








Guide des meilleures méthodes et précautions pour les cintreuses CNC

En tant qu'expérimenté dans la fabrication de métaux, je sais à quel point il est crucial de comprendre les différentes méthodes et précautions d'utilisation d'un cintreuse CNCDans ce guide, je partagerai les meilleures techniques pour réaliser des pliages précis, ainsi que les mesures de sécurité importantes à garder à l'esprit. Que vous soyez un professionnel expérimenté ou un novice en opérations CNC, la maîtrise de ces méthodes vous aidera à améliorer votre efficacité et à éviter les erreurs coûteuses. Ce guide couvre tout ce que vous devez savoir pour optimiser votre cintreuse CNC utilisation pour des résultats de premier ordre.
CNC presse plieuse Le pliage des tôles se fait de diverses manières, selon le principe de classification. Cet article traite spécifiquement du processus de pliage, de la position relative des matrices supérieure et inférieure, ainsi que du pliage en forme. Il détaille les différents détails de plusieurs méthodes de pliage courantes, ainsi que les précautions à prendre.
Table des matières

Tout d'abord, selon les différentes positions relatives des moules supérieur et inférieur lors du traitement de pliage, le traitement de pliage est divisé en deux formes de pliage d'espace et de pliage inférieur, les caractéristiques et les différences entre les deux sont les suivantes.

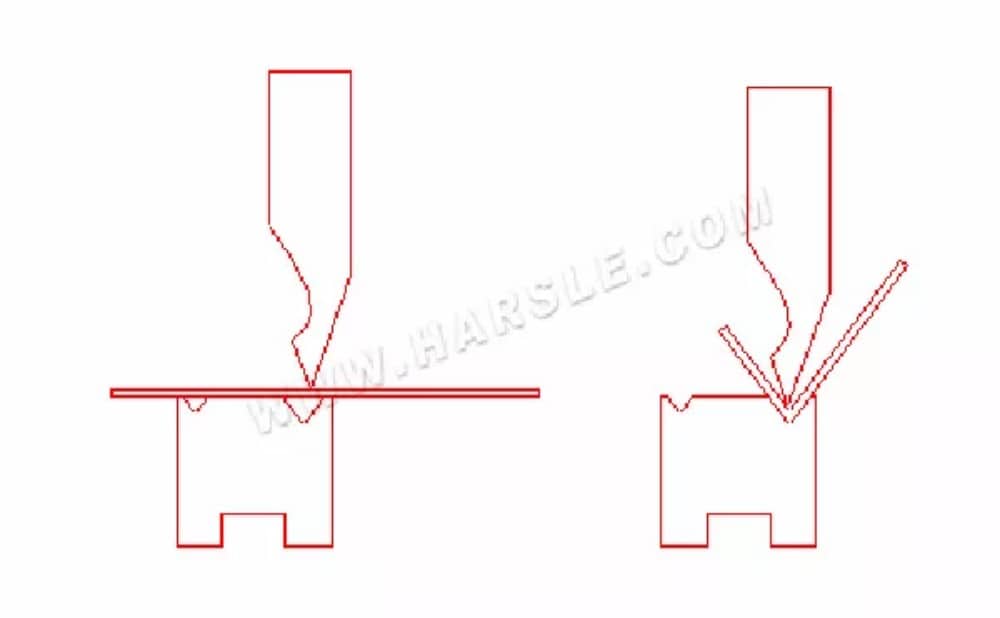
● Flexion des espaces
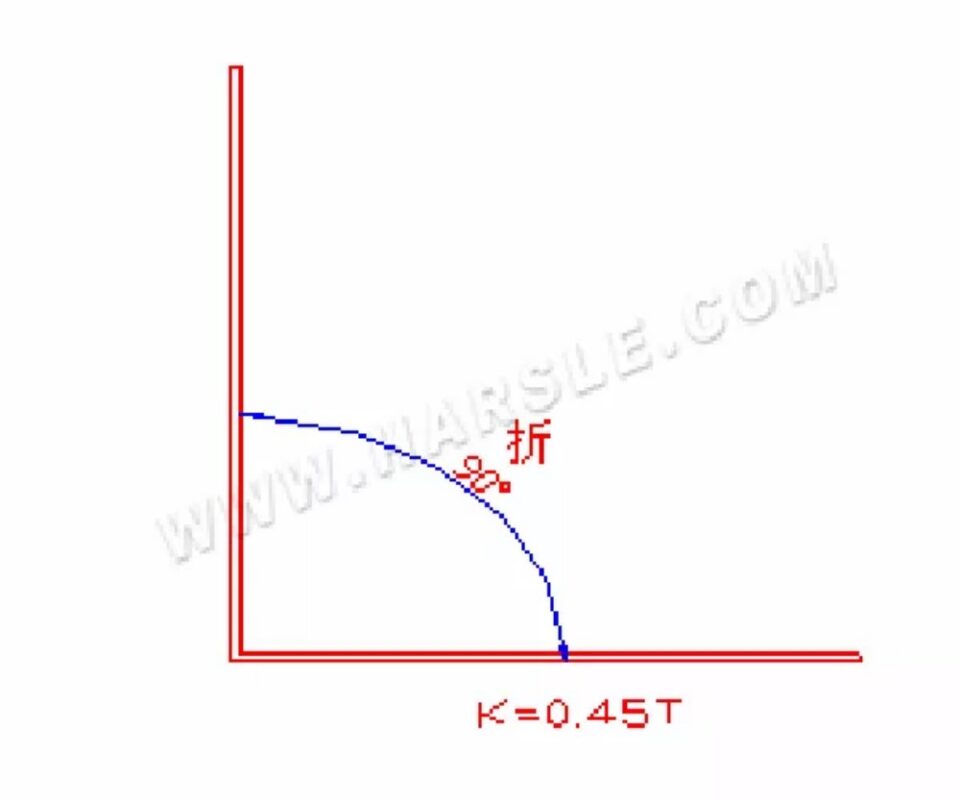
Lors du pliage sur une cintreuse CNC, le pliage entre les matrices supérieure et inférieure n'est pas effectué. L'ajustement de la profondeur de pliage entre la matrice supérieure et l'ouverture de la matrice inférieure permet d'obtenir l'angle de pliage requis. Cette méthode de pliage est appelée pliage à jeu. Plus la matrice supérieure est enfoncée dans la matrice inférieure, plus l'angle de pliage est faible ; inversement, plus l'angle est grand. Compte tenu de l'élasticité du matériau, le pliage doit également envisager un surpliage pour contrôler le rebond.

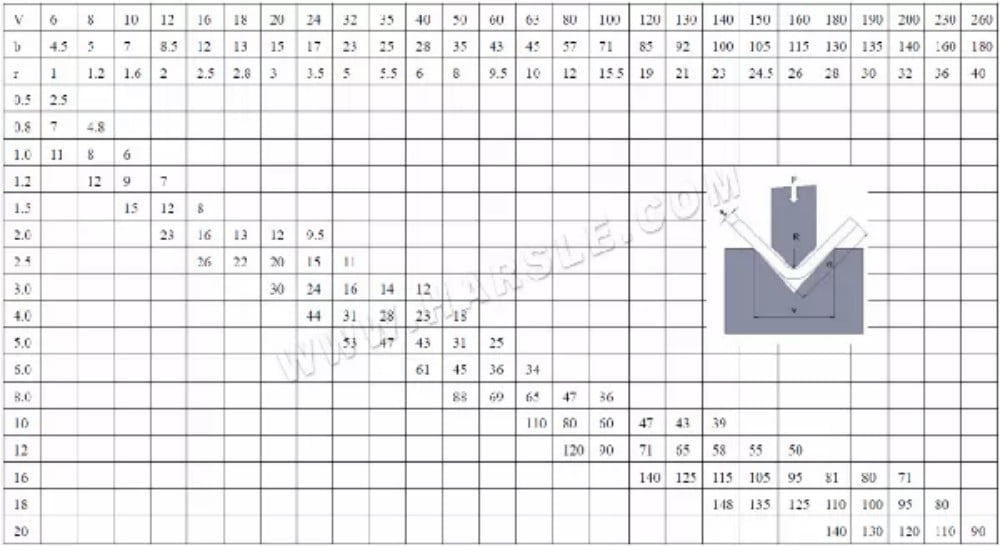
L'avantage du pliage à fente réside dans la possibilité d'utiliser un nombre réduit de matrices pour obtenir différents angles de formage, et dans la faible pression de traitement requise. Pour obtenir un pliage optimal, le rapport entre l'épaisseur du matériau B et la largeur V de l'ouverture en V de la matrice inférieure peut être choisi comme suit.
1. épaisseur du matériau inférieure à 12,7 mm, B: V est 1: 8.
2. Lorsque l'épaisseur du matériau est de 12,7 à 22,2 mm, B:V est de 1:10.
3. Lorsque l'épaisseur du matériau est supérieure à 22,2 mm, B:V est de 1:12.
Les trois ratios ci-dessus sont des ratios d'outillage standard, le matériau est de l'acier à faible teneur en carbone, la résistance du matériau est de 43,4 kg/mm2. Dans la préparation du programme de traitement de pliage, les paramètres ci-dessus peuvent être définis dans le système CNC, le système est automatiquement traité pour générer le programme de traitement.

● Pliage du bas de la presse
La plieuse CNC utilise une plaque de cintrage inférieure pressée entre les matrices supérieure et inférieure afin d'obtenir l'angle de cintrage et le rayon de courbure requis. La plieuse CNC à cintrage inférieur est adaptée à l'usinage de tôles d'une épaisseur inférieure ou égale à 2 mm pour la production de moyennes et grandes séries. Son rayon de cintrage est faible, ce qui lui confère une grande précision. Il est à noter que la pression de travail pour le cintrage inférieur est généralement trois fois supérieure à celle du cintrage à fente.

L'angle du moule de cintrage inférieur doit être adapté à l'angle de la plaque et au matériau. En général, pour le cintrage inférieur de l'acier doux, l'angle des matrices supérieure et inférieure doit être cohérent avec l'angle requis de la plaque. Pour le cintrage inférieur, le rapport de moulage, qui correspond à l'épaisseur de la plaque B et à la distance d'ouverture de la matrice inférieure V, est de 1:6.

Déterminer le tonnage de travail du procédé de pliage, en appliquant la force entre les matrices supérieure et inférieure au matériau, afin d'obtenir une déformation plastique. Le tonnage de travail correspond à la pression de pliage exercée pendant le pliage. Les facteurs déterminants sont : le rayon de pliage, le mode de pliage, le rapport de moulage, la longueur du coude, l'épaisseur et la résistance du matériau plié. Le tonnage de travail peut généralement être sélectionné selon le tableau suivant et défini dans les paramètres de traitement.
1. La valeur du tableau pour la longueur de la feuille d'un mètre lorsque la pression de pliage : Exemple : S = 4 mm L = 1000 mm V = 32 mm Vérifiez le tableau pour obtenir P = 330 kN
2. Ce tableau est calculé sur la base de la résistance σb = 450N/mm2 du matériau, en flexion d'autres matériaux différents, pression de flexion pour les données du tableau et le produit des coefficients suivants : bronze (doux) : 0,5 ; acier inoxydable : 1,5 ; aluminium (doux) : 0,5 ; acier au chrome-molybdène : 2,0.
3. Formule d'approximation de la pression de pliage de la machine de pliage CNC : P = 650s2L/1000v où l'unité de chaque paramètre P – kN, S – mm, L – mm, V – mm.
Selon les différentes formes formées après le processus de pliage, le processus de pliage est divisé en pliage en L, pliage en N, pliage en Z, aplatissement par pliage inversé, matériel pressé et autres formes, les caractéristiques et les différences sont les suivantes.
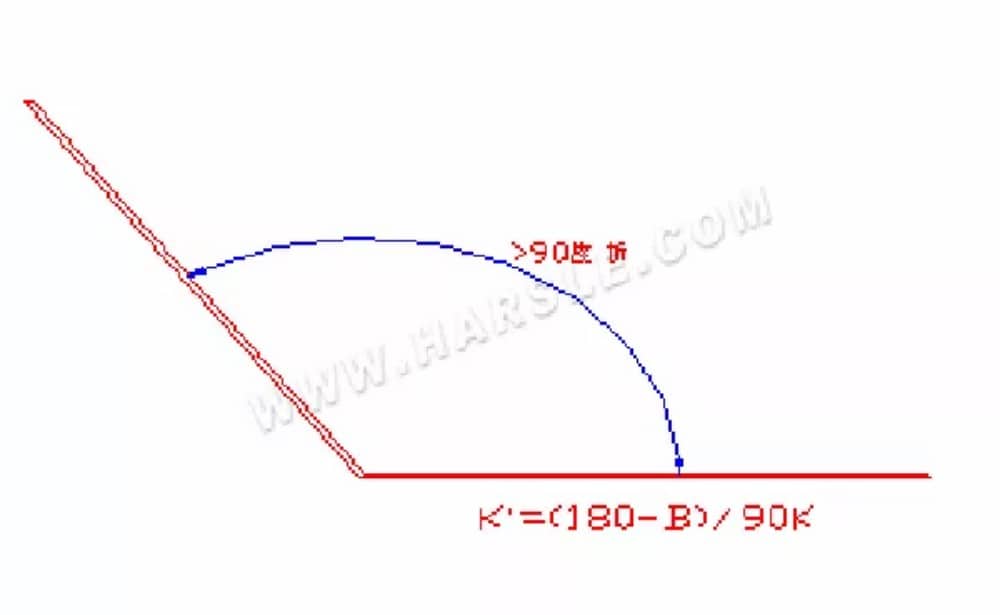
● Pliage en L
Selon l'angle, il est divisé en 90˚ et non 90˚. Selon le traitement, il est divisé en traitement général (L>V/2) et traitement spécial (L
1. Le moule est sélectionné en fonction du matériau, de l'épaisseur de la plaque et de l'angle de formage.
2. Principe de la position penchée.
1. Deux jauges de post-définition sont utilisées comme principe et la forme de la pièce est utilisée pour le positionnement.
②Une jauge de post-définition par rapport à la position, faites attention à l'inclinaison et exigez la taille de pliage de la pièce dans le même centre en ligne.
③Petit pliage, le traitement anti-pliage est meilleur.
④Il est préférable de s'appuyer sur le milieu de l'arrière de la jauge fixe vers le bas. (La position inclinée après la jauge fixe est difficile à déformer.)
⑤Il est préférable d'incliner le côté vers l'arrière de la jauge fixe.
6. Le côté long est meilleur.
7. Utiliser le gabarit pour faciliter le positionnement (positionnement irrégulier du bord biseauté).
3. Remarque : Il est important de prêter attention à la méthode d'usinage et au mouvement de la butée arrière selon les procédés. Lors du pliage, lors du montage du moule, la butée arrière doit être reculée afin d'éviter toute déformation de la pièce. Lors du pliage interne de grandes pièces, la forme de la pièce étant plus grande et la zone de pliage plus petite, l'outil et la zone de pliage peuvent difficilement se chevaucher, ce qui peut compliquer le positionnement de la pièce ou l'endommager. Pour éviter ce problème, un point de positionnement peut être ajouté dans le sens longitudinal de l'usinage afin de faciliter le positionnement et d'améliorer la sécurité de l'usinage, d'éviter d'endommager la pièce et d'optimiser l'efficacité de la production.
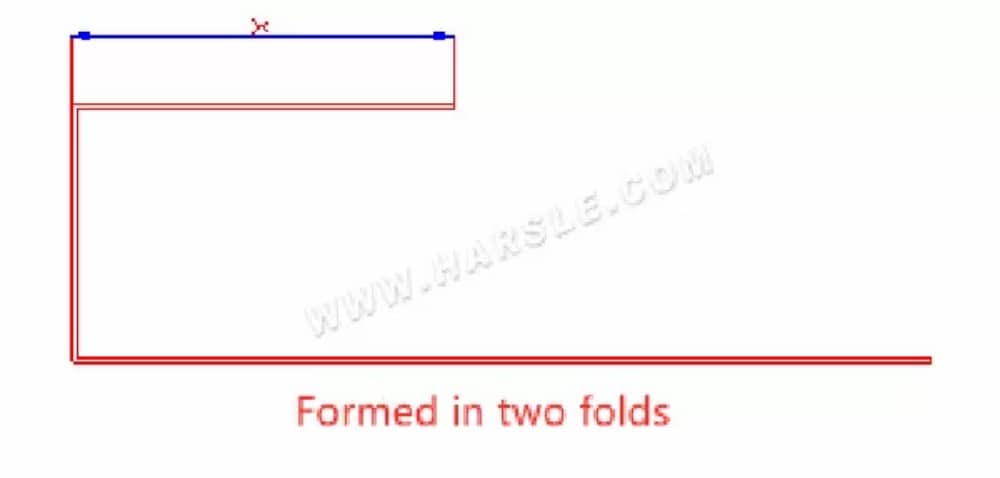
● N-pli
Le pliage en N utilise différentes méthodes d'usinage selon la forme. Lors du pliage, la taille du matériau doit être supérieure à 4 mm et la dimension X est limitée par la forme du moule. Si la taille du matériau est inférieure à 4 mm, des méthodes d'usinage spécifiques sont utilisées.
1. Selon l'épaisseur du matériau, la taille, le matériau et l'angle de pliage pour sélectionner le moule.
2. Principe de positionnement : garantir que la pièce n'interfère pas avec l'outil
①Assurez-vous que l’angle d’inclinaison est légèrement inférieur à 90 degrés.
②La meilleure utilisation des deux jauges de détermination postérieure par rapport à la position, sauf circonstances particulières.
3. Remarques.
①Après avoir plié le pli en L, l'angle doit être garanti à 90 degrés ou légèrement inférieur à 90 degrés pour faciliter le traitement de la position d'inclinaison.
2. Lors du traitement du deuxième pli, il est nécessaire de s'appuyer contre la position de la surface de traitement comme centre contre lequel s'appuyer.
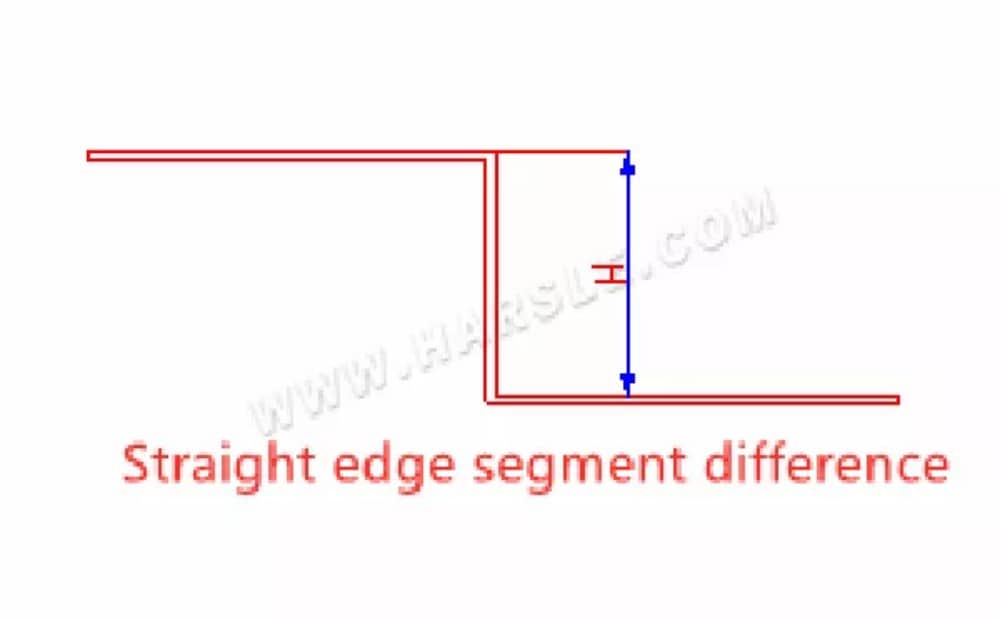
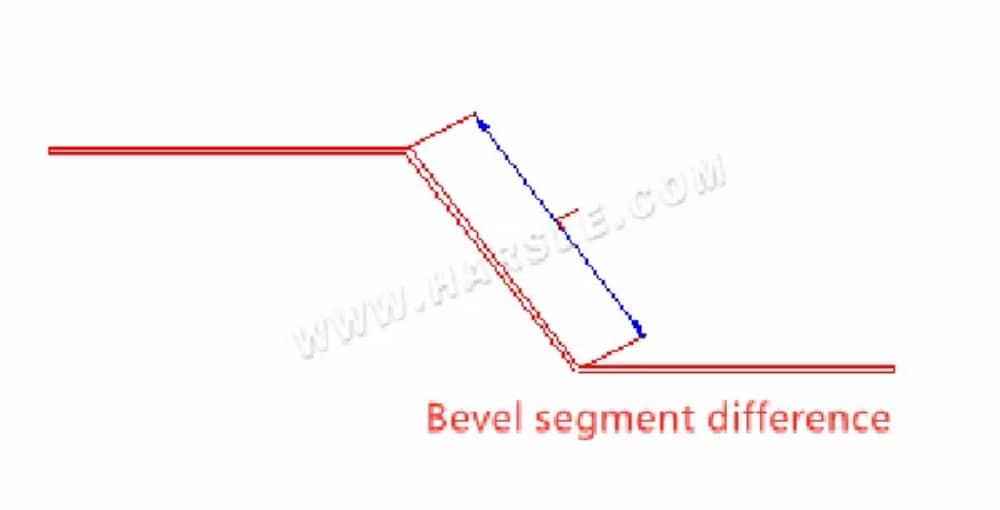
● Pliage en Z
Le pliage en Z, également appelé différence de segment, est un pliage positif et négatif. Selon l'angle, il est divisé en différence de segment à bord biseauté et différence de segment à bord droit. La taille minimale du pliage est limitée par l'outillage d'usinage, tandis que la taille maximale est déterminée par la forme de la machine. En général, pour un pliage en Z de moins de 3,5 T, on utilise un outil de pliage à différence de segment. Au-delà, la méthode d'usinage standard est utilisée.
1. Principe d'inclinaison.
①Pratique pour s'appuyer et bonne stabilité.
②L'inclinaison générale est la même que le pliage en L.
③Un appui secondaire est nécessaire pour traiter la pièce et le plat de la matrice inférieure.
2. Précautions.
①L'angle de traitement du pli en L doit être en place, généralement requis à 89,5~90 degrés.
②Lorsque la jauge de post-définition doit être retirée, il faut faire attention à la déformation de la pièce.
③La séquence de traitement doit être correcte.
④Pour un traitement spécial, les méthodes suivantes peuvent être utilisées : méthode de séparation de la ligne centrale (traitement excentrique), traitement en petit V (nécessité d'augmenter le coefficient de flexion), formage facile de la matrice, réparation de la matrice inférieure.
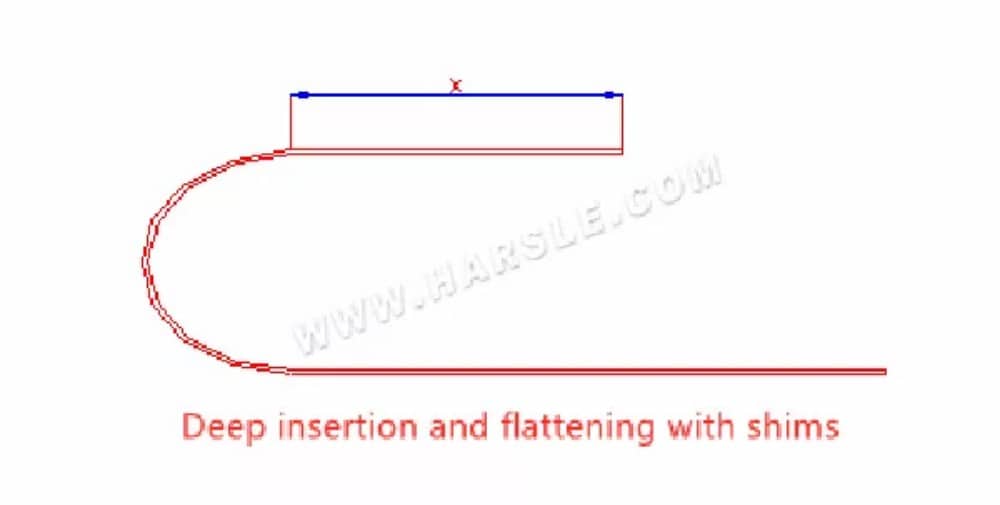
● Pliage et aplatissement inversés
L'aplatissement réflexif, également connu sous le nom de bord mort, les étapes de traitement du bord mort sont les suivantes : d'abord, la profondeur de l'insert est pliée à environ 35 degrés, puis aplatie avec la matrice d'aplatissement jusqu'à l'aplatissement et le serrage.

1. Sélection du mode : choisissez 30 degrés de profondeur d'insertion en fonction de 5 à 6 fois l'épaisseur du matériau, la largeur de la rainure en V de la matrice inférieure, en fonction de la situation spécifique du traitement du bord mort pour choisir la matrice supérieure.
2. Remarque : Le parallélisme des deux côtés doit être respecté. Si le bord mort est long, le bord aplati peut être plié en premier après avoir été aplati selon un angle déformé. Pour un bord mort plus court, l'usinage par tampon peut être utilisé.
● Matériel de pressage
L'utilisation de ferrures à queue d'aronde pour presses plieuse est généralement utilisée pour l'usinage de moules concaves, de gabarits et d'autres outils auxiliaires. On utilise généralement des écrous, des goujons, des vis et d'autres ferrures.


1. Remarques.
1. Lorsque la forme de la pièce doit éviter le traitement, il convient d'éviter la position.
②Après le traitement pour tester le couple, la poussée est conforme à la norme et le matériel et la pièce sont plats et serrés.
③Diao de pressage après pliage, à presser à côté de la machine-outil, nous devons faire attention à l'évitement du traitement et au parallélisme du moule.
④S'il s'agit d'un diamètre d'expansion, nous devons également faire attention à ce que le côté du diamètre d'expansion ne présente pas de fissures et que le côté du diamètre d'expansion ne soit pas plus haut que la surface de la pièce.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






