








I 4 segreti che non conoscerai mai sulla testa di saldatura laser
Nel mio viaggio nel mondo della tecnologia di saldatura laser, ho scoperto alcuni aspetti affascinanti delle teste di saldatura laser, di cui non si parla spesso. Sebbene molti professionisti ne conoscano le basi, ci sono quattro segreti sulle teste di saldatura laser che possono avere un impatto significativo su prestazioni e risultati. Queste intuizioni mi hanno aiutato a ottimizzare i miei processi di saldatura e a ottenere risultati migliori nei miei progetti. In questo articolo, svelerò questi quattro segreti che non conoscerete mai sulle teste di saldatura laser, fornendovi informazioni preziose che possono migliorare la vostra comprensione e il vostro utilizzo di questa tecnologia avanzata.
Cos'è la testa di saldatura laser:
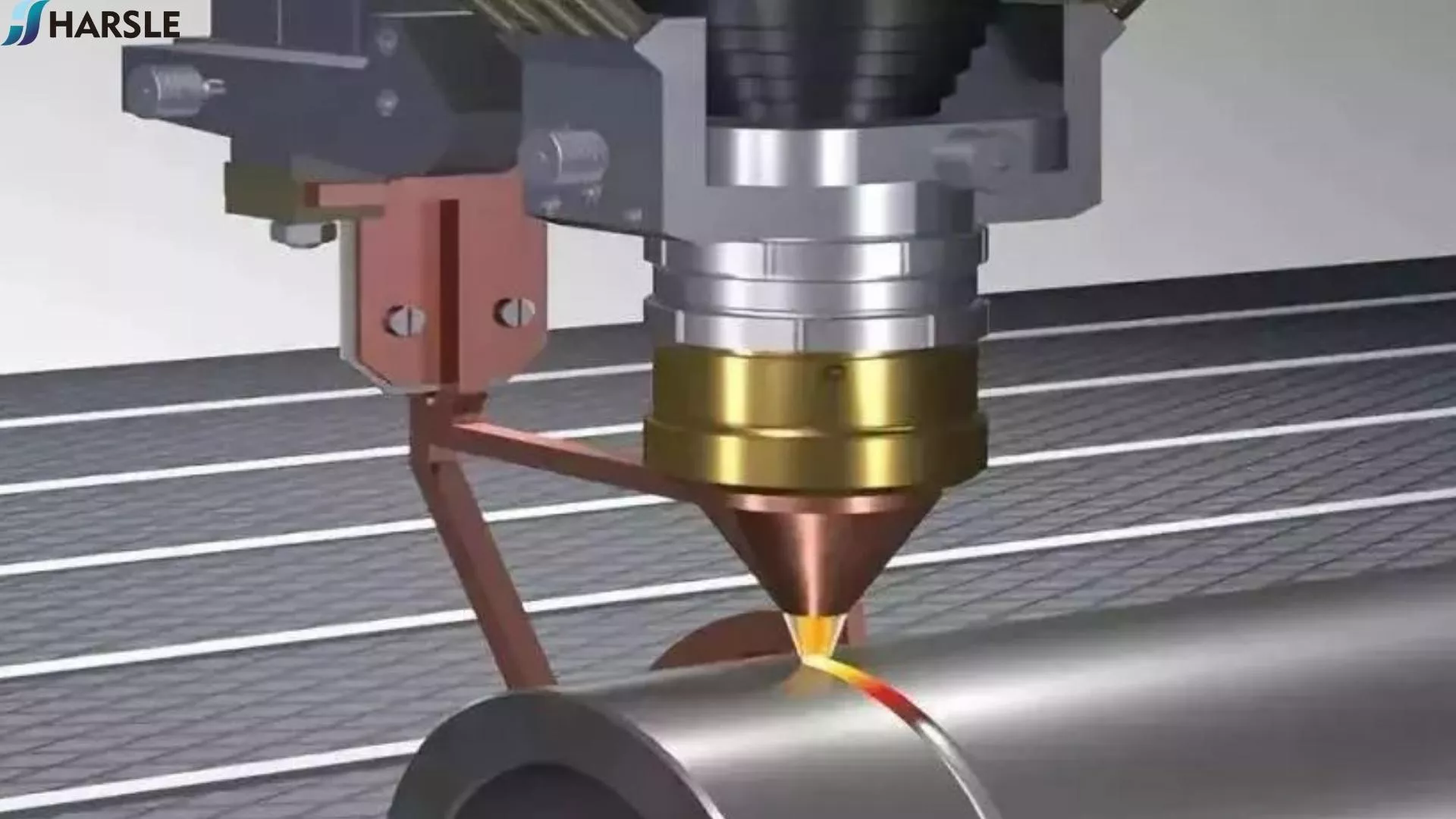
Una testa di saldatura laser è un componente critico di saldatura laser Sistemi progettati per focalizzare e dirigere il raggio laser sul pezzo da saldare per una saldatura precisa ed efficiente. Questa tecnologia utilizza raggi laser ad alta energia per fondere e fondere insieme materiali, in genere metalli o materiali termoplastici, producendo saldature resistenti e pulite.

La testa di lavorazione laser è un componente chiave dell'attrezzatura per la saldatura laser. Utilizzatela per regolare la messa a fuoco e la distanza di lavoro, in modo da ottenere la dimensione del punto laser appropriata. Nella testa di saldatura laser sono integrate unità con diverse funzioni, tra cui la messa a fuoco e l'importazione del laser. Unità, unità di introduzione e distribuzione del gas di protezione, sistema di raffreddamento, sistema di protezione delle lenti, ecc., nel processo di saldatura laser con controllo di feedback, dispongono anche di un'unità di monitoraggio e controllo di feedback.
La testa di lavorazione laser è un componente chiave dell'attrezzatura per la saldatura laser. Utilizzatela per regolare la messa a fuoco e la distanza di lavoro, per ottenere la dimensione del punto appropriata. Nella testa di saldatura laser sono integrate unità con diverse funzioni, tra cui la messa a fuoco e l'importazione del laser. Unità, unità di introduzione e distribuzione del gas di protezione, sistema di raffreddamento, sistema di protezione delle lenti, ecc., nel processo di saldatura laser con controllo di feedback, dispongono anche di un'unità di monitoraggio e controllo di feedback.
La struttura dell'ugello per saldatura laser è relativamente complessa, il che gioca un ruolo importante nel garantire la qualità della saldatura. Molti ugelli laser con caratteristiche specifiche sono stati sviluppati in patria e all'estero. Dal punto di vista della protezione del gas, è necessario garantire che il gas venga introdotto e distribuito uniformemente, e che scorra per garantire una copertura uniforme dell'area di saldatura laser e un buon effetto protettivo. In generale, la progettazione integrata della disposizione coassiale dell'ugello della zona di protezione e del raggio laser è la soluzione più diffusa. Sebbene la struttura sia complessa e il costo elevato, l'effetto protettivo è buono, stabile e affidabile. Il metodo di introduzione del gas protettivo dalla parte anteriore a quella posteriore è relativamente semplice, ma l'effetto protettivo è scarso, quindi è stato raramente utilizzato. Solitamente, la distanza tra l'ugello e il pezzo è compresa tra 3 mm e 10 mm. Il diametro dell'ugello è compreso tra 4 mm e 8 mm e la portata del gas è compresa tra 8 l/min e 30 l/min. La figura seguente mostra lo schema elettrico dell'ugello per saldatura laser.

Quando Saldatura laser CO2 Adotta la protezione dall'ossigeno, i requisiti di progettazione dell'ugello sono più elevati per garantire una buona geometria del flusso di gas. Il principio di base della progettazione è garantire che il gas argon ottenga una portata maggiore per aumentare il metallo liquido e inibire la generazione di plasma. Maggiore è la densità di energia del laser utilizzato, maggiore è la portata di argon richiesta. Tuttavia, una portata eccessiva di gas argon farà esplodere il bagno di fusione e causerà la deviazione della saldatura. L'azoto non richiede una struttura dell'ugello e una geometria del flusso di gas elevate, ma se la densità di potenza del laser è elevata, è necessario adottare misure appropriate per sopprimere la generazione di plasma.
2. Ugello del gas di protezione per saldatura laser:
Nella saldatura laser si distinguono due diversi processi di saldatura:
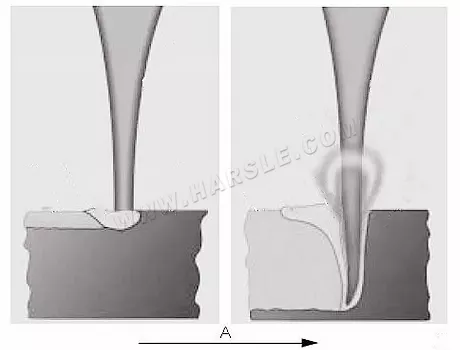
Saldatura a conduttività termica
Saldatura a penetrazione profonda
Nella saldatura a conducibilità termica, il materiale fonde solo in superficie. La saldatura formata ha una profondità di pochi decimi di millimetro. Questo processo di saldatura è utilizzato principalmente per laser Nd:YAG pulsati. A differenza della saldatura a conducibilità termica, la saldatura a penetrazione profonda produce giunti di saldatura molto profondi e molto stretti. La saldatura a penetrazione profonda viene eseguita con laser Nd:YAG in modalità di funzionamento a onda continua.
● Laser pulsato
Per ottenere i migliori risultati di saldatura con un laser pulsato, il filo di saldatura viene solitamente perforato lentamente. La direzione di ingresso del gas di protezione può essere scelta liberamente.
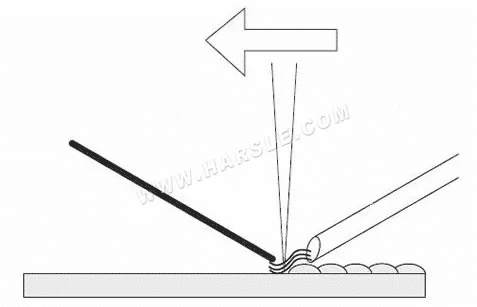
● Laser continuo
Per ottenere i migliori risultati di saldatura con i laser a onda continua, il gas di protezione deve essere immesso in avanti e l'immissione del filo di saldatura deve essere rallentata.

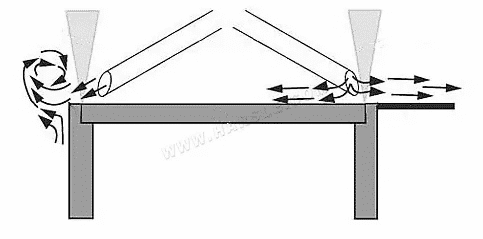
● Saldatura sul bordo
La disposizione degli ugelli di ingresso del gas di protezione deve essere tale da generare un flusso d'aria laminare e uniforme. Soprattutto durante la saldatura sul bordo, si genera un vortice che porta l'ossigeno presente nell'ambiente nella posizione di saldatura. Se il contenuto di ossigeno è > 0,5%, il materiale può reagire con l'ossigeno. In caso di saldatura sul bordo, il vortice del flusso d'aria sul bordo può essere evitato installando una piastra tampone. Per ottenere i migliori risultati di saldatura con i laser a onda continua, il gas di protezione deve essere immesso in avanti e l'ingresso del filo di saldatura deve essere rallentato.
3. Componenti della testa di saldatura laser:
La testa di saldatura laser è composta da un'unità di messa a fuoco e introduzione del laser, un'unità di introduzione e distribuzione del gas di protezione, un sistema di raffreddamento, un sistema di protezione delle lenti, ecc. Nel processo di saldatura laser con controllo di feedback, è inoltre dotata di un'unità di monitoraggio e controllo di feedback.
Innanzitutto, la struttura dell'ugello per saldatura laser è relativamente complessa, ma svolge un ruolo fondamentale nella protezione e nel miglioramento della qualità della saldatura. Inoltre, negli ultimi anni, sia a livello nazionale che estero, sono stati sviluppati ugelli laser di varie forme, in base alle esigenze del mercato e ai requisiti dei prodotti lavorati. Dal punto di vista della protezione del gas, il suo scopo è garantire efficacemente l'introduzione regolare del gas e ottenere una distribuzione equilibrata, che può in definitiva garantire un migliore effetto protettivo. Dal punto di vista attuale, l'ugello della zona di protezione e il raggio laser sono coassiali e hanno iniziato a evolversi verso un design integrato, sebbene tale impostazione sia relativamente complessa e aumenti anche i costi di utilizzo. Tuttavia, in termini di risultato finale, l'effetto protettivo è relativamente buono, stabile e affidabile.
4. Il ruolo della testa di saldatura laser:
La testa di lavorazione laser è un componente chiave dell'attrezzatura per la saldatura laser. Utilizzatela per regolare la lunghezza focale e la distanza di lavoro, in modo da ottenere una dimensione dello spot adeguata.
Quando utilizziamo solitamente apparecchiature come una saldatrice laser, la testa laser è effettivamente in funzione quando il laser viene emesso. Poiché l'apparecchiatura è in fase di saldatura, l'energia richiesta proviene da essa. Per migliorare efficacemente la qualità del lavoro, è necessario eseguire un buon lavoro di protezione e manutenzione in tempo di pace. Innanzitutto, dobbiamo prestare attenzione alla stabilità dell'intero componente, poiché nell'uso effettivo la posizione della testa laser può essere spostata liberamente in base alle esigenze del pezzo da lavorare. Tuttavia, se l'instabilità complessiva si verifica durante l'uso, porterà a una gamma più ampia di deviazioni e il risultato finale farà sì che la qualità dei pezzi lavorati non soddisfi i requisiti corrispondenti, quindi anche questo aspetto deve essere preso in considerazione.