








Qual è la dimensione minima di piegatura della pressa piegatrice?

In questo articolo, esplorerò la domanda: qual è la dimensione minima della curvatura del Pressa piegatriceComprendere la dimensione minima di piegatura della pressa piegatrice è fondamentale per chiunque lavori con le presse piegatrici, poiché influisce direttamente sulla qualità e la precisione delle nostre operazioni di piegatura. Condividerò le mie conoscenze sui fattori che influenzano le dimensioni minime di piegatura, tra cui il tipo di materiale, lo spessore e gli utensili. Alla fine di questo articolo, avrai una comprensione più chiara di come determinare la dimensione minima di piegatura per i tuoi progetti, garantendo risultati ottimali nei tuoi processi di fabbricazione.
Presso HARSLE, azienda leader con sede a Nanchino, in Cina, siamo specializzati nella produzione di un'ampia gamma di macchine per la lavorazione dei metalli, tra cui presse piegatrici, cesoie, macchine per il taglio laser, presse idrauliche, punzonatrici e calandre. In questo articolo, approfondiamo le complessità della dimensione minima di piegatura della pressa piegatrice, evidenziando perché è importante e perché le presse piegatrici HARSLE si distinguono sul mercato.
Vale a dire, la dimensione minima di piegatura, la dimensione minima della matrice di piegatura rispetto al master, non è stata notata prima, fino ad ora, non conosco la larghezza della scanalatura, a seconda del modello del dispositivo o dello spessore della piastra? O in generale, non esiste uno standard del genere, o puoi darmi informazioni dettagliate?
Importanza della dimensione minima della curvatura
IL Dimensione minima di piegatura della pressa piegatrice Si riferisce al raggio o angolo più piccolo che la macchina può produrre con precisione e costanza. Questo parametro è fondamentale per diversi motivi:
- Precisione: Le dimensioni di piegatura più piccole richiedono una maggiore precisione per garantire che il metallo non si crepi o si deformi in modo indesiderato.
- Efficienza dei materiali: La realizzazione di curve strette riduce al minimo lo spreco di materiale, contribuendo al risparmio sui costi.
- Flessibilità di progettazione: Una pressa piegatrice in grado di effettuare pieghe più piccole consente di realizzare progetti più complessi e versatili, ampliando la gamma di possibili applicazioni.
- Garanzia di qualità: Il raggiungimento costante della dimensione minima di piegatura garantisce che i prodotti soddisfino rigorosi standard qualitativi.
Come determinare la dimensione minima della piega con le macchine HARSLE
Determinazione del Dimensione minima di piegatura della pressa piegatrice per le tue esigenze specifiche prevede diversi passaggi:
- Valutazione del materiale: Analizza il tipo e lo spessore del metallo che intendi piegare. Le presse piegatrici HARSLE sono versatili e possono gestire un'ampia gamma di materiali e spessori.
- Selezione degli utensili: Scegliete il set di punzoni e matrici più adatto alle vostre esigenze di piegatura dall'ampia gamma HARSLE. Il nostro team di ingegneri può aiutarvi a scegliere l'utensile più adatto per ottenere dimensioni di piegatura minime.
- Configurazione della macchina: Configura le impostazioni della pressa piegatrice, tra cui velocità, forza e angolo di piegatura, per ottimizzare le prestazioni. Le macchine HARSLE sono dotate di sistemi di controllo avanzati che consentono regolazioni precise.
- Test e calibrazione: Eseguire test iniziali per garantire che la pressa piegatrice raggiunga costantemente la dimensione di piega desiderata. Il nostro team di assistenza può fornire calibrazione e formazione in loco per garantire un funzionamento ottimale.
- Manutenzione continua: Una manutenzione regolare della pressa piegatrice ne garantisce il funzionamento ottimale, mantenendo nel tempo la capacità di ottenere dimensioni di piegatura minime.
Piegare metà della scanalatura a V della matrice inferiore più 0,5
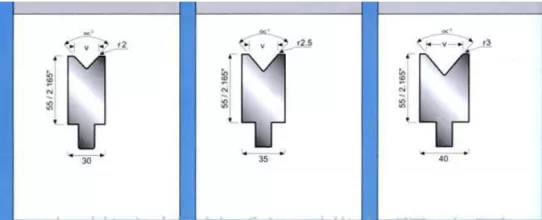
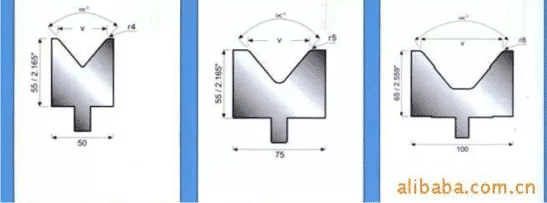
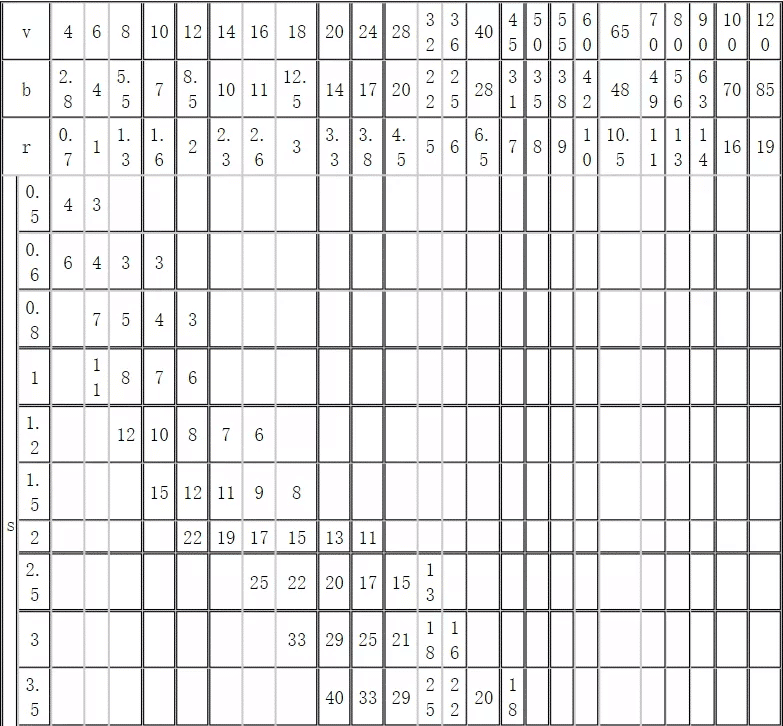
La designazione della scanalatura a V è solitamente espressa come "valore larghezza scanalatura + V". Ad esempio, quando la larghezza della scanalatura a V è 5 mm, la scanalatura a V diventa "5 V", generalmente 4 V, 8 V, 10 V, 12 V. In genere, la larghezza della scanalatura a V dello stampo inferiore utilizzata per il letto pieghevole, in base allo spessore della lamiera, è solitamente 5 volte superiore. Spessore del materiale (5 T): se si utilizza 5 T-1 V, il coefficiente di flessione deve essere aumentato di conseguenza. Se si utilizza 5 T+1 V, il coefficiente di flessione deve essere ridotto di conseguenza.
La piega minima può essere calcolata in base alla larghezza della tavola o alla dimensione del singolo lato? Se la larghezza della tavola è tale da consentire di regolare la fessura appropriata, è possibile realizzarla in modo piccolo; se si ha una sola faccia, è necessario considerare l'intaglio. Per quanto riguarda la dimensione dello stampo, questa è determinata principalmente dalla pressione esercitata dall'intaglio. Purché la resistenza sia sufficiente, può essere opportunamente piccola per facilitare la piegatura del lato più piccolo.
La dimensione minima di piegatura è determinata in base alle dimensioni e allo spessore della scanalatura a V. Se si deve piegare una lamiera a U, la larghezza della scanalatura a V è determinata in base allo spessore della lamiera. Inferiore a 3,0 è pari a 4-6 volte lo spessore della lamiera. 3,0 o superiore è pari a 8-10 volte lo spessore della lamiera; anche in questo caso, la scelta della scanalatura a V si basa sull'esperienza.
La tua domanda è un po' generica, non esiste uno standard assoluto. Se si esegue la piega normale, la metà della scanalatura a V più la metà del materiale utilizzato è la dimensione più piccola. Naturalmente, in genere scegliamo uno spessore pari a 5 volte lo spessore della scanalatura a V.
Eccentricità: la linea di pressione viene piegata e la piccola V viene piegata con un angolo ampio e quindi pressurizzata con una V più grande. Può essere piegata a una dimensione inferiore alla metà della scanalatura a V. Se la pressione è fissa, la guarnizione può essere utilizzata per facilitare il posizionamento. Le dimensioni specifiche e la macchina non lo sono. In pratica, è correlato allo spessore della matrice inferiore. Naturalmente, se la matrice superiore è una fresa ad arco circolare di diametro superiore a 0,5, la scanalatura a V è generalmente 5 volte più spessa e l'azienda può scegliere uno spessore del materiale da 4 a 6 volte superiore. Più piccola è la piega, più piccola sarà la dimensione, e viceversa.
Doppio cilindro macchina piegatrice
Prestazioni e caratteristiche:
* Struttura interamente in acciaio saldato, vibrazioni per eliminare le sollecitazioni, buona robustezza e rigidità della macchina. Azionamento idraulico, stabile e affidabile.
* Arresto meccanico, sincronizzazione dell'asse di torsione, alta precisione.
* Regolazione elettrica della distanza del registro posteriore, della corsa del cursore superiore, regolazione fine manuale, display digitale.
*Lo stampo superiore è dotato di una struttura di compensazione delle interferenze. Le macchine con una potenza di 250 tonnellate e una lunghezza di 400 mm o superiore possono adottare la struttura di compensazione delle interferenze inferiori.
Piegatrice a tre cilindri
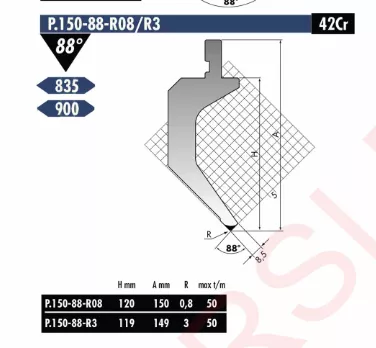
Sistema di qualità: IS09001 Materiale dello stampo: 42CRMOV
Materiale dello stampo della piegatrice: Cr12Molvl, 42CrMo, T10a
Tempra al fuoco: HRC: 52°-60°
±Tolleranza: .002
Altri servizi: rettifica di stampi per piegatura CNC, rettifica, manutenzione, ecc.
Lunghezza standard: 835 mm, 800 mm, 550 mm (i prodotti standard delle macchine piegatrici CNC sono disponibili a magazzino, le specifiche degli stampi delle macchine piegatrici non standard possono essere personalizzate, con elaborazione e produzione in base ai disegni del cliente).
Segmentazione degli utensili per parti piegate CNC. Le specifiche generali di segmentazione sono le seguenti:
Segmento di stampo 1
Matrice superiore di piegatura CNC: 100 (sinistra), 10, 15, 20, 40, 50, 200, 300, 100 (destra) = 835 mm
Matrice inferiore di piegatura CNC: 10, 15, 20, 40, 50, 100, 200, 400 = 835 mm
Segmento di stampo 2
Per determinare la dimensione minima della curvatura per la tua specifica applicazione, considera la seguente formula:
Matrice superiore di piegatura CNC: 100 (sinistra), 10, 15, 20, 40, 50, 165, 300, 100 (destra) = 800 mm
Applicabile a: escavatori LVD CNC importati, piegatrici CNC AMADA, utensili per piegatrici CNC TRUMPF, FINN-POWER e altri e stampi per piegatrici CNC nazionali, i prodotti hanno uno stampo differenziale a segmenti per piegatrici CNC, uno stampo inferiore concentrico per piegatrici, uno stampo superiore per piegatrici, uno stampo inferiore per piegatrici, uno stampo di formatura composita per piegatrici CNC, ecc.
Piegatrice a sei cilindri
La macchina è azionata idraulicamente e la trasmissione del cursore avviene tramite tre cilindri montati tra i pannelli anteriore e posteriore. La rigidità dell'intera macchina è buona e lo stampo superiore è dotato di un meccanismo di compensazione delle interferenze.
La parte centrale del tavolo inferiore è dotata di tre cilindri di compensazione delle interferenze per migliorare ulteriormente la precisione di lavoro
Conclusione
Capire il Dimensione minima di piegatura della pressa piegatrice è fondamentale per le aziende che cercano precisione ed efficienza nella lavorazione dei metalli. Le presse piegatrici HARSLE sono progettate per soddisfare gli standard più elevati, offrendo la flessibilità e le prestazioni richieste da grandi aziende, distributori e titolari di aziende di lavorazione dei metalli. Grazie al nostro impegno per la qualità, alle soluzioni personalizzabili e al supporto professionale, HARSLE è il partner di fiducia per raggiungere l'eccellenza nella lavorazione dei metalli.
Pronti a migliorare le vostre capacità di lavorazione dei metalli con una pressa piegatrice HARSLE? Visitate il nostro sito web ufficiale oppure contattaci su Alibaba e alle fiere internazionali per esplorare la nostra gamma di prodotti e scoprire come possiamo supportare le esigenze della tua attività.
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)







