








Quando si tratta di una lavorazione efficiente dei metalli, comprendere il funzionamento delle punzonatrici è fondamentale. Se vi state chiedendo come funzionano le punzonatrici e perché sono essenziali per la produzione, siete nel posto giusto. In questo articolo, spiegherò il funzionamento delle punzonatrici, il loro processo di configurazione e i motivi principali per cui sono indispensabili per la lavorazione dei metalli. Che stiate esplorando l'automazione o che vogliate migliorare la qualità della produzione, questa guida vi fornirà le informazioni pratiche di cui avete bisogno.
Come funziona una punzonatrice?
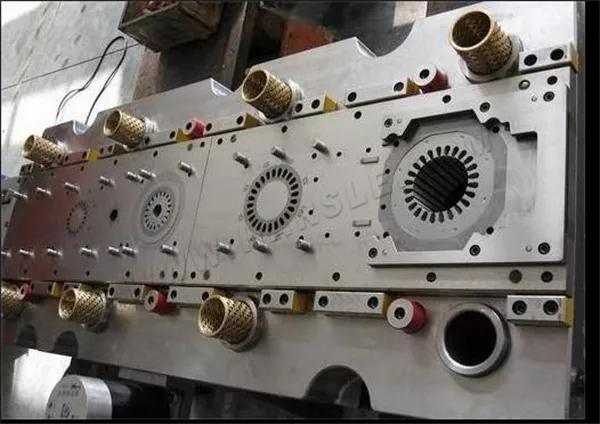
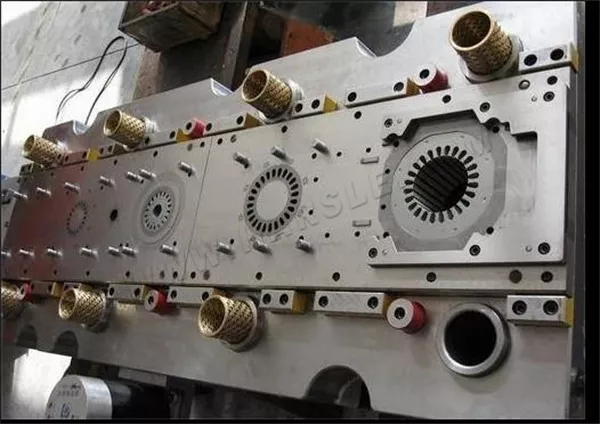
Una punzonatrice funziona applicando una forza controllata a un gruppo punzone e matrice, creando fori o forme nella lamiera o in altri materiali. Il punzone preme sul materiale con una forza significativa, tranciandolo contro la matrice per ottenere un taglio netto e preciso. Le punzonatrici moderne utilizzano spesso sistemi idraulici, meccanici o CNC per una maggiore velocità e precisione. Comprendere il processo di lavoro di una punzonatrice è essenziale per ottenere risultati di alta qualità con il minimo spreco.
Punzonatrice Caratteristiche
⒈Interfaccia operativa intuitiva, è sufficiente immettere i parametri delle coordinate del foro del prodotto per elaborarlo senza programmazione;
⒉L'interfaccia operativa dello schermo di controllo numerico è più intuitiva e comoda;
⒊Ampia gamma di lavorazione: è possibile lavorare una varietà di fori di varie specifiche e forme cambiando lo stampo;
⒋Alimentazione pneumatica, punzonatura idraulica, funzionamento stabile;
⒌La macchina può elaborare fino a un numero illimitato di fori in modo continuo e i fori elaborati sono privi di sbavature, il che è semplice ed estetico;
⒍La macchina utensile è facile da regolare e il cambio dello stampo è rapido, il che può far risparmiare notevolmente tempo di regolazione;
⒎La consistenza dei prodotti lavorati in modo automatizzato è buona e la qualità del prodotto è più stabile.

Campo di applicazione della punzonatrice:
1. Braccio trasversale della rete di distribuzione del settore elettrico da 10 kV, alesatura della torre di ferro, riparazione dei fori, apertura; centrale elettrica, sottostazione, sbarre collettrici in rame e alluminio, morsetti per linee di apparecchiature, acciaio piatto e altre aperture.
2. Ispezione e rinforzo nei settori ferroviario, postale e delle telecomunicazioni, petrolifero, geologico ed edile. Poiché la macchina non necessita di energia elettrica, è particolarmente adatta per operazioni sul campo, ad alta quota e sottomarine.
Note sulla punzonatrice:
1. Prima dell'operazione, verificare che il punzone e la matrice siano compatibili, altrimenti l'host verrà danneggiato.
2. Prima della punzonatura, la matrice deve essere avvitata saldamente.
3. Se durante il funzionamento vengono rilevati guasti anomali, la punzonatura deve essere interrotta e il guasto deve essere eliminato per evitare danni alla macchina.
4. La vite e il dado devono essere lubrificati con olio.
Il principio di funzionamento della punzonatrice:
Il suo principio di funzionamento è che il motore aziona la ruota inerziale per continuare a funzionare. Quando non è attivata, la ruota inerziale continua ad accumulare energia attraverso la molla. Quando si preme il pedale, l'energia immagazzinata dalla ruota inerziale segue la guida di trasmissione. Quando l'asta viene trasferita alla punta del trapano, un punzone viene impresso sull'oggetto.
Classificazione delle macchine punzonatrici:
Oggi si divide principalmente in punzonatrici CNC e idrauliche. Le prime sono utilizzate principalmente per la punzonatura di prodotti morbidi come pelle, plastica, PVC, carta, ecc. Le seconde sono generalmente utilizzate per la punzonatura di fori in lamiere come lamiere di rame, lamiere di acciaio e angolari. Sono particolarmente adatte per alcune operazioni nei settori energetico ed edile.
Nota sul Punzonatrice:
Le punzonatrici sono generalmente adatte alla lavorazione di alcuni materiali morbidi e sfruttano la forza di gravità per far sì che la punta del trapano si riduca durante la lavorazione; è quindi necessario prestare attenzione alla forza di sollevamento, altrimenti si verificheranno crepe nel materiale in lavorazione. Non guardare verso il basso durante l'operazione per evitare che gli scarti danneggino gli occhi, non mettere le mani nel raggio d'azione della punzonatrice e assicurarsi che non vi siano altri lavoratori estranei nella zona di pericolo.
Introduzione alla struttura della punzonatrice
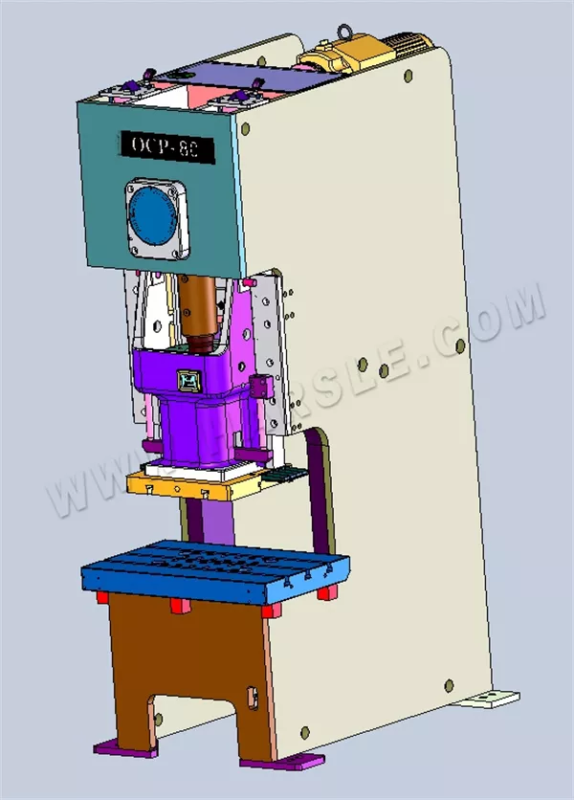
Esistono vari tipi di punzonatrici, ma a causa dei diversi principi strutturali, anche il prezzo e gli effetti della lavorazione variano di conseguenza. Naturalmente, anche per diversi tipi di presse, esiste sempre una struttura comune. Questo articolo presenta alcune strutture e componenti comuni delle presse, e ne illustra le caratteristiche e i componenti per aiutarvi a comprenderle e utilizzarle meglio.
●Breve struttura
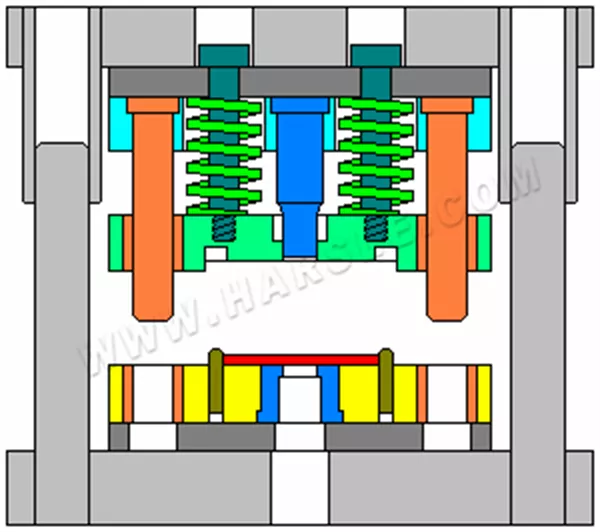
Stampo superiore: Lo stampo superiore è la parte superiore dell'intero stampo di punzonatura, ovvero la parte dello stampo di punzonatura installata sulla slitta della pressa.
Supporto superiore dello stampo: il supporto superiore dello stampo è la parte superiore della piastra dello stampo superiore, che si trova vicino alla slitta della pressa durante il funzionamento ed è fissata alla slitta della pressa tramite la maniglia dello stampo o direttamente.

Stampo inferiore: Lo stampo inferiore è la parte inferiore dell'intero stampo, ovvero la parte dello stampo montata sul tavolo della pressa.
Portastampo inferiore: Il portastampo inferiore è la parte a piastra della superficie inferiore dello stampo inferiore, che viene fissata direttamente al tavolo della pressa o al tampone durante il lavoro.
Muro di confine: La parete del bordo è la parete laterale del bordo del foro dello stampo per la punzonatura.
Pendenza del bordo: La pendenza del bordo è la pendenza di ciascun lato della parete del bordo del foro dello stampo di tranciatura.
Cuscino d'aria: Il cuscino d'aria è un dispositivo a scomparsa alimentato ad aria compressa.

Blocco di pressione sul lato inverso: Il blocco di pressione sul lato opposto è la parte che sostiene lo stampo convesso a forza unidirezionale dall'altro lato della superficie di lavoro.
Manicotto di guida: il manicotto di guida è una parte tubolare che fornisce una guida precisa per il movimento relativo dei portastampi superiore e inferiore, per lo più fissato nel portastampo superiore e utilizzato insieme al pilastro di guida fissato nel portastampo inferiore.
Piastra guida: La piastra di guida è una piastra con un foro di scorrimento preciso nello stampo convesso, utilizzata per garantire l'allineamento reciproco dello stampo convesso e dello stampo concavo e per scaricare il materiale (pezzi).
Pilastro guida: Il pilastro guida è una parte cilindrica che fornisce una guida precisa per il movimento relativo dei portastampi superiore e inferiore, per lo più fissato nel portastampo inferiore e utilizzato insieme al manicotto guida fissato nel portastampo superiore.
Perno guida: Il perno guida è una parte a forma di perno che si estende nel foro del materiale per guidarne la posizione nello stampo concavo.
Stampo piastra guida: La piastra guida è uno stampo guidato da una piastra guida e lo stampo convesso non si separa dalla piastra guida quando lo stampo viene utilizzato.
Piastra guida: La piastra di guida è una parte di guida a forma di piastra che serve a guidare il materiale in strisce (strisce, rotoli) nello stampo concavo.

Supporto stampo guida: Il portastampo del pilastro guida è il portastampo in cui il pilastro guida e il manicotto guida scorrono l'uno contro l'altro.
Stampo di punzonatura: Lo stampo di punzonatura è un'attrezzatura di processo installata sulla pressa per la produzione di pezzi punzonati ed è costituito da due parti, superiore e inferiore, che si incastrano tra loro.
Stampo convesso: Lo stampo convesso è una parte convessa dello stampo che forma direttamente la parte punzonata, cioè la parte con la forma della superficie di lavoro.
Stampo concavo: Lo stampo concavo è la parte concava dello stampo che forma direttamente la parte punzonata, cioè la parte con la forma interna della superficie di lavoro.
Piastra protettiva: La piastra protettiva è una parte della piastra che impedisce alle dita o a corpi estranei di entrare nella zona pericolosa per la vita.
Piastra di pressatura (cerchio): La piastra di pressatura (cerchio) è una parte dello stampo utilizzata per trattenere il materiale da stampare o per controllare il flusso del materiale. Nello stampo per imbutitura profonda, la maggior parte delle piastre di pressatura è chiamata cerchio di pressatura.
Tendine di crimpatura: Il tendine di crimpatura è una sporgenza simile a un tendine utilizzata per controllare il flusso del materiale nello stampo di imbutitura o nello stampo di imbutitura profonda, che può essere una struttura parziale dello stampo o dell'anello di crimpatura o una parte separata inserita nello stampo o nell'anello di crimpatura.
Soglia del materiale pressato: La soglia del materiale pressato è il nome specifico della barra di materiale pressato con sezione trasversale rettangolare. Vedi "tendino di materiale pressato".
Piastra portante del materiale: La piastra di supporto del materiale è una parte della piastra utilizzata per estendere il piano superiore dello stampo concavo per supportare il materiale pressato.
Stampo continuo: Uno stampo continuo è uno stampo con due o più stazioni in cui il materiale viene immesso in una stazione alla volta con la corsa della pressa, in modo che la parte punzonata venga formata gradualmente.
Bordo laterale: Il bordo laterale è uno stampo convesso che taglia una tacca per la posizione di alimentazione sul lato del materiale della striscia (striscia, bobina).
Piastra di pressione laterale: La piastra di pressione laterale è una parte della piastra che esercita una pressione su un lato del materiale della striscia (striscia, bobina) per mezzo di una molla, in modo da avvicinare l'altro lato alla piastra di guida.

Barra superiore: La barra superiore è una parte a forma di asta che espelle direttamente o indirettamente il lavoro (sequenza) o gli scarti con un movimento verso l'alto.
Piastra superiore: La piastra superiore è una parte della piastra che si muove nello stampo concavo o nel modulo per espellere il lavoro (sequenza) o gli scarti direttamente o indirettamente mediante un'azione verso l'alto.
Squillo: L'anello è una sporgenza a forma di anello di denti sullo stampo di tranciatura fine o sulla piastra della pressa con denti, ed è una struttura parziale dello stampo o della piastra della pressa con denti piuttosto che una parte separata.
Manicotto limite: Il manicotto di limitazione è una parte tubolare utilizzata per limitare l'altezza minima di chiusura dello stampo e solitamente è posizionata all'esterno del pilastro guida.
Colonna limite: La colonna di limitazione è un elemento a forma di colonna che serve a limitare l'altezza minima di chiusura dello stampo.
Perno di posizionamento (piastra): Il perno di posizionamento (piastra) è un elemento che garantisce la posizione costante delle parti di processo nello stampo e, per le sue diverse forme, viene chiamato perno di posizionamento o piastra di posizionamento.
Piastra fissa: La piastra fissa è una parte della piastra per fissare lo stampo convesso.
Piastra di scarico fissa: La piastra di scarico fissa è la piastra di scarico fissata sullo stampo in posizione inamovibile.
Perno di arresto fisso (piastra): Il perno di arresto fisso (piastra) è un perno di arresto (piastra) fissato nello stampo.
Scaricatore: Lo scaricatore è una parte o un dispositivo non a piastra che rimuove il lavoro (sequenza) dalla superficie esterna dello stampo.
Piastra di scarico: La piastra di scarico è una parte fissa o mobile a forma di piastra che rimuove il materiale o i pezzi dallo stampo. La piastra di scarico è talvolta realizzata in un tutt'uno con la piastra di guida e svolge anche la funzione di guida del materiale, chiamata anche piastra di scarico.
Vite di scarico: La vite di scarico è una vite fissata sulla piastra di scarico a scomparsa, utilizzata per limitare la posizione statica della piastra di scarico a scomparsa.
Stampo a processo singolo: uno stampo a processo singolo è uno stampo che completa un solo processo in una sola corsa della pressa.

Taglierina per rottami: Esistono due tipi di taglierine per rottami:
1. taglierina installata sullo stampo del bordo di taglio della flangia per tagliare l'intero cerchio di scarto del bordo di taglio per facilitarne la rimozione;
2. taglierina installata sulla pressa o sullo stampo per tagliare gli scarti di striscia (striscia, rotolo) in base alla lunghezza fissata per facilitarne la rimozione.
Stampo per punzonatura combinato: lo stampo per punzonatura combinato è un set generico e regolabile di stampi per punzonatura che formano varie parti da punzonare passo dopo passo secondo elementi geometrici (linea retta, angolo, arco, foro). Il contorno di una parte da punzonatura piatta richiede generalmente diversi set di stampi combinati da punzonare in più fasi.
Perno di arresto di avviamento (piastra): il perno di arresto di avviamento (piastra) è un componente che serve per il posizionamento durante l'alimentazione dell'estremità iniziale del materiale. I perni di arresto di avviamento (piastre) sono mobili.
Pezzo: il pezzo è uno stampo completamente concavo, uno stampo convesso, una piastra di scarico o una piastra fissa, ecc.
Blocco (piastra): il blocco (piastra) serve per il bordo laterale del materiale intagliato che alimenta i pezzi temprati per il posizionamento e viene utilizzato per bilanciare il bordo laterale della forza di taglio unilaterale. Il blocco (piastra) viene generalmente utilizzato insieme al bordo laterale.
Perno di arresto (piastra): il perno di arresto (piastra) è il materiale lungo la direzione di alimentazione delle parti di posizionamento, con diverse forme e chiamato perno di arresto o piastra di arresto. Perno di arresto (piastra) è il nome collettivo di perno di arresto fisso (piastra), perno di arresto mobile (piastra), perno di arresto di avviamento (piastra), ecc.
Tampone: il tampone è una parte di piastra temprata tra la piastra fissa (o stampo concavo) e la base dello stampo, per ridurre la sollecitazione di compressione unitaria della base dello stampo.

● Struttura dettagliata
Lo stampo sulla pressa è la parte superiore dello stampo, ovvero la parte dello stampo montata sulla slitta della pressa. Lo stampo inferiore è la parte inferiore dello stampo, ovvero la parte dello stampo montata sul tavolo della pressa. Il portastampo inferiore è la parte della piastra sul lato inferiore dello stampo inferiore. La parete del bordo è la parete laterale del bordo del foro dello stampo di punzonatura. L'inclinazione del bordo è l'inclinazione di ciascun lato della parete dello stampo. Il cuscino d'aria è un dispositivo a scomparsa alimentato ad aria compressa. La contropressa è un elemento che supporta lo stampo sottoposto a sollecitazione unidirezionale dall'altro lato della superficie di lavoro.
La guida di punzonatura è un componente tubolare progettato per garantire il preciso allineamento dei portastampi superiore e inferiore durante il funzionamento. In genere, è fissata al portastampo superiore e interagisce con un pilastro di guida montato sul portastampo inferiore. Il perno di guida, invece, è un elemento a forma di perno inserito nel foro del materiale per posizionarlo con precisione all'interno dello stampo concavo, garantendone il corretto posizionamento durante il processo di punzonatura.
La piastra di guida, d'altra parte, funge da componente a forma di piastra che indirizza il materiale in strisce o laminato nello stampo concavo. In uno stampo con piastra di guida, lo stampo convesso rimane attaccato alla piastra di guida durante l'uso, mantenendo l'allineamento durante l'intera operazione. Inoltre, il portastampo con montante di guida si riferisce al tipo di portastampo in cui il montante di guida e il manicotto di guida scorrono l'uno contro l'altro per facilitare un movimento fluido e preciso.
Uno stampo di punzonatura è uno strumento di processo installato su una pressa per produrre pezzi punzonati. È costituito da due sezioni corrispondenti: lo stampo superiore e quello inferiore. Lo stampo convesso è la parte rialzata che modella direttamente il pezzo punzonato, mentre lo stampo concavo è la parte incassata che lo completa, contribuendo anche alla forma finale del pezzo. Per garantire la sicurezza durante il funzionamento, viene installata una piastra protettiva per impedire alle dita o a corpi estranei di entrare nell'area pericolosa attorno allo stampo.
La barra di pressatura è una sporgenza a forma di nervatura presente negli stampi per imbutitura o imbutitura profonda, progettata per controllare il flusso del materiale durante la formatura. Può essere parte integrante dello stampo concavo o dell'anello della pressa. Quando la barra di pressatura ha una sezione trasversale rettangolare, viene specificamente definita soglia di pressatura. Inoltre, una piastra di supporto viene utilizzata per estendere la superficie superiore dello stampo, fornendo un supporto aggiuntivo per il materiale da pressare.
Il bordo laterale della pressa è uno stampo convesso progettato per tagliare una tacca di posizionamento lungo il lato del materiale in striscia o bobina, contribuendo a garantire il corretto allineamento durante la lavorazione. La piastra di pressione laterale utilizza un meccanismo a molla per applicare pressione su un lato della striscia o bobina, forzando il lato opposto contro la piastra di guida per un posizionamento accurato. La barra superiore è un componente a forma di asta che spinge direttamente o indirettamente il pezzo in lavorazione o il materiale di scarto verso l'alto per facilitarne la rimozione dallo stampo.
La piastra superiore opera all'interno dello stampo o del modulo, muovendosi verso l'alto per espellere il pezzo o lo scarto, direttamente o indirettamente. Il manicotto di limitazione è un componente tubolare utilizzato per limitare l'altezza minima di chiusura dello stampo, prevenendo la sovracompressione. Analogamente, il perno di limitazione è un elemento a forma di perno che definisce e mantiene l'altezza minima di chiusura durante il funzionamento dello stampo, garantendo prestazioni costanti e sicure.
Le piastre di fissaggio del punzone sono piastre che sostengono lo stampo. La piastra di scarico fissa è una piastra fissata allo stampo in una posizione fissa. Il perno di arresto fisso (piastra) è un perno di arresto fissato allo stampo. Lo scaricatore è un componente o dispositivo non piastra che rimuove il pezzo dalla superficie esterna dello stampo. La vite di scarico è una vite fissata alla piastra di scarico a scomparsa.

Lo stampo monoprocesso è uno stampo che completa un solo processo in un'unica corsa della pressa. Esistono due tipi di frese per scarti. Gli stampi combinati sono set di stampi universali e regolabili che formano diverse parti da punzonare passo dopo passo secondo elementi geometrici (linea retta, angolo, arco, foro). Il contorno di una parte da punzonare piana richiede generalmente diversi set di stampi combinati da punzonare in più fasi. Il perno di arresto iniziale (piastra) è un elemento di posizionamento durante l'alimentazione dell'estremità iniziale del materiale. Il blocco è uno stampo completamente concavo, uno stampo convesso, una piastra di scarico o una piastra fissa, ecc. Il blocco (piastra) è generalmente utilizzato insieme al bordo laterale.
Conclusione
Comprendere il funzionamento di una punzonatrice è fondamentale per accelerare ed ottimizzare la produzione nella lavorazione dei metalli. Padroneggiando la configurazione, il funzionamento e la manutenzione della vostra punzonatrice, potete massimizzare la produttività riducendo al minimo i tempi di fermo e gli sprechi. Se siete pronti a esplorare soluzioni di punzonatura ad alte prestazioni o avete bisogno di una consulenza esperta sulla scelta della macchina giusta per la vostra azienda, non esitate a contattare il nostro team HARSLE per un supporto personalizzato.



