








Processo di produzione del lavello in acciaio inossidabile

Come professionista nel settore degli utensili da cucina, mi ritrovo spesso affascinato dal processo di produzione dei lavelli in acciaio inossidabile. Questo intricato percorso trasforma le materie prime in lavelli resistenti ed eleganti, essenziali in ogni cucina. Dall'accurata selezione dell'acciaio inossidabile di alta qualità alla lavorazione e finitura di precisione, ogni fase gioca un ruolo cruciale nel garantire che il prodotto finale soddisfi standard sia estetici che funzionali. In questo articolo, vi guiderò attraverso le varie fasi di produzione, illustrando le tecniche e la maestria artigianale coinvolte nella creazione di questi elementi essenziali.
Sommario
Materia prima – Acquisto
● Lo spessore delle piastre di acciaio comunemente utilizzate nei lavelli in acciaio inossidabile è compreso tra 0,8 mm e 1,5 mm.
● La fabbrica di lavelli acquista lamiere di acciaio di diverse larghezze in base alle esigenze dei modelli di lavelli da produrre. La lamiera di acciaio viene inviata all'officina lavelli sotto forma di rulli di pesatura.
● Normalmente le piastre d'acciaio non rifilate hanno una larghezza massima di 1220 mm e una lunghezza pressoché illimitata.

Laminazione del materiale
● La duttilità delle piastre d'acciaio è limitata. Per evitare che la piastra d'acciaio si rompa o si danneggi durante lo stiramento, è necessario rivestirla nella fase iniziale del materiale.
● Il film è rivestito solo su un lato della lamiera d'acciaio e un lato del film sarà rivolto verso lo stampo nel successivo processo di stiramento.
● La laminazione può essere effettuata prima o dopo il taglio.

Taglio del materiale
● A seconda della lunghezza del progetto del serbatoio, la lunga piastra d'acciaio deve essere tagliata in sezioni per soddisfare i requisiti dimensionali del pezzo grezzo.
● Nella figura a destra, l'operatore aziona l'interruttore a rullo in modo che la pellicola protettiva e la piastra d'acciaio passino contemporaneamente attraverso la zona di compattazione del rullo e la laminazione venga completata con la pressione.
● Quando la piastra di acciaio rivestita passa attraverso la lama della ghigliottina, l'operatore preme l'interruttore della ghigliottina secondo necessità per rompere la piastra di acciaio e ottenere una materia prima di dimensioni ragionevoli.

Taglio angolare del materiale
● Il foglio tagliato è ora un rettangolo regolare. Per adattarlo approssimativamente all'aspetto del lavello, è anche necessario spingere il foglio nelle cesoie per il taglio.
● Il foglio finito è generalmente poligonale e può avere bordi ad arco.
Primo disegno - pittura a olio
● Applicare l'olio elastico in modo uniforme su entrambi i lati del foglio rivestito e tagliato.
● L'olio estruso può aiutare a distribuire uniformemente la piastra, riducendo il rischio di crepe da stiramento e prolungando la durata dello stampo e della pressa.

Primo disegno - disegno
● Posizionare la piastra d'acciaio sul tavolo della pressa.
● Sono presenti dei fori sulle piastre superiore e inferiore del banco da lavoro. Lo stampo del prodotto si trova all'interno dei fori della piastra inferiore del tavolo (area ombreggiata in rosso a destra).
● Quando si preme l'interruttore del motore, la piastra superiore del palco idraulico si abbassa e l'intero tavolo si abbassa.
● Durante il processo di imbutitura, la posizione orizzontale dello stampo rimane invariata, in modo che la piastra di acciaio venga spinta verso l'alto per completare lo stiramento della forma. La profondità della prima imbutitura deve essere pari o superiore a 80% della profondità totale di progetto.

Stampo a vasca singola, 400T
Stampo a doppia vasca, 800T
Primo disegno - Pulizia
● Rimuovere la ciotola preformata e pulire il banco contaminato dall'olio di trafilatura.
● Il primo lavello di trafilatura verrà inviato al sito di pulizia per rimuovere il rivestimento e l'olio di trafilatura rimanente verrà lavato via per preparare il processo di ricottura.

Ricottura - Motivo
● Grazie al processo di disegno domestico, se la profondità di progetto del serbatoio dell'acqua è inferiore a 160 mm, la profondità ideale può essere raggiunta con un disegno.
● Quando la profondità del lavello raggiunge i 180-250 mm, aumenta notevolmente la possibilità che una volta tirato il foglio di acciaio inossidabile si rompa.
● Per soddisfare i requisiti di profondità, in questa fase sono necessari la ricottura e la trafilatura secondaria.

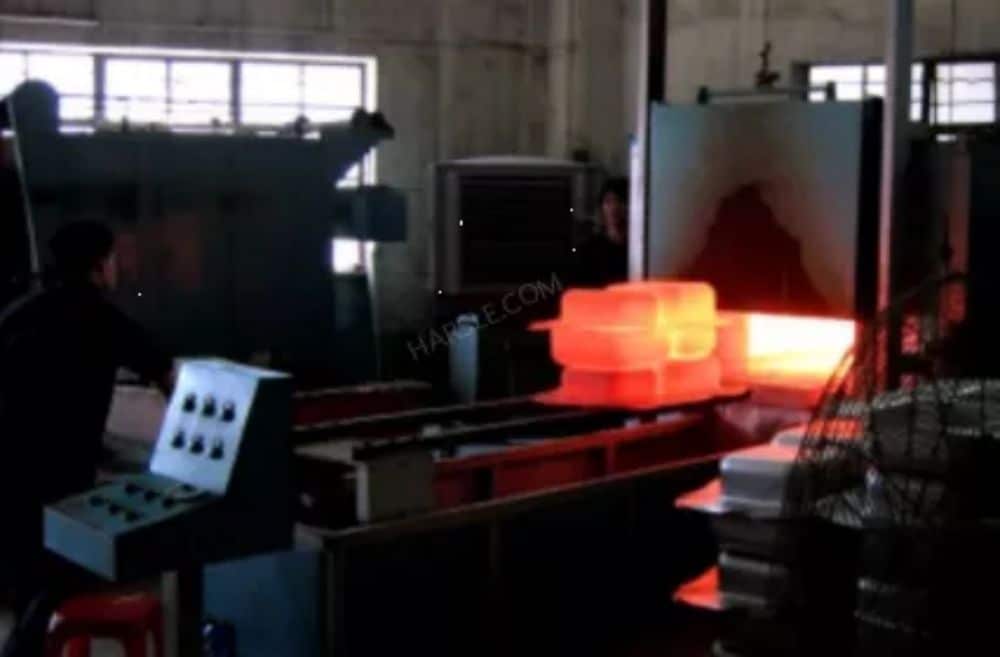
Ricottura - Linea di ricottura
● La ricottura può ripristinare l'attività delle piastre in acciaio inossidabile sottoposte a forte sollecitazione.
● La linea di ricottura vera e propria è una linea ad alta temperatura lunga 20 metri, con una temperatura del forno di circa 1150 °C. I due lati sono ingressi e uscite e i lavelli vengono trasportati in una direzione tramite una funivia o un nastro trasportatore. È possibile ottimizzare circa 30 lavelli contemporaneamente.
● I materiali ricotti sono anche smagnetizzati. Questo elimina le proprietà magnetiche dell'acciaio inossidabile dovute allo stiramento.

Forno di ricottura-ricottura
● Molti impianti di lavelli non dispongono di linee di ricottura proprie, ma esternalizzano la ricottura a impianti di ricottura di terze parti.
● A volte gli impianti di laminazione utilizzano anche forni di ricottura per ottenere funzioni alternative a seconda delle loro esigenze.
Secondo disegno
● Dopo la ricottura, il lavello verrà disegnato tramite pressa idraulica e stampo
● Il secondo disegno deve essere disegnato completamente fino alla profondità del progetto.

Taglio dei bordi
● Dopo l'imbutitura del prodotto, non si verifica alcun restringimento sul bordo della piastra d'acciaio. A questo punto, il prodotto finito deve essere rifilato.
● Durante la rifinitura è necessario riservare la posizione di installazione del rinforzo superiore del bacino.

Punzonatura
● I fori di drenaggio e di troppo pieno vengono realizzati su stampi e punzoni speciali.
● In base alle condizioni effettive della piastra e punzonatura attrezzatura, potrebbe essere necessario eseguire la lavorazione delle sbavature su ciascuna sezione.

Saldatura a rulli e saldatura di testa
Questo passaggio può essere omesso se si sceglie uno stampo a doppia ciotola
● Se si tratta di una vasca girevole a due scomparti/con fondo saldato, deve essere saldata alla piastra superiore del lavello dopo la punzonatura.
● La saldatura a rulli viene solitamente eseguita tramite saldatura CNC, ma può anche essere eseguita manualmente dagli operai.
● Se è un sedere saldatura lavello, è richiesta la saldatura di testa per entrambi i lati del lavello.
● La saldatura di testa è una rarità nella nostra linea di prodotti. La caratteristica più evidente è la linea di saldatura al centro delle due vasche.

Saldatura a punti per nervature di rinforzo
(Questo passaggio può essere omesso se si sceglie uno stampo a doppia ciotola.
● Utilizzare una saldatrice laser a punti per saldature a nervature/ganci.
● A seconda delle diverse impostazioni dell'attrezzatura, ogni saldatura a punti produce circa 3 giunti di saldatura. I rinforzi delle barre richiedono la saldatura a punti più volte in punti diversi.
● A seconda delle esigenze dell'acquirente, a volte vengono utilizzati nervature/ganci rinforzati con colla.

Trattamento superficiale - Lucidatura del fondo del lavello
● Spazzolatura, sabbiatura (elettrolisi), lucidatura (specchio) e goffratura.
● Il processo di scrub (spazzolatura) è descritto specificamente qui.
● La macinazione è divisa in tre o quattro sezioni in base alle differenze tra la vasca e l'attrezzatura.
● La prima cosa da lucidare è il fondo del lavandino.

Lucidatura della parete del lavandino
● Successivamente si lucida la parete del lavandino

Lucidatura della parte giuntata
(Questo passaggio può essere omesso se si sceglie uno stampo a doppia ciotola)
● A seconda del grado di automazione nell'impianto di lavelli, questo processo è talvolta presente per ridurre la necessità di competenze di lucidatura da parte dei lavoratori.
● Poiché le due facce adiacenti sono lucidate in direzioni diverse, tendono a formarsi linee caotiche nelle intersezioni delle texture.
● Utilizzare mole abrasive per rimuovere il caos tra due facce verticali.

Lucidatura della piastra superiore
● La piastra superiore viene lucidata al termine del processo di molatura per rimuovere i giunti di saldatura di testa, le linee di saldatura e i difetti superficiali visibili nel corpo della pentola.

Foratura di fori sfaccettati
● Scavare la posizione del foro di colata in base ai requisiti dell'ordine.
● Questo processo ha un elevato grado di libertà, può essere saltato direttamente in base ai requisiti dell'ordine oppure può verificarsi prima di qualsiasi processo di saldatura.

Logo di stampaggio
● La marcatura dei lavelli in acciaio inossidabile comprende principalmente i due metodi seguenti: tipo laser e tipo stencil (vedere figura a destra).
● Spingere completamente il serbatoio dell'acqua nella posizione fissa per garantire la coerenza della posizione stampata.

Marcatura laser
● Utilizzare il metodo di incisione laser per la marcatura.
● Oltre alla marcatura laser completamente automatica, esistono anche marcature laser con posizionamento manuale a basso costo (vedi a destra).
● Posizionare saldamente la pellicola semipermeabile con il logo del marchio nella posizione designata della marcatura e utilizzare un trasmettitore laser portatile per illuminarla a distanza zero.
● Il laser attraversa la parte trasmissiva della pellicola semipermeabile e brucia sulla superficie dell'acciaio inossidabile.

Riparazione
● I piccoli danni che si verificano in tutti i processi produttivi sono importanti per il valore commerciale. Vengono inviati al sito di riparazione prima del processo di spruzzatura e riparati manualmente dagli operai.

Verniciatura a spruzzo
● Eseguire un trattamento di spruzzatura sul fondo.
● Lo scopo della spruzzatura è triplice: 1. Appesantire i lavelli leggeri e sottili; 2. Coprire i segni di bruciatura causati dalla ricottura e da altri motivi; 3. Prevenire il fenomeno della condensa nell'ambiente della cucina.
●L'attuale spruzzatura domestica è generalmente solo vernice. Infatti non ha la funzione anticondensa.
● Oltre alla spruzzatura, il decapaggio rimuove anche le macchie di bruciatura causate dalla ricottura.

Pulizia e imballaggio
● Il contenuto del lavoro di pulizia comprende la rimozione dei residui di olio di stiratura, la rimozione dello sporco e della parte anteriore dello spruzzo, la rimozione della mola e dei detriti di acciaio inossidabile, la rimozione delle impronte digitali e di altra polvere.
● In base alle esigenze dell'ordine, i lavelli possono essere confezionati in staffe, grandi scatole o persino confezioni al dettaglio.

Magazzinaggio
● Infine, riporre il prodotto nel magazzino e attendere che venga spedito nel luogo specificato dal richiedente l'ordine.
