. Ce réglage est essentiel pour obtenir le rayon de courbure correct sans exercer de contrainte excessive sur la tôle.
5. Pliage : Les systèmes hydrauliques ou mécaniques de la machine entraînent les rouleaux inférieurs, qui à leur tour font avancer la plaque. Simultanément, les rouleaux supérieurs exercent une pression vers le bas sur la plaque, la faisant plier autour des rouleaux inférieurs. La plaque subit une déformation plastique lors de sa transition d'une feuille plane à la forme courbée souhaitée.

6. Cintrage progressif : Tandis que la tôle avance entre les rouleaux, l'opérateur ajuste la position des rouleaux supérieur et inférieur pour obtenir la courbure et la forme souhaitées. Le cintrage est souvent réalisé en plusieurs passes pour garantir la précision et minimiser les contraintes sur la tôle.
7. Sortie et retrait : Une fois la plaque passée entre tous les rouleaux et ayant atteint la forme souhaitée, elle sort de la machine. L'opérateur retire délicatement la plaque pliée et le processus est terminé.

Procédures opérationnelles :
Configuration de la machine : Assurez-vous que la machine est correctement assemblée et calibrée. Vérifiez les systèmes hydrauliques ou mécaniques, les mécanismes de sécurité et l'alignement des rouleaux.
1. Préparation de la plaque : nettoyez la plaque métallique et assurez-vous qu'elle est correctement dimensionnée et positionnée pour le pliage.
2. Réglage des rouleaux : Ajustez la position des rouleaux inférieur et supérieur en fonction du rayon de courbure et de la courbure souhaités. Consultez le manuel ou les instructions de la machine pour les réglages spécifiques.

3. Insertion de la plaque : insérez la plaque dans l'espace d'entrée de la machine, en vous assurant qu'elle est centrée et alignée.
4. Processus de pliage : activez les systèmes hydrauliques ou mécaniques pour démarrer le pliage. Surveillez la progression et ajustez la position des rouleaux si nécessaire.
5. Pliage progressif : effectuez plusieurs passes si nécessaire, en ajustant la position des rouleaux entre les passes pour obtenir progressivement la forme souhaitée.
6. Sortie et retrait : Une fois la plaque pliée à la forme souhaitée, laissez-la sortir de la machine. Retirez délicatement la plaque pliée et vérifiez sa qualité.
7. Entretien de la machine : après le processus de pliage, effectuez un entretien de routine sur la machine, y compris le nettoyage, la lubrification des pièces mobiles et le traitement de toute usure ou dommage.
Avantages
La rouleuse à 4 rouleaux est la plus simple d'utilisation grâce à son châssis conçu pour répondre à tous les besoins. Ses avantages sont nombreux :
1. Le pré-laminage est fortement réduit car le matériau est pincé entre les deux rouleaux centraux.
2. Le travail peut être effectué en une seule passe, en suivant les étapes ci-dessous :
● Mise au carré
●Pré-roulage
●roulant
●Clôture pré-roulement
3. La plaque est introduite dans la machine horizontalement grâce au support du rouleau inférieur (B) avec le rouleau latéral (D).
4. La plaque est équarrie grâce à la position que prend le rouleau latéral (C).
5. L'espace jusqu'à la limite de la machine se réduit d'un seul côté, grâce à la possibilité d'équarrir et de rouler en une seule étape.
Nous conseillons une machine à rouler les plaques à 4 rouleaux
Pour une production élevée et massive
Pour la possibilité de contrôler par NC
Pour la possibilité de réaliser des roulages coniques


