








Processus de fabrication d'éviers en acier inoxydable

En tant que professionnel du secteur des ustensiles de cuisine, je suis souvent fasciné par le processus de fabrication des éviers en acier inoxydable. Ce processus complexe transforme les matières premières en éviers durables et élégants, indispensables à toute cuisine. De la sélection rigoureuse de l'acier inoxydable de haute qualité à l'usinage et à la finition de précision, chaque étape joue un rôle crucial pour garantir que le produit final réponde aux normes esthétiques et fonctionnelles. Dans cet article, je vous présente les différentes étapes de fabrication, mettant en lumière les techniques et le savoir-faire nécessaires à la création de ces éléments essentiels.
Table des matières
Matières premières – Achats
● L'épaisseur des plaques d'acier couramment utilisées dans les éviers en acier inoxydable est comprise entre 0,8 mm et 1,5 mm.
● L'usine d'éviers achète des plaques d'acier de différentes largeurs en fonction des besoins des modèles d'éviers produits. La plaque d'acier est envoyée à l'atelier d'éviers sous forme de rouleaux pesés.
● Les plaques d'acier normalement non découpées ont une largeur maximale de 1 220 mm et une longueur presque illimitée.

Stratification des matériaux
● La ductilité des plaques d'acier est limitée. Afin d'éviter toute rupture ou tout endommagement lors de l'étirage, il est nécessaire de les revêtir dès leur mise en œuvre.
● Le film est revêtu uniquement sur un côté de la tôle d'acier, et un côté du film fera face au moule lors du processus d'étirage ultérieur.
● La plastification peut être effectuée avant ou après la découpe.

Découpe de matériaux
● En fonction de la longueur de la conception du réservoir, la longue plaque d'acier doit être coupée en sections pour répondre aux exigences de taille de l'ébauche.
● Dans la figure de droite, l'ouvrier actionne l'interrupteur à rouleaux de sorte que le film protecteur et la plaque d'acier traversent la zone de compactage du rouleau en même temps, et le laminage est terminé sous pression.
● Lorsque la plaque d'acier revêtue traverse la lame de la guillotine, le travailleur appuie sur l'interrupteur de la guillotine selon les besoins pour briser la plaque d'acier afin d'obtenir une matière première de taille raisonnable.

Coupe d'angle du matériau
● La feuille découpée forme désormais un rectangle régulier. Afin de l'adapter approximativement à l'aspect de l'évier, il est également nécessaire de la pousser dans les ciseaux pour la cisailler.
● La feuille finie est généralement polygonale et peut avoir des bords arqués.
Premier dessin - peinture à l'huile
● Appliquer l’huile extensible uniformément sur les deux côtés de la feuille enduite et coupée.
● L'huile extrudée peut aider la plaque à se répartir uniformément, réduisant ainsi les risques de fissuration par étirement et prolongeant la durée de vie du moule et de la presse.

Premier dessin-dessin
● Placez la plaque d’acier sur la table de presse.
● Des trous sont présents sur les plaques supérieure et inférieure de l'établi. Le moule du produit se trouve dans les trous de la plaque inférieure de la table (zone ombrée en rouge à droite).
● Lorsque l'interrupteur du moteur est enfoncé, la plaque supérieure de l'étage hydraulique s'abaisse et la table entière descend.
● Pendant le processus d'emboutissage, la position horizontale de la matrice reste inchangée, de sorte que la plaque d'acier est poussée vers le haut pour terminer l'étirage de la forme. La profondeur du premier emboutissage doit être égale ou supérieure à 80% de la profondeur totale de conception.

Moule à un seul bol, 400T
Moule à double cuve, 800T
Premier dessin - Nettoyage
● Retirez le bol préformé et nettoyez le banc contaminé par l'huile de tirage.
● Le premier évier de dessin sera envoyé sur le site de nettoyage pour retirer le revêtement, et l'huile de dessin restante sera lavée pour préparer le processus de recuit.

Recuit - Raison
● En raison du processus de dessin domestique, si la profondeur de conception du réservoir d'eau est inférieure à 160 mm, la profondeur idéale peut être obtenue par un seul dessin.
● Lorsque la profondeur de l'évier atteint 180 mm à 250 mm, le risque qu'un seul tirage provoque une fissure de la tôle d'acier inoxydable augmente considérablement.
● Afin de répondre aux exigences de profondeur, un recuit et un étirage secondaire sont nécessaires à ce stade.

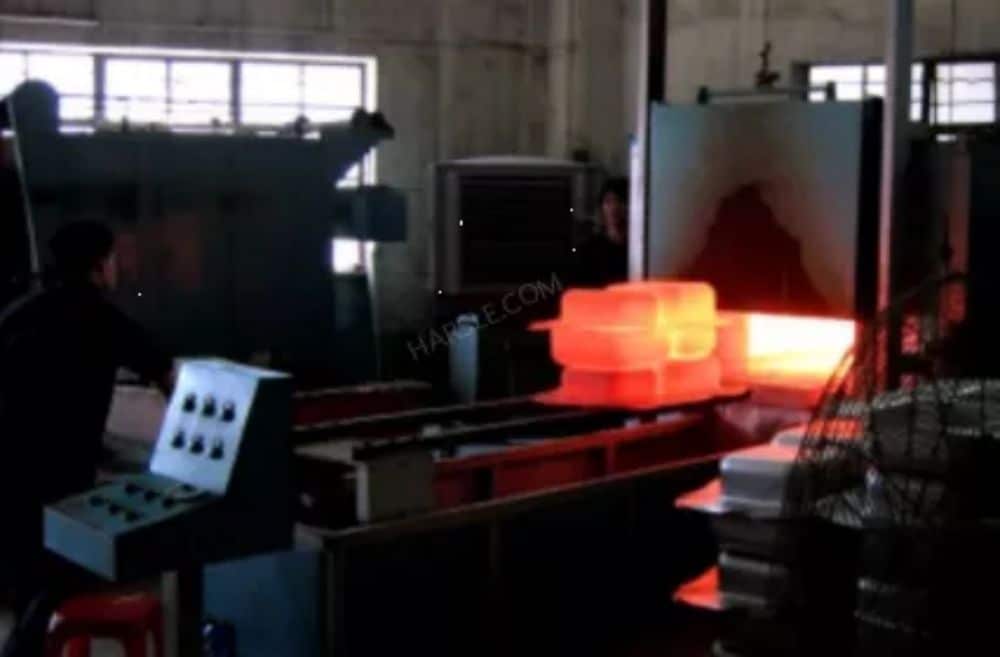
Recuit - Ligne de recuit
● Le recuit peut restaurer l’activité des plaques d’acier inoxydable fortement sollicitées.
● La ligne de recuit est une ligne haute température de 20 mètres de long, dont la température du four est d'environ 1 150 °C. Les deux côtés sont des entrées et des sorties, et les puits sont transportés dans un sens par un téléphérique ou un tapis roulant. Il est possible de traiter une trentaine de puits simultanément.
● Les compagnons recuits comprennent également une démagnétisation. Cela élimine les propriétés magnétiques de l'acier inoxydable dues à l'étirement.

Recuit-Four de recuit
● De nombreuses usines de puits ne disposent pas elles-mêmes de lignes de recuit, mais sous-traitent plutôt le recuit à des usines de recuit tierces.
● Parfois, les usines de puits utilisent également des fours de recuit pour réaliser des fonctions alternatives en fonction de leurs besoins.
Deuxième dessin
● Après recuit, l'évier sera étiré par presse hydraulique et moule
● Le deuxième dessin doit être entièrement dessiné jusqu'à la profondeur de conception.

Coupe des bords
● Une fois le produit étiré, aucun retrait ne se produit sur le bord de la plaque d'acier. À ce stade, le produit fini doit être découpé.
● Il est nécessaire de réserver la position d'installation du raidisseur de bassin supérieur lors de la coupe.

Perforation
● Les trous de drainage et les trous de trop-plein sont perforés sur des moules et des poinçons spéciaux.
● Selon les conditions réelles de la plaque et perforation équipement, il peut être nécessaire d'effectuer un traitement de bavure sur chaque section.

Soudage au rouleau et soudage bout à bout
Cette étape peut être omise si vous choisissez un moule à double bol
● S'il s'agit d'un lavabo à deux fentes à roulement/à fond soudé, il doit être soudé à la plaque supérieure de l'évier après le poinçonnage.
● Le soudage au rouleau est généralement effectué par soudage CNC, mais il peut également être soudé à la main par les ouvriers.
● Si c'est un mégot soudage évier, une soudure bout à bout des deux côtés de l'évier est nécessaire.
● Les cuves à souder bout à bout sont rares dans notre gamme. Leur caractéristique principale est une ligne de soudure au milieu des deux cuves.

Soudage par points pour le renforcement des nervures
(Cette étape peut être omise si vous choisissez un moule à double bol.)
● Utilisez un soudeur par points laser pour les soudures des nervures/crochets.
● Selon les différents réglages de l'équipement, chaque point de soudure produit environ 3 joints de soudure. Les raidisseurs de barre nécessitent plusieurs points de soudure à différents endroits.
● Des nervures/crochets renforcés par de la colle sont parfois utilisés en fonction des exigences de l'acheteur.

Traitement de surface - Polissage du fond de l'évier
● Gommage (brossage), sablage (électrolyse), polissage (miroir) et gaufrage.
● Le processus de gommage (brossage) est spécifiquement décrit ici.
● Le broyage est divisé en trois ou quatre sections en fonction des différences entre le bassin et l'équipement.
● La première chose à polir est le fond de l’évier.

Polissage des parois de l'évier
● Ensuite, la paroi de l'évier est polie

Polissage d'une pièce de joint
(Cette étape peut être omise si vous choisissez un moule à double bol)
● Selon le degré d'automatisation de l'usine d'évier, ce processus est parfois présent pour réduire le besoin de compétences de polissage des travailleurs.
● Étant donné que les deux faces adjacentes sont polies dans des directions différentes, des lignes chaotiques ont tendance à apparaître aux intersections des textures.
● Utilisez des meules abrasives pour éliminer le chaos entre deux faces verticales.

Polissage de la plaque supérieure
● La plaque supérieure est polie à la fin du processus de meulage pour éliminer les joints de soudure bout à bout, les lignes de soudure et les défauts de surface visibles dans le corps du pot.

Perforation de trous à facettes
● Creuser la position du trou de coulée selon les exigences de la commande.
● Ce processus présente un degré élevé de liberté, peut être ignoré directement en fonction des exigences de la commande ou peut se produire avant tout processus de soudage.

Estampage du logo
● Le marquage des éviers en acier inoxydable comprend principalement les deux méthodes suivantes : le type laser et le type pochoir (voir figure de droite).
● Poussez complètement le réservoir d'eau dans la position fixe pour assurer la cohérence de la position du pochoir.

Marquage laser
● Utilisez la méthode de gravure au laser pour marquer.
● En plus du marquage laser entièrement automatique, il existe également des marquages laser à positionnement manuel à faible coût (voir à droite).
● Placez fermement le film semi-perméable avec le logo de la marque dans la position désignée du marquage et utilisez un émetteur laser portatif pour l'éclairer à distance zéro.
● Le laser traverse la partie transmettant la lumière du film semi-perméable et brûle sur la surface en acier inoxydable.

Réparation
● Les dommages mineurs survenant dans tous les processus de production sont importants pour la valeur commerciale. Ils sont envoyés sur le site de réparation avant le processus de pulvérisation et sont réparés manuellement par les ouvriers.

Peinture au pistolet
● Effectuer un traitement par pulvérisation par le bas.
● Le but de la pulvérisation est triple : 1. Faire gagner du poids aux éviers légers et fins ; 2. Couvrir les marques de brûlure causées par le recuit et d'autres raisons ; 3. Empêcher le phénomène de condensation dans l'environnement de la cuisine.
●Les pulvérisateurs domestiques actuels se limitent généralement à la peinture et ne disposent pas de fonction anti-condensation.
● En plus de la pulvérisation, le décapage élimine également les taches de brûlure causées par le recuit.

Nettoyage et emballage
● Le contenu des travaux de nettoyage comprend l'élimination des résidus d'huile d'étirement, l'élimination de la saleté et de l'avant du spray, l'élimination des débris de meule et d'acier inoxydable, l'élimination des empreintes digitales et autres poussières.
● Selon les exigences de la commande, les éviers peuvent être emballés dans des supports, de grandes boîtes ou même des emballages de vente au détail.

Stockage
● Enfin, placez le produit dans l'entrepôt et attendez qu'il soit envoyé à l'endroit spécifié par le demandeur de la commande.
