








Tutorial di base per la piegatrice CNC in una fabbrica di lamiere
Se stai cercando una guida chiara e facile da seguire tutorial per la piegatura CNC, sei arrivato nel posto giusto. Come redattore di HARSLE, assisto regolarmente operatori e responsabili di stabilimento nella comprensione del funzionamento fondamentale delle presse piegatrici CNC. In questa guida, descriverò la configurazione, il funzionamento di base e i consigli di manutenzione per le presse piegatrici CNC, aiutandoti a migliorare la precisione, aumentare la produttività e prolungare la durata della macchina. Che tu sia un principiante o che desideri aggiornare le tue conoscenze, qui troverai informazioni preziose.
Pugno di Macchina piegatrice CNC
Il punzone è anche chiamato coltello piegatore CNC e si divide in due tipologie: integrale e diviso. Lunghezza del tipo integrale: 415 mm e 835 mm.
Lunghezza di divisione: 10, 15, 20, 40, 50, 100 (corno sinistro), 100 (corno destro), 200, 300 (mm); possono essere combinati in diverse lunghezze di piegatura con stampi divisi.
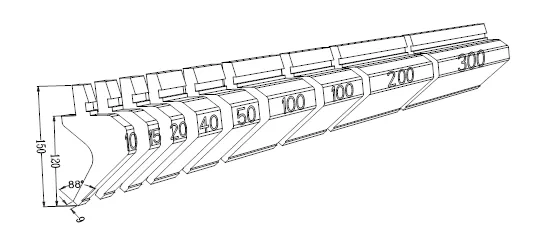
Il punzone si divide in quattro tipi: coltello dritto, coltello piegatore, coltello ad arco e coltello speciale.
1. Tipi di coltello dritto e caratteristiche di lavorazione
Adatto per piegare prodotti simmetrici, la direzione anteriore e posteriore può evitare la posizione, lo spessore dell'utensile è di 6 mm, quindi l'apertura di piegatura può essere piccola quanto 6 mm.
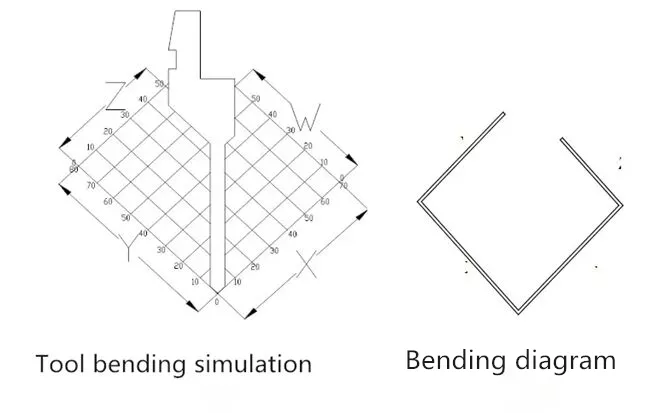
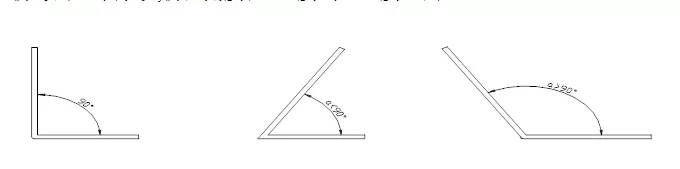
Analisi dell'utensile: dal diagramma di simulazione della piegatura dell'utensile, si può vedere che la parte anteriore e posteriore dell'utensile possono essere evitate, ma la lunghezza di Z e W è inferiore alla lunghezza di X e Y. L'angolo della punta del coltello di questo utensile è di 88 gradi e l'angolo della punta del coltello R è di 0,2. Inoltre, è comune l'uso di utensili con angoli di 30 gradi e 45 gradi.
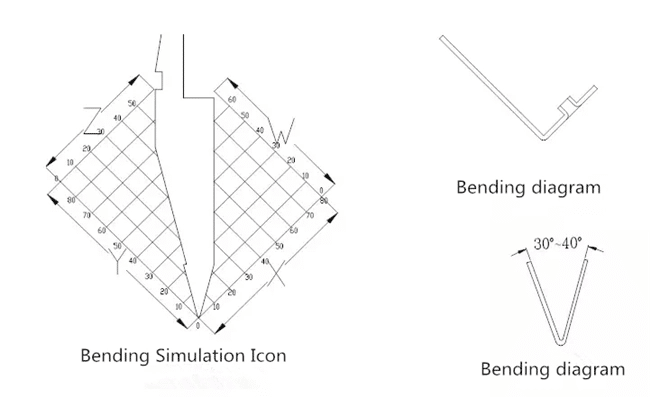
Analisi dell'utensile: angolo della punta del coltello di 30 gradi, angolo R della punta del coltello di 0,67, quindi è possibile piegare l'angolo da 30 gradi a 180 gradi, utilizzando l'angolo ridotto della punta del coltello è possibile evitare il foro del germoglio o il dado, ecc. Può anche essere utilizzato come stampo per inserti profondi. È possibile evitare sia gli utensili anteriori che quelli posteriori.
2. Tipi di coltello piegatore e caratteristiche di lavorazione
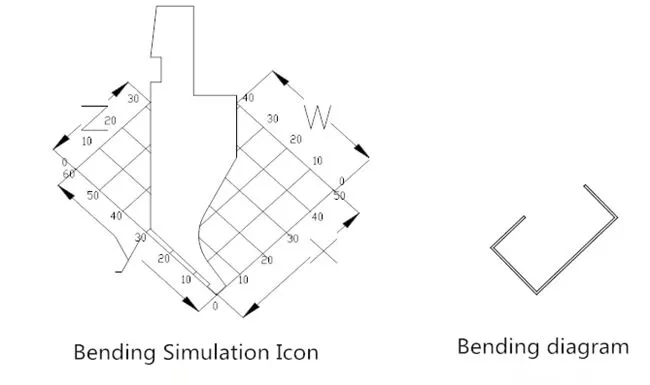
Analisi dell'utensile: l'utensile utilizza principalmente l'evitamento nella direzione W durante il processo di piegatura. Quando X>15 mm, l'effetto di evitamento peggiora sempre di più. Quando Y>30, la condizione di piegatura è soddisfatta, altrimenti l'utensile tornerà indietro. L'utensile è comunemente noto come piccolo coltello da piegatura.
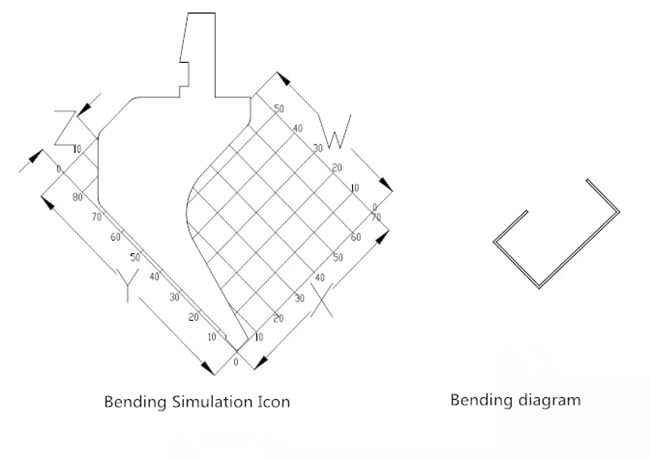
Analisi dell'utensile: l'utensile utilizza principalmente l'evitamento nella direzione W durante il processo di piegatura. Quando X>25MM, l'effetto di evitamento peggiora sempre di più. Quando Y>75, la condizione di piegatura è soddisfatta, altrimenti l'utensile tornerà indietro. L'utensile è comunemente noto come "grande coltello di piegatura".
3. Il tipo di coltello ad arco e le caratteristiche di lavorazione

Analisi dell'utensile: il coltello ad arco si divide in fisso e mobile. Il coltello ad arco soddisfa le condizioni di lavorazione di una diversa piegatura ad arco sostituendo la barra tonda. Quando il coltello a X è X10>10MM, lo evita. L'effetto punta è lo stesso di quello del piccolo machete. Il criterio di selezione più diffuso per la scanalatura a V della matrice è il diametro dell'arco più due spessori della piastra.
4. Tipi di coltelli speciali e caratteristiche di lavorazione
Il coltello speciale per pressa piegatrice comprende punzone e matrice offset, punzone e matrice per orlatura e alcune forme speciali di punzoni.
● L'attuale punzone e matrice offset è divisa in due tipologie: 415 mm e 835 mm. La dimensione della forma divisa è la stessa di quella dell'utensile. La forma di piegatura delle specifiche del disegno è formata, ma quando lo spessore della lamiera è elevato, come T = 2,0, considerando l'indentazione più grave e le limitazioni dello stampo stesso, sarà difficile da formare.

● Il punzone del punzone e della matrice di orlatura è una matrice piana, e la matrice può essere sostituita da una comune matrice di piegatura, ma la scanalatura a V è da evitare. Viene utilizzato principalmente per la lavorazione di appiattimenti di lati morti, rivetti e così via.
Matrice della macchina piegatrice CNC
1. Tipi di matrici per presse piegatrici: piegatrici, inserti, graffatrici, ecc.
⑴ Matrice di piegatura
La scelta della matrice di piegatura per una piegatrice CNC si basa principalmente sullo spessore del prodotto da lavorare. Attualmente, il nuovo standard di selezione delle matrici di Yi Xin Company è 6T, che rappresenta lo standard quando si lavora sul campo in circostanze non particolari. Quando si lavora una scanalatura a V grande o piccola, il coefficiente di piegatura deve essere regolato di conseguenza.
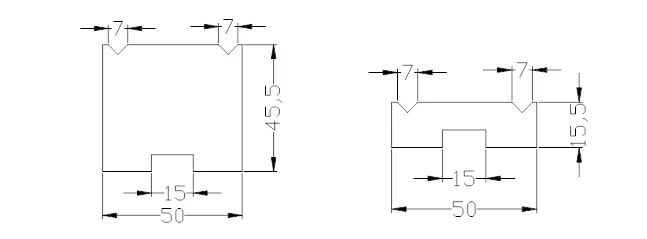
Analisi dello stampo: l'immagine mostra uno dei tipi di matrice. I tipi di scanalature a V includono principalmente 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V e alcuni coltelli speciali per la piegatura di scanalature a V di grandi dimensioni. La matrice è divisa in due tipi in base all'altezza: 46 e 26.
⑵ Inserire la matrice profonda

Analisi dello stampo: nella figura è mostrato uno dei tipi di scanalature a V. I tipi di scanalature a V sono principalmente 4V, 6V, 8V, 12 e alcuni stampi profondi con inserti speciali, adatti per la piegatura a qualsiasi angolo compreso tra 30 e 180 gradi.
⑶ Matrice per orlatura
Attualmente l'azienda non dispone di una matrice speciale per la graffatura, che solitamente viene sostituita da una matrice per la piegatura.
2. Metodo di formatura della pressa piegatrice
⑴ Lavorazione di piegatura a L
Le forme base della curvatura, l'angolo di curvatura è compreso tra 30 gradi e 180 gradi.
Per piegare l'angolo acuto, è necessario inserire la matrice profonda e il punzone acuto, e piegare a 90 gradi o ad angolo ottuso, è possibile scegliere qualsiasi lavorazione dello stampo.
① Il principio della lavorazione di piegatura a L
A: Basato sul principio dei due calibri posteriori (due punti) e posizionati in base alla forma del pezzo in lavorazione.
B: Quando un calibro posteriore è in posizione, prestare attenzione all'inclinazione e alla dimensione di piegatura richiesta che si trova sulla stessa linea centrale.
C: Quando si esegue la piccola piega, la lavorazione in posizione inversa è ottimale.
D: È meglio abbassare la parte centrale del regolo in base al regolo posteriore (il regolo non è facile da sollevare dopo aver fissato la posizione).
E: È meglio affidarsi alla regola laterale più vicina.
F: È meglio affidarsi al lato lungo.
G: Utilizzare la dima come posizione ausiliaria (lo smusso e il lato irregolare sono piegati).
2 Precauzioni di lavorazione della piegatrice CNC interna a L
R: Quando lo stampo viene assemblato, viene eseguita la piegatura e il calibro posteriore deve essere tirato indietro per evitare che il pezzo venga deformato durante il processo di piegatura;
B: Quando la parte interna del pezzo di grandi dimensioni è piegata, a causa della forma del pezzo di grandi dimensioni e della piccola area di piegatura, il coltello e l'area di piegatura sono difficili da sovrapporre, il che rende difficile il posizionamento del pezzo di piegatura o danneggia la piegatura del pezzo.
③ L-precauzioni di lavorazione della piegatura della forma
A: Quando la dimensione piccola è piegata, il punzone e il calibro posteriore interferiscono.
B: Quando la posizione del foro è più vicina alla linea di piegatura o la dimensione del bordo di piegatura è inferiore alla metà di una scanalatura a V, prestare attenzione al materiale di trazione della piega.
④ Metodo di piegatura speciale per la lavorazione di piegatura a L
A: Metodo di piegatura eccentrica
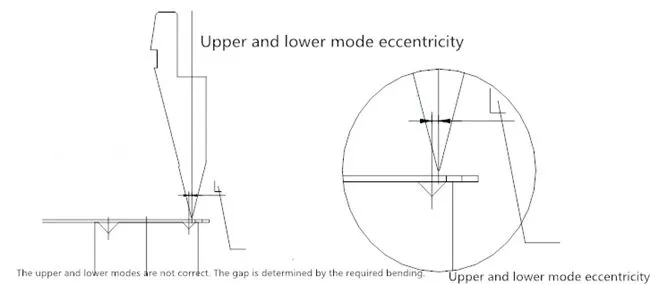
Analisi del processo:
La piegatura eccentrica presenta la differenza tra il carico positivo e quello negativo della matrice. Durante la lavorazione, il materiale di trafilatura viene posizionato sul lato interno o esterno della linea di piegatura per creare una differenza. Inoltre, la piegatura eccentrica è un metodo di lavorazione speciale, che presenta alcuni rischi e non viene utilizzato in circostanze particolari.
B: Metodo di piegatura della linea
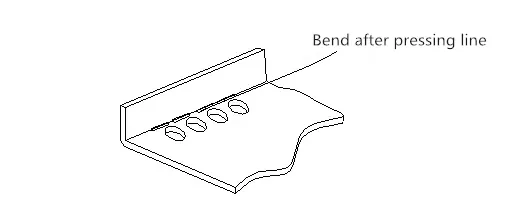
Analisi del processo:
A causa dell'effetto di taglio della piegatura eccentrica, alcuni prodotti con requisiti superficiali elevati non vengono utilizzati. I tempi di pressatura e piegatura sono gli stessi della piegatura eccentrica. Prima della piegatura, è possibile utilizzare una fresa a 88 gradi o una matrice di pressatura speciale per la piegatura. Premere la linea in corrispondenza della linea di piegatura e piegare con lo stampo normale.
C: piccola curva a V, angolo grande, grande pressione a V.
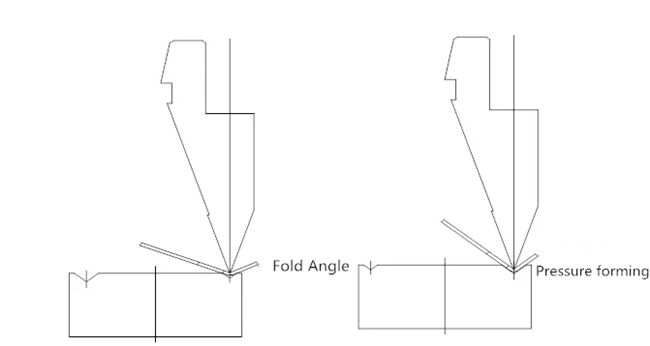
Analisi del processo: utilizzare prima una piccola scanalatura a V per piegare in un angolo ampio, quindi utilizzare lo stampo normale per piegare; questo metodo di lavorazione può evitare le piccole dimensioni di espansione causate dalla piegatura diretta della piccola scanalatura a V.
D: più piegatura della striscia di guarnizione

I quattro metodi di lavorazione sopra descritti possono anche essere combinati, ottenendo così un effetto di stampaggio ancora più ottimale.
Analisi di processo: questo metodo di lavorazione è più adatto a prodotti con requisiti più rigorosi sulla forma del pezzo. Inoltre, nella maggior parte dei casi è limitato alla lavorazione a campione.
⑵ Elaborazione di piegatura a Z
Definizione: Qualsiasi piegatura inversa è una piega a Z.
Campo di lavorazione della piegatura standard: altezza della piegatura a Z > distanza dal bordo della scanalatura a V più T.
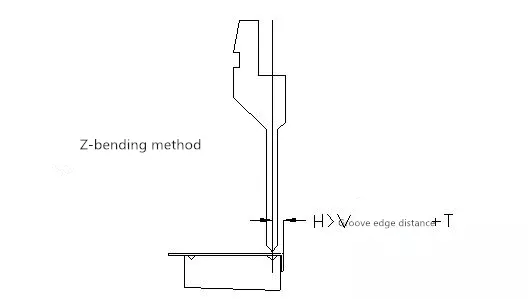
La dimensione minima della lavorazione è limitata dallo stampo di lavorazione, mentre la dimensione massima della lavorazione è determinata dalla forma della macchina di lavorazione.
① Elaborazione Z passi Z
A: Innanzitutto, la piegatura a L viene elaborata secondo il metodo di lavorazione della piegatura a L;
B: Elaborazione della piegatura a Z mediante piegatura a L;
(Oppure eseguire la piegatura a Z sull'altro lato della piegatura a L.)
② Principio di piegatura a Z della lavorazione a Z
A: È conveniente fare affidamento sulla posizione e sulla buona stabilità;
B: Generalmente la posizione è la stessa della piegatura a L;
C: Quando si lavora nella seconda posizione, il pezzo e la matrice devono essere piatti.
③ Precauzioni per l'elaborazione Z
A: L'angolo di lavorazione della piegatura a L deve essere in posizione, generalmente richiede 89,5 gradi - 90 gradi;
B: Dopo aver impostato la regola, tirare indietro per evitare che il pezzo in lavorazione si deformi.
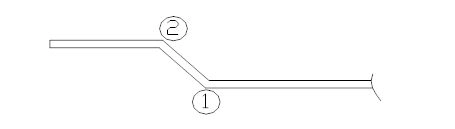
④ Metodi di elaborazione generali Z
A: si dovrebbe considerare la sequenza di elaborazione nella figura seguente, prima la piega 1 e poi la piega 2.
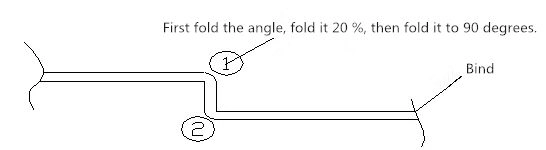
B: Prima piegatura di tipo L e poi elaborazione piegatura Z, e verifica se il processo di piegatura Z interferisce con la piattaforma della macchina.
a: In caso di interferenza, piegare prima 1 ad un angolo ampio, poi piegare 2, quindi pressurizzare 1;
b: Se non ci sono interferenze, secondo il metodo generale di lavorazione della piegatura a Z, piegare prima 1 e poi 2.
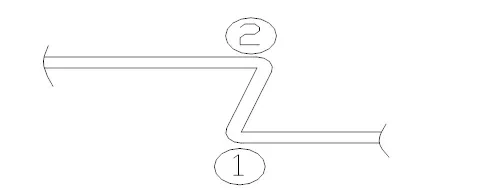
C: Due angoli acuti piegati a Z, prima piegare a 90 gradi, quindi inserire profondità 2, inserire profondità 1.
⑤ Metodi di lavorazione speciali di piegatura a Z:
A: Lavorazione eccentrica dello stampo inferiore;
B: Lavorazione con una piccola scanalatura a V;
C: prima piegare l'angolo grande e poi pressurizzare;
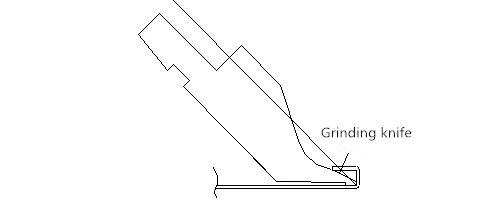
D: Selezionare la matrice di macinazione.
⑥ Altri metodi di lavorazione della piegatura a Z:
A: Lavorazione con stampo offset;
B: Formato da uno stampo facile.
⑶ Elaborazione di piegatura N
Definizione: Lavorazione continua due volte sulla stessa superficie di lavorazione per la lavorazione di piegatura N.
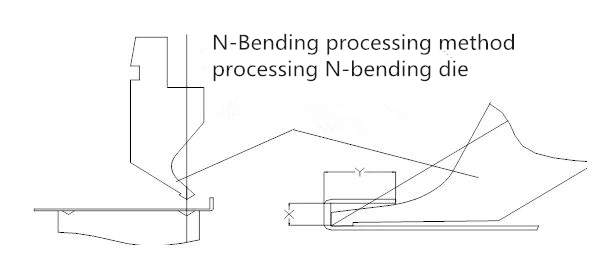
① Considerazioni generali sulla lavorazione della piegatura N:
A: Il primo angolo di piegatura deve essere inferiore o uguale a 90 gradi;
B: Dopo aver elaborato la seconda piega, il calibro deve essere basato sulla superficie lavorata.
② Metodi di elaborazione N-speciali:
A. Quando l'interferenza della dimensione Y della piegatura N dello stampo superiore è leggera ==>Flessione della piegatura N e quindi utilizzo del punzone di orlatura e della formatura dello stampo
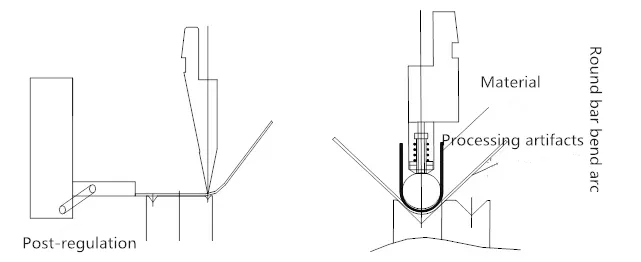
B. Quando l'interferenza di dimensione Y di flessione N è molto grande
==>Piegare la linea e piegarla fino all'interferenza. Dopo aver piegato la B, la B viene piegata e poi utilizzata (punzone e matrice per orlatura + imbottitura) per modellarla.

C: Lavorato con un coltello abrasivo.
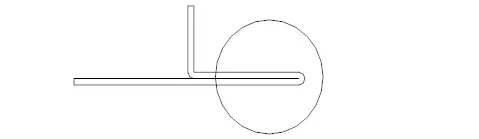
⑷ Elaborazione dell'arco
La lavorazione ad arco circolare si divide in due tipologie: arrotondamento con matrice di piegatura e lavorazione ad arco circolare. La lama ad arco si divide in due tipologie: fissa e tonda.
① Precauzioni di lavorazione:
A: Quando si lavora con una matrice a 90 gradi, ci saranno casi in cui la lavorazione non è a posto, quindi è necessario spingere a mano o, se le condizioni lo consentono, con una matrice a 88 gradi;
B: Il dispositivo di rilevamento viene utilizzato principalmente per garantire le dimensioni dell'aspetto del pezzo;
C: Elaborazione di un arco di 90 gradi, la selezione della matrice è 2 (R+T).
3. Disposizione del processo di piegatura
⑴ I principi di base del layout del processo di piegatura
A. Piegatura dall'interno verso l'esterno
B. Piegatura da piccola a grande
C. Prima piega la forma generale, poi piega la forma complessa
D. La piegatura pre-processo non influisce sul principio post-processo
⑵ Esempio di layout del processo
Indipendentemente dalla complessità del pezzo, esso è composto da diversi metodi di lavorazione separati. Pertanto, è necessario padroneggiare il metodo di funzionamento di ciascun metodo di piegatura e imparare a utilizzarli in combinazione per poter adattare la piegatura a diverse forme del pezzo durante l'operazione.

3. Le scelte di posizionamento benchmark

A. Posizionamento sul lato più vicino;
B. Posizionamento con lati larghi;
C. Provare a ridurre l'errore cumulativo piegando i bordi senza piegarli o curvarli.
D. Il numero di pezzi punzonati, posizionamento senza sbavature e giunzioni;
E. Posizionamento con una piccola deformazione del pezzo;
F. Prova a scegliere due posizioni fisse successive;
G. È possibile aggiungere posizionamenti ausiliari ad entrambe le estremità dello stampo, come magneti;
H. Per pezzi irregolari, utilizzare il laser per tagliare il dispositivo di posizionamento;
I. L'angolo grande o la curva a U non determinano la posizione.
4. Principi per la selezione delle macchine da lavoro in cantiere
A. selezionare la macchina in base alla larghezza di piegatura;
B. Selezionare una macchina in base alla lunghezza della curva;
C. Selezionare la macchina in base alla pressione richiesta per la piegatura;
D. Selezionare la macchina in base al numero di stazioni di lavorazione;
E. In base al tipo di macchina in loco, viene selezionato il numero della macchina.
F. Selezionare la macchina in base alle esigenze specifiche dello stampo;
G. Selezionare la macchina in base al requisito di prevenzione;
H. Selezionare la macchina in base all'intervallo di movimento del palo-regola;
I. Selezionare la macchina in base alla forma del regolo.
5. I metodi di controllo della dimensione di piegatura
A. Evitare errori cumulativi e misurare la dimensione non piegata per ogni elaborazione.
B. Evitare di appoggiarsi al bordo piegato per evitare un angolo ampio.
C. Deve trattarsi di un prodotto piegato contro il bordo e l'angolo della prima piega deve essere leggermente inferiore a 90 gradi;
D. Determinare la precisione del calibro prima dell'elaborazione;
E. Eseguire la prima ispezione prima dell'elaborazione formale ed effettuare una buona ispezione durante l'elaborazione;
F. In base ai requisiti di precisione dei prodotti lavorati, selezionare la macchina appropriata;
G. Evitare di selezionare utensili con cuori diversi. Verificare che i punti di punzonatura siano sulla stessa linea prima della lavorazione.
H. Scegliere un buon metodo di elaborazione e un buon metodo di layout del processo per semplificare la difficoltà di elaborazione;
I. Posizione precisa, è possibile rilevare immediatamente una posizione anomala.
America-Miami-Customer-Feeback.jpg)










