Tecnologia di formatura della lamiera - Piegatura manuale della lamiera
Nella mia esperienza pratica con formatura della lamiera tecnologia, ho scoperto che il manuale piegatura della lamiera rimane una competenza fondamentale nel settore. Nonostante i progressi nelle apparecchiature automatizzate, la lavorazione manuale piegatura Offre flessibilità e precisione che possono rivelarsi preziose per progetti più piccoli o complessi. Nel corso degli anni, ho affinato le mie tecniche e appreso le migliori pratiche per ottenere piegature precise mantenendo l'integrità del materiale. In questo articolo, condividerò approfondimenti sulla tecnologia di formatura della lamiera, concentrandomi sul processo di piegatura manuale, sulle sue tecniche e su suggerimenti che possono aiutare sia i principianti che i fabbricanti esperti a eccellere nel loro lavoro.
Piegatura manuale delle lamiere
Esistono molti metodi di piegatura della lamiera. La piegatura manuale si riferisce alla lavorazione di parti in lamiera piegate utilizzando utensili semplici e operazioni manuali, che includono principalmente la piegatura e la graffatura di lamiere sottili.
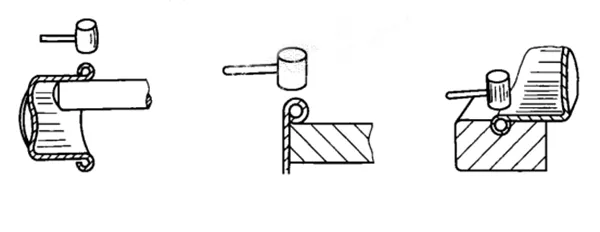
La piegatura manuale è una delle attività più importanti nella lavorazione dei metalli e molti componenti complessi in lamiera devono essere realizzati a mano. Nella figura sono illustrate alcune forme comuni di componenti piegati a mano.
La piegatura manuale delle lamiere viene utilizzata principalmente per lamiere sottili con spessore inferiore a 3 mm, in particolare per lamiere con spessore compreso tra 0,6 e 1,5 mm. Per la piegatura di lamiere più spesse, viene spesso utilizzato il metodo di lavorazione che prevede il riscaldamento localizzato della parte da piegare e la successiva piegatura. I pezzi lavorati con la piegatura della lamiera sono generalmente pezzi di piccole e medie dimensioni. In produzione, viene spesso utilizzata per la lavorazione di parti chiuse o semichiuse difficili da formare con un numero limitato di macchine utensili monoblocco.

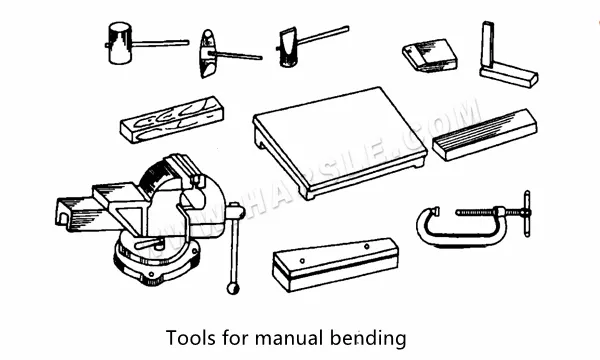
⒈Utensile di piegatura manuale
Gli utensili per la piegatura manuale includono principalmente vari tipi di martelli, assi di legno, corni, ferri di calibro, morse da banco, morsetti ad arco, ecc.
⒉Calcolo della lunghezza della curva vuota
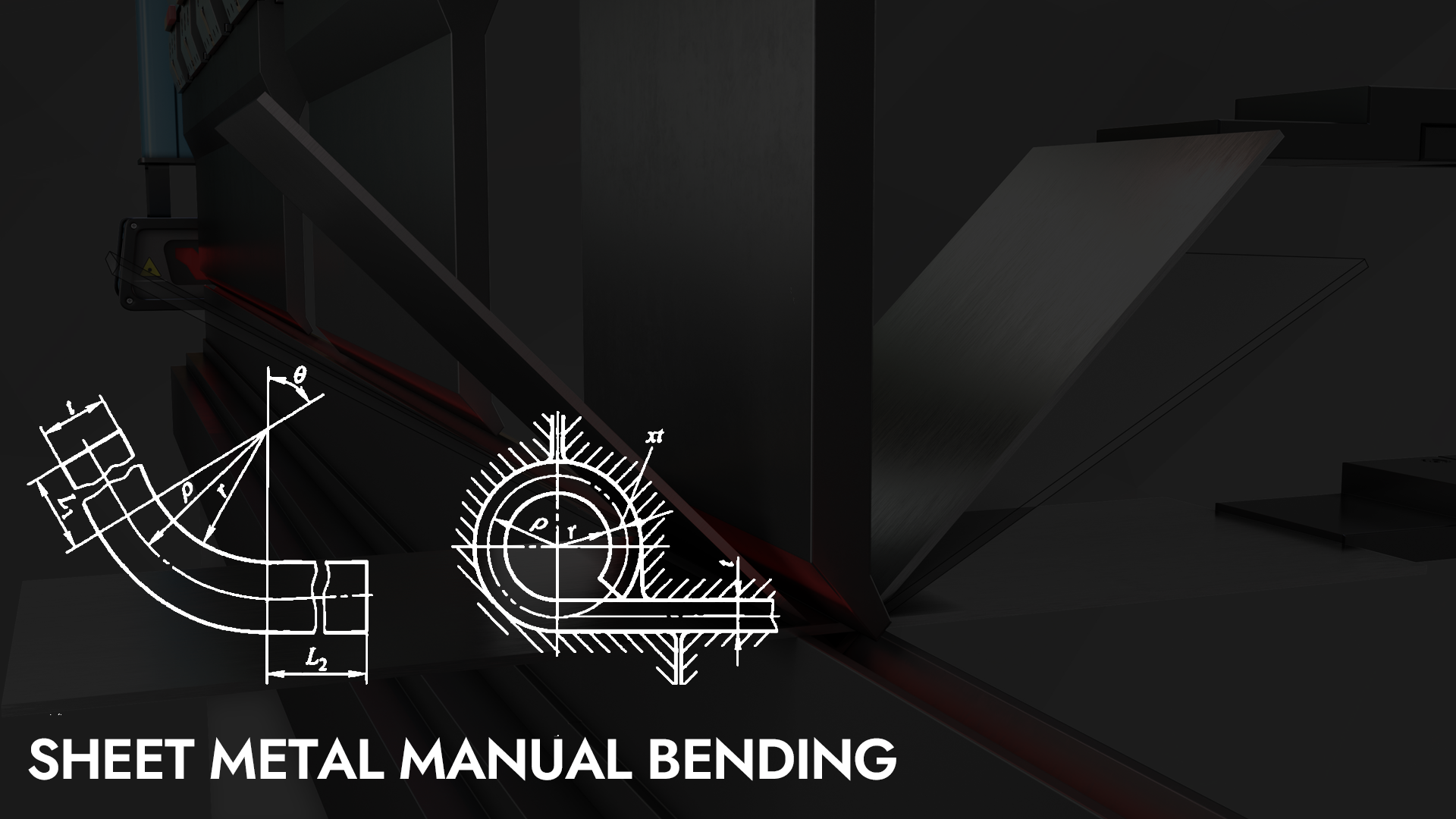
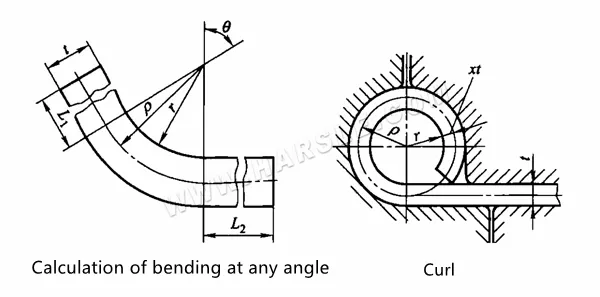
Quando la lamiera viene piegata, la precisione delle dimensioni a foglio aperto della parte piegata è direttamente correlata alla precisione dimensionale del pezzo piegato. Poiché lo strato neutro di piegatura ha la stessa lunghezza prima e dopo la deformazione di piegatura, la lunghezza dello strato neutro di piegatura è la lunghezza a foglio aperto del pezzo piegato. In questo modo, la chiave per il calcolo della lunghezza del pezzo piegato dell'intera parte curva è come determinare il raggio di curvatura dello strato neutro curvo. In produzione, si utilizza generalmente una formula empirica per determinare il raggio di curvatura p dello strato neutro.
Dopo aver determinato la posizione dello strato neutro, è possibile ottenere la somma della lunghezza della linea retta e della parte ad arco, che corrisponde alla lunghezza del materiale dispiegato della parte migliore. Tuttavia, poiché la deformazione da piegatura è influenzata da molti fattori, come le proprietà del materiale, la struttura dello stampo, il metodo di piegatura, ecc., per piegare parti con forme complesse, angoli di piegatura più ampi e tolleranze dimensionali ridotte, le formule sopra riportate devono essere utilizzate per i calcoli preliminari al fine di determinare la prova. Dopo aver piegato il pezzo grezzo, è possibile determinarne la lunghezza precisa una volta qualificata la piegatura di prova.
● Nel calcolo e nella produzione di parti piegate a 90°, quando l'angolo di piegatura è di 90°, viene utilizzato il metodo di deduzione comune per calcolare la lunghezza di espansione della parte piegata, come mostrato nella Figura 7-3. Quando lo spessore del foglio è t, il raggio dell'angolo interno di piegatura è r e la parte piegata è vuota. Espandere la lunghezza L a
L=a+b—u
In produzione, se i requisiti per la lunghezza della parte piegata non sono precisi, la lunghezza dispiegata L della parte piegata può essere approssimata dalla seguente formula (dove a e b si riferiscono alla lunghezza dei due lati ad angolo retto della piega e t è lo spessore del foglio).
Quando il raggio di curvatura r≤1,5t, L=a+b+0,5t;
Quando il raggio di curvatura è 1,5t
Quando il raggio di curvatura è 5t
Quando il raggio di curvatura r>10t, L=a + b—3,5t.
● Calcolo della flessione a qualsiasi angolo La parte di flessione di qualsiasi angolo di flessione può essere calcolata con la seguente formula
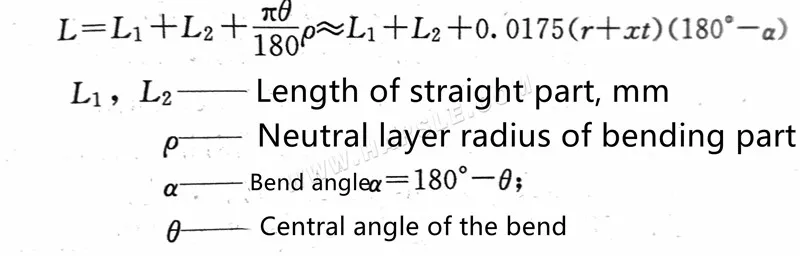
Per il pezzo piegato a catena per ravioli con r=(0,6~3,5)t, quando il riso viene piegato con il metodo della matrice di laminazione mostrato in Figura (-4), il punzone applica un coltello pressante a un'estremità del pezzo grezzo, che è diverso dalla piegatura generale. A causa della deformazione plastica, il materiale non è più sottile ma più spesso. Lo strato di armatura si sposta dal centro dello spessore della lamiera allo strato esterno curvo, quindi il coefficiente di spostamento dello strato neutro è maggiore o uguale a 0,5.
● Piegatura degli angoli
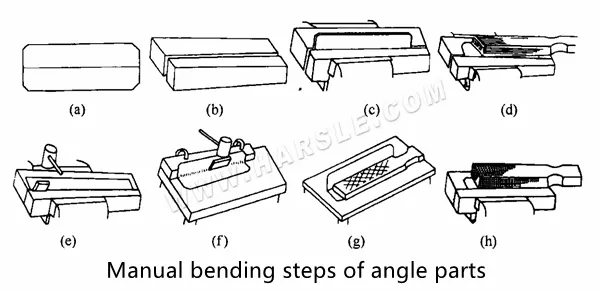
Per piegare manualmente un angolo, calcola prima la dimensione e l'estensione, quindi traccia la linea centrale di piegatura. Prepara due moduli o pezzi di ferro più lunghi del pezzo, assicurandoti che l'angolo R corrisponda. Fissa la lana tra queste due dimensioni per allinearla con il centro R, usando una piastra di gomma o di legno come stampo. Utilizza utensili di legno per modellare uniformemente l'angolo R, picchiettando delicatamente per stimolare ed eliminare il rimbalzo. Allineare il pezzo a 45° usando un martello di legno, quindi levigare eventuali rientranze posizionando il pezzo curvo su una piattaforma e picchiettando la superficie interna con una piastra di gomma. Infine, picchietta il pezzo con una piastra di gomma per finalizzare la forma.
Se la lunghezza del pezzo da lavorare è superiore di 2 o 3 volte alla lunghezza della ganascia e i due lati del pezzo sono più lunghi, quando è bloccato sulla piattaforma, può essere premuto contro la piastra con scanalatura a T con la piastra di pressione e sotto il cuscinetto di piegatura. Strisce di legno, legno squadrato, piegato gradualmente fino all'angolazione desiderata.
Se fatto a mano, se il foglio T è sottile (T ≤ 3 mm) e il raggio di piegatura r ≤ 1,5 t, la precisione dimensionale dell'elemento di piegatura non è elevata e la posizione della linea centrale di piegatura può essere elaborata come segue:
a. Curvo su un solo lato, la sua linea centrale di piegatura è uguale alle dimensioni esterne della porzione di piegatura delle parti della parte dello spessore T, cioè H -T;
b. Curvatura bilaterale, la cui linea mediana di piegatura è uguale alle dimensioni esterne del punto di piegatura delle parti per ridurre lo spessore, ovvero A-2T. Tuttavia, la lunghezza di dilatazione L della parte piegata deve essere determinata seguendo la formula di calcolo delle dimensioni errate pertinente.
Durante la fase di piegatura, la piegatura viene eseguita dopo aver praticato il foro e, quando le dimensioni A e C sono prossime, si dovrebbe procedere per prime, posizionando la linea centrale curva e poi posizionandola nel foro centrale, e il feto curvo viene inserito nella tigre. Le pinze vengono piegate su entrambi i lati. La forza deve essere uniforme e avere la stessa forza di pressione durante la piegatura, in modo da non tirare i fori. In caso contrario, per garantire la qualità del quadrato intermedio, è necessario adottare il metodo di lavorazione della prima piegatura e rilavorazione del foro quadrato.
Durante la fase di piegatura, la piegatura viene eseguita dopo aver praticato il foro e, quando le dimensioni A e C sono prossime, si dovrebbe procedere per prime, posizionando la linea centrale curva e poi posizionandola nel foro centrale, e il feto curvo viene inserito nella tigre. Le pinze vengono piegate su entrambi i lati. La forza deve essere uniforme e avere la stessa forza di pressione durante la piegatura, in modo da non tirare i fori. In caso contrario, per garantire la qualità del quadrato intermedio, è necessario adottare il metodo di lavorazione della prima piegatura e rilavorazione del foro quadrato.
Tecnologia di formatura della lamiera - piegatura manuale della lamiera
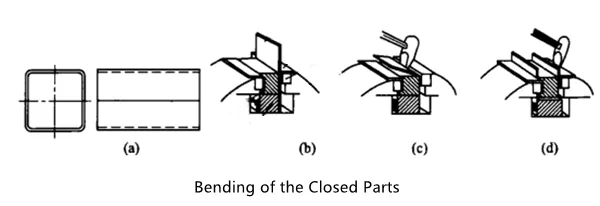
È difficile piegare un singolo pezzo di piccole dimensioni di parti piegabili sigillate o semichiuse con una macchina utensile. In questo caso, si utilizza spesso la piegatura manuale. Durante la piegatura, tracciare prima una linea di piegatura sul materiale spiegato, quindi utilizzare un calibro per posizionarlo sulla morsa. Durante il serraggio, posizionare il calibro 2~3 mm più in alto rispetto alla piastra di supporto, allineare la linea di piegatura con l'angolo del calibro e quindi utilizzare la mano per battere il lato curvo per piegare entrambi i lati a forma di U. Durante la piegatura, la forza deve essere uniforme e deve esserci una separazione verso il basso, e infine, la bocca deve essere rivolta verso l'alto per piegare il pezzo.
Piegatura della lamiera
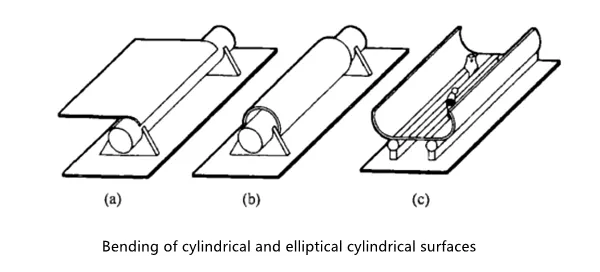
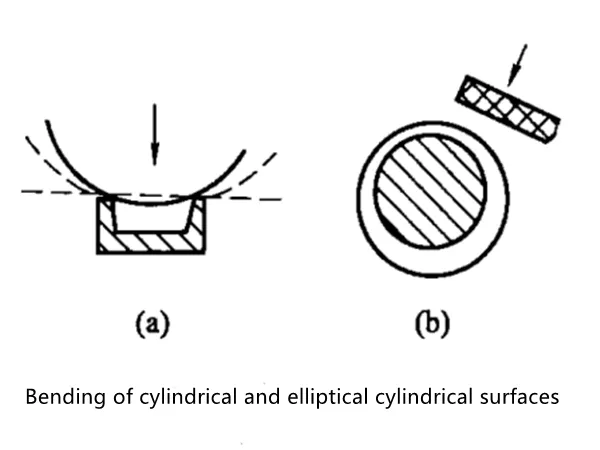
Le forme di piegatura più comuni della lamiera includono principalmente superfici cilindriche, superfici cilindriche ellittiche e superfici coniche.
⒈Piegatura di superfici cilindriche ed ellittiche Il processo operativo specifico di piegatura di superfici cilindriche ed ellittiche comprende diversi processi quali pre-piegatura, arrotondamento e arrotondamento.
Prima della piegatura, è necessario tracciare sulla lamiera una bisettrice parallela all'asse di piegatura, come riferimento per la successiva piegatura. Due tondini o rotaie parallele in acciaio vengono utilizzati come stampi di piegatura.
Indipendentemente dal fatto che il materiale da piegare sia una lamiera sottile o spessa, entrambe le estremità devono essere pre-piegate. Quando si piegano le estremità su un tondo di acciaio, la lamiera deve essere posizionata parallelamente al tondo; per le lamiere sottili, si può utilizzare legno o legno massello. Il martello viene martellato gradualmente verso l'interno; quando i giunti si sovrappongono, si applica una saldatura a punti e si esegue l'arrotondamento dopo la saldatura. Per le lamiere spesse, si possono utilizzare un martello ad arco e una mazza per martellare tra due barre tonde da entrambe le estremità verso l'interno e saldare i giunti dopo averli arrotondati, e poi arrotondati.
Piegare superfici cilindriche ed ellittiche, oppure martellare la billetta su un profilato di acciaio o una trave a I, quindi posizionarla su una barra tonda con un diametro leggermente più piccolo e utilizzare un righello quadrato di legno per regolare il cerchio.
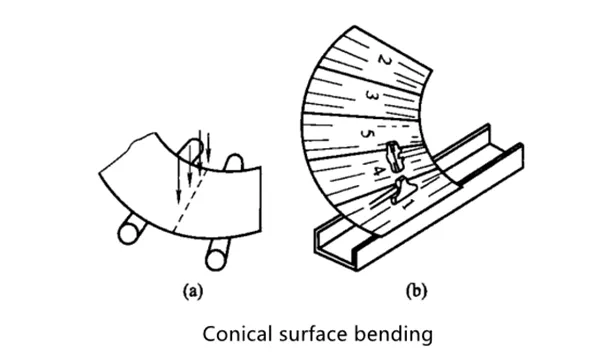
Per realizzare un pezzo conico piegandone la superficie, è necessario prima disporre il materiale di buona qualità, quindi tracciare la linea di bisettrice della superficie conica sulla lamiera come riferimento per la martellatura e realizzare un modello di piegatura. Poiché la curvatura della superficie conica è irregolare, è necessario utilizzare almeno due modelli a forma di cartoncino per effettuare le prove nelle posizioni corrette.
Durante la piegatura, fissare prima due barre tonde dello stesso diametro seguendo l'angolo di divisione uguale disegnato dal pezzo grezzo a ventaglio. Posizionare la lastra sulla barra e utilizzare un martello ad arco e una mazza per piegare e martellare seguendo la linea diritta. Piegare prima entrambe le estremità, poi la parte centrale. Controllare in qualsiasi momento con la dima e infine appoggiarla su una barra tonda di diametro leggermente inferiore per la correzione.
Se è formato su acciaio a canale, deve essere martellato in sezioni secondo la sequenza 1, 2, 3...5, come mostrato in figura, e seguendo la direzione del raggio. La forza di martellamento deve essere aumentata dall'alto verso il basso, gradualmente da lieve a lieve. Dopo che il radiante e la conicità soddisfano i requisiti del modello, è possibile procedere alla piegatura dell'area successiva.
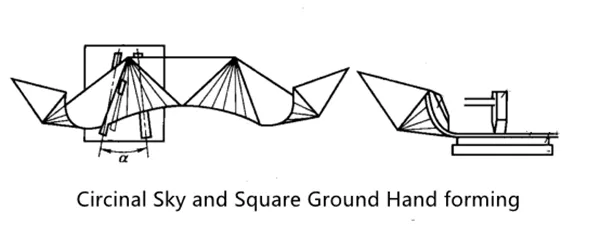
⒊La curvatura dei componenti a forma di cerchio celeste. A causa della formazione del cerchio celeste, si formano piani e archi. L'arco non è solo una parte del cono obliquo, ma anche un'estremità del cono si trova all'apice del cono obliquo. La sua formazione viene generalmente eseguita manualmente, trasformandola in una piramide poligonale e formandola lungo la sua linea di cresta come una linea di curvatura. Parte della superficie curva nel cerchio celeste diventa una superficie poligonale. L'effetto di curvatura della superficie curva è correlato positivamente al numero di spigoli del poligono.
I componenti locali del cerchio superiore sono spesso presenti nella produzione di strutture in acciaio. Poiché il numero di applicazioni non è generalmente elevato, si ricorre generalmente alla formatura manuale. Durante la formatura, la superficie curva adiacente al bordo deve essere formata per prima, quindi viene formata la superficie curva nella parte centrale. In caso contrario, quando si forma la superficie curva della porzione terminale, la porzione del bordo viene sollevata a causa della piegatura centrale e occupa lo spazio operativo necessario per la piegatura, il che influisce sul normale avanzamento del lavoro di formatura.
L'operazione di piegatura della componente locale del cerchio superiore è mostrata in figura. L'angolo tra le barre tonde della matrice inferiore è α=10°~15° e il diametro delle barre tonde è generalmente di 25~35 mm. Quando il martello piegatore viene premuto sulla linea di piegatura con il martello tipo, la forza di martellamento deve essere uniforme e deve essere modificata da leggera a forte in base al diverso raggio di curvatura di ciascuna linea di piegatura. La parte ad arco deve essere martellata leggermente e la parte a bocca quadrata deve essere martellata con forza, e l'arco deve essere ispezionato continuamente con una dima sagomata.
Per la piegatura di giunti ad arco e angolari, se il pezzo mostrato nel disegno deve essere piegato, la linea di piegatura deve essere tracciata sulla lamiera. Prima della piegatura, è necessario eseguire gli archi e i fori su entrambe le estremità. Durante la piegatura, bloccare il materiale in una morsa da banco con una guarnizione, piegare prima le due estremità delle parti 1 e 2 e infine piegare l'arco del pezzo sul tondo di acciaio.

Crimpatura di fogli
Per aumentare la rigidità e la resistenza del bordo del pezzo, questo viene arrotolato. Questo tipo di lavorazione è chiamata arricciatura. Esistono due tipi di arricciatura: arricciatura a filo e arricciatura cava.
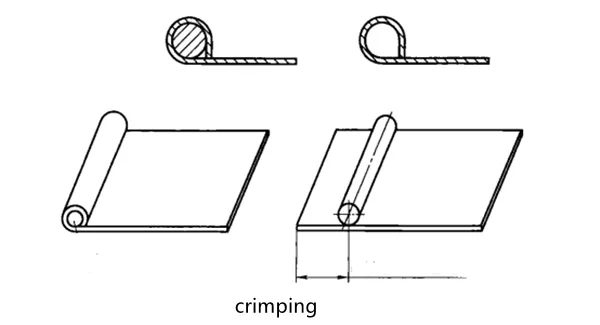
La crimpatura del filo consiste nell'inserire un filo di ferro all'interno del bordo arrotolato per renderlo più resistente. Lo spessore del filo di ferro è determinato in base alle dimensioni del pezzo e alla forza a cui è sottoposto. Generalmente, il diametro del filo di ferro è più di 3 volte lo spessore della lamiera. Generalmente, la lunghezza L del filo di ferro avvolto viene scelta pari a 2,5 volte il diametro d del filo di ferro, oppure può essere calcolata come L = d/2 + 2,35 (d + t), dove d è il diametro interno della bobina e t è lo spessore della lamiera.
⒈Operazione di crimpatura: la figura seguente mostra il processo di crimpatura manuale e crimpatura. I passaggi specifici sono i seguenti.
●Disegna due linee arricciate sul pezzo grezzo, di cui: L1=2,5d; L2=(1/4~1/3)L1. d—diametro del filo
●Posizionare il pezzo grezzo sulla piattaforma in modo che la dimensione della piattaforma esposta sia uguale a L2, premere il pezzo grezzo con la mano sinistra e colpire il bordo della piattaforma esposta con la mano destra con un martello per piegarlo a 85°~90°, come mostrato in figura.
●Quindi estendere e piegare il pezzo grezzo finché il bordo della piattaforma non è allineato con la seconda linea di arricciatura, ovvero rendere la parte esposta della piattaforma uguale a L1 e realizzare il bordo della prima battuta sulla piattaforma, come mostrato in figura.
●Girare il pezzo grezzo in modo che il bordo arricciato sia rivolto verso l'alto, picchiettare leggermente e uniformemente il pulsante del bordo arricciato verso l'interno, in modo che la parte arricciata assuma gradualmente una forma ad arco, come mostrato nella figura.
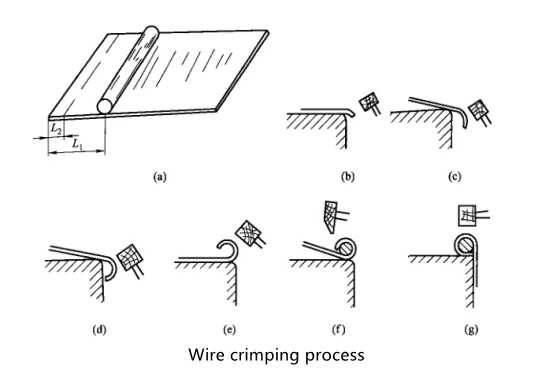
●Inserire il filo di ferro nel bordo arricciato, iniziare da un'estremità quando lo si inserisce, per evitare che il filo di ferro fuoriesca, prima allacciare un'estremità, quindi inserire una sezione per allacciare una sezione, dopo aver allacciato tutte le sezioni, picchiettare leggermente in modo che il bordo arricciato sia vicino al filo di ferro, come mostrato nella figura.
●Girare il pezzo grezzo, appoggiare l'interfaccia al bordo della piattaforma e picchiettare delicatamente per far aderire l'interfaccia, come mostrato in figura.
Il processo di crimpatura manuale è lo stesso del serraggio del filo, ovvero il filo di ferro viene estratto all'estremità. Per estrarre, basta stringere un'estremità del filo di ferro e ruotare il pezzo mentre lo si estrae. L'estrazione può essere effettuata direttamente a mano o tramite la rotazione di utensili elettrici come un trapano a mano.
⒉Esempio di crimpatura: Nel processo di crimpatura vero e proprio, è spesso necessario completare altre procedure di lavorazione con l'ausilio di alcuni stampi di crimpatura.

●Traccia le linee di inizio e fine in base alle dimensioni e rifinisci le sbavature dei bordi con una lima fine.
●Tirare il bordo sul ferro superiore ad arco premendo la linea di partenza per ottenere una piega di 85°~90°, come mostrato nella figura; quindi sollevare il corpo della pentola finché la linea finale non è a filo con il ferro superiore e arricciare il bordo.
●Inserire l'estremità arricciata del corpo della pentola nel ferro superiore a forma di asta rotonda e picchiettare la parte arricciata con un martello in modo leggero e uniforme per piegarla verso l'interno e formare un arco.
●Posizionare la parte arricciata sul bordo della piattaforma e utilizzare un martello per picchiettare e livellare la parte superiore.
●Sagomatura sulla parte superiore della scanalatura del ferro con il diametro esterno del bordo di crimpatura a secco, ad esempio un arco concavo.