








Macchina laminatrice a quattro rulli
Macchina laminatrice a quattro rulli
Una calandra a 4 rulli, nota anche come piegatrice per lamiere a quattro rulli o calandra a quattro rulli, è un tipo di macchina utilizzata per piegare o calandrare lamiere in forme cilindriche o coniche. Funziona basandosi sui principi della deformazione del materiale e della manipolazione meccanica. La macchina è composta da quattro rulli, due rulli inferiori più grandi vengono utilizzati per guidare la lamiera e due rulli superiori più piccoli vengono utilizzati per applicare pressione e piegare la lamiera. Questa progettazione offre diversi vantaggi rispetto alle tradizionali macchine a tre rulli, come una maggiore precisione e un rischio ridotto di deformazione.
Struttura
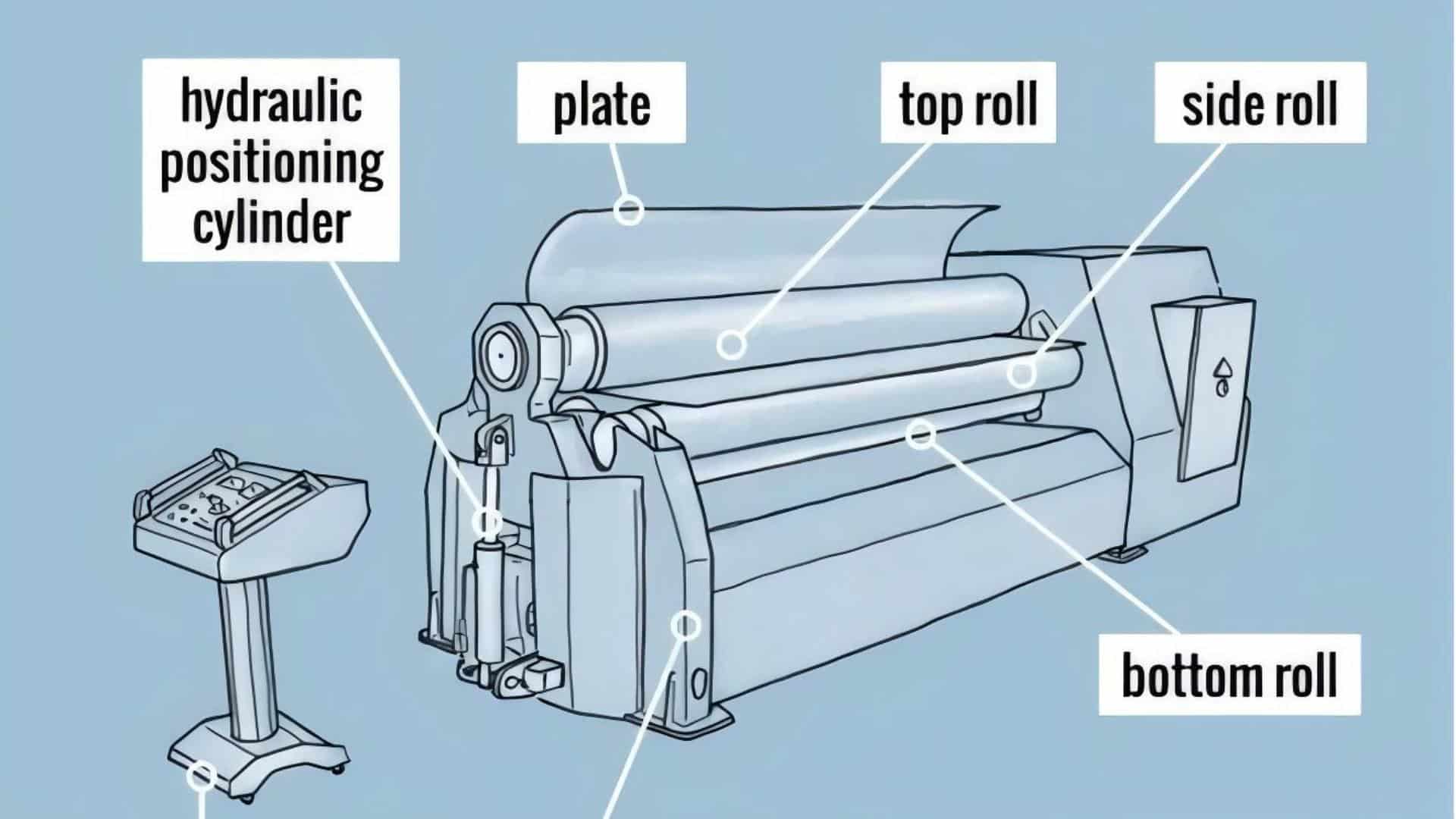
La figura 1 mostra la struttura del quattro rulli macchina per laminazione.

Una macchina laminatrice a quattro rulli è composta principalmente da queste parti: cilindro di posizionamento idraulico, pannello di controllo, rullo superiore, rullo laterale, rullo inferiore, telaio della macchina.

La calandra a quattro rulli è adatta per la laminazione e la formatura di lamiere. Può laminare pezzi tondi, curvi e conici entro un certo intervallo e ha la funzione di pre-laminare l'estremità della lamiera. I bordi dritti rimanenti sono piccoli e l'efficienza di lavoro è elevata. La lamiera può essere livellata approssimativamente sulla macchina.
Principio di funzionamento

La posizione del rullo superiore è fissa e il rullo inferiore si muove linearmente verso l'alto per bloccare la piastra d'acciaio. I rulli su entrambi i lati della linea o dell'arco vengono spostati verso l'alto per regolare il raggio di curvatura del rullo. La macchina a quattro rulli e quella a tre rulli hanno movimenti diversi, ma il principio di funzionamento è lo stesso e il principio circolare a tre punti viene utilizzato per eseguire la laminazione di raggi diversi. Tuttavia, il bordo dritto della pre-laminazione della macchina a quattro rulli e la rotondità del cerchio di calibrazione sono migliori di quelli della macchina a tre rulli.
1. Preparazione: l'operatore della macchina prepara la lamiera assicurandosi che sia pulita, correttamente allineata e posizionata correttamente tra i rulli inferiore e superiore. Lo spessore, la larghezza e il raggio di curvatura della lamiera vengono impostati in base alla forma finale desiderata.

2. Posizionamento iniziale: i rulli inferiori della macchina vengono regolati per sostenere il peso della piastra e garantire l'allineamento iniziale. I rulli superiori vengono regolati nella posizione più alta per consentire un facile inserimento della piastra.
3. Inserimento: la piastra metallica viene inserita tra i rulli inferiore e superiore attraverso l'apertura di ingresso della macchina. L'operatore si assicura che la piastra sia centrata e allineata con i rulli.

4. Regolazione: l'operatore regola la posizione dei rulli inferiore e superiore per ottenere il raggio di curvatura e la curvatura desiderati. Questa regolazione è fondamentale per ottenere il raggio di curvatura corretto senza causare sollecitazioni eccessive sulla lamiera.
5. Piegatura: i sistemi idraulici o meccanici della macchina vengono attivati per azionare i rulli inferiori, che a loro volta muovono la lamiera in avanti. Contemporaneamente, i rulli superiori applicano una pressione verso il basso sulla lamiera, provocandone la piegatura attorno ai rulli inferiori. La lamiera subisce una deformazione plastica durante la transizione da una lamiera piana alla forma curva desiderata.

6. Piegatura progressiva: mentre la lamiera continua a muoversi attraverso i rulli, l'operatore regola la posizione dei rulli superiore e inferiore per ottenere la curvatura e la forma desiderate. Il processo di piegatura viene spesso eseguito in più passaggi per garantire la precisione e ridurre al minimo le sollecitazioni sulla lamiera.
7. Uscita e rimozione: una volta che la lamiera ha attraversato tutti i rulli e ha raggiunto la forma desiderata, esce dalla macchina. L'operatore rimuove con cura la lamiera piegata e il processo è completato.

Procedure operative:
Configurazione della macchina: assicurarsi che la macchina sia correttamente assemblata e calibrata. Controllare i sistemi idraulici o meccanici, i meccanismi di sicurezza e l'allineamento dei rulli.
1. Preparazione della piastra: pulire la piastra metallica e assicurarsi che sia della giusta dimensione e posizionata per la piegatura.
2. Regolazione del rullo: regolare la posizione dei rulli inferiore e superiore in base al raggio di curvatura e alla curvatura desiderati. Consultare il manuale o le linee guida della macchina per regolazioni specifiche.

3. Inserimento della piastra: inserire la piastra nell'apertura di ingresso della macchina, assicurandosi che sia centrata e allineata.
4. Processo di piegatura: attivare i sistemi idraulici o meccanici per avviare il processo di piegatura. Monitorare l'avanzamento e apportare le necessarie modifiche alle posizioni dei rulli.
5. Piegatura progressiva: eseguire più passaggi se necessario, regolando la posizione dei rulli tra un passaggio e l'altro per ottenere gradualmente la forma desiderata.
6. Uscita e rimozione: una volta che la piastra è stata piegata nella forma desiderata, lasciarla uscire dalla macchina. Rimuovere con cautela la piastra piegata e controllarne la qualità.
7. Manutenzione della macchina: dopo il processo di piegatura, eseguire la manutenzione ordinaria della macchina, tra cui la pulizia, la lubrificazione delle parti mobili e la riparazione di eventuali segni di usura o danni.
Vantaggi
La calandra a 4 rulli è la più semplice, grazie ad una struttura progettata per soddisfare ogni tipo di esigenza. I vantaggi sono molteplici:
1. La pre-laminazione è notevolmente ridotta perché il materiale viene pizzicato tra i due rulli centrali.
2. La lavorazione può essere effettuata in un'unica passata, seguendo i passaggi sottostanti:
●Quadratura
●Pre-rolling
●rotolamento
●Chiusura pre-rolling
3. L'alimentazione della lastra nella macchina avviene orizzontalmente grazie al supporto del rullo inferiore (B) con il rullo laterale (D).
4. La piastra è squadrata grazie alla posizione che assume il rullo laterale (C).
5. Lo spazio a bordo macchina si riduce ad un solo lato, grazie alla possibilità di squadrare e arrotolare in un unico passaggio.
Consigliamo una macchina per laminazione a 4 rulli
Per una produzione elevata e massiccia
Per la possibilità di controllo tramite NC
Per la possibilità di effettuare laminazione conica


