








Guida ai metodi e alle precauzioni per le migliori macchine piegatrici CNC

Come persona esperta nella fabbricazione dei metalli, so quanto sia fondamentale comprendere i vari metodi e le precauzioni per l'utilizzo di un macchina piegatrice CNCIn questa guida, condividerò le migliori tecniche per ottenere piegature precise, insieme a importanti misure di sicurezza da tenere a mente. Che tu sia un professionista esperto o un novizio nelle operazioni CNC, padroneggiare questi metodi ti aiuterà a migliorare l'efficienza e a prevenire errori costosi. Questa guida copre tutto ciò che devi sapere per ottimizzare il tuo macchina piegatrice CNC utilizzo per risultati di prim'ordine.
CNC pressa piegatrice Piegatura della piastra in vari modi, secondo il principio di diversi e molteplici metodi di classificazione. Questo articolo si concentra specificamente sul processo di piegatura, in particolare sulla posizione relativa della matrice superiore e inferiore e sulla piegatura nella forma dei diversi dettagli di diversi metodi di piegatura comuni, nonché sui dettagli del processo di piegatura e sulle precauzioni.
Sommario

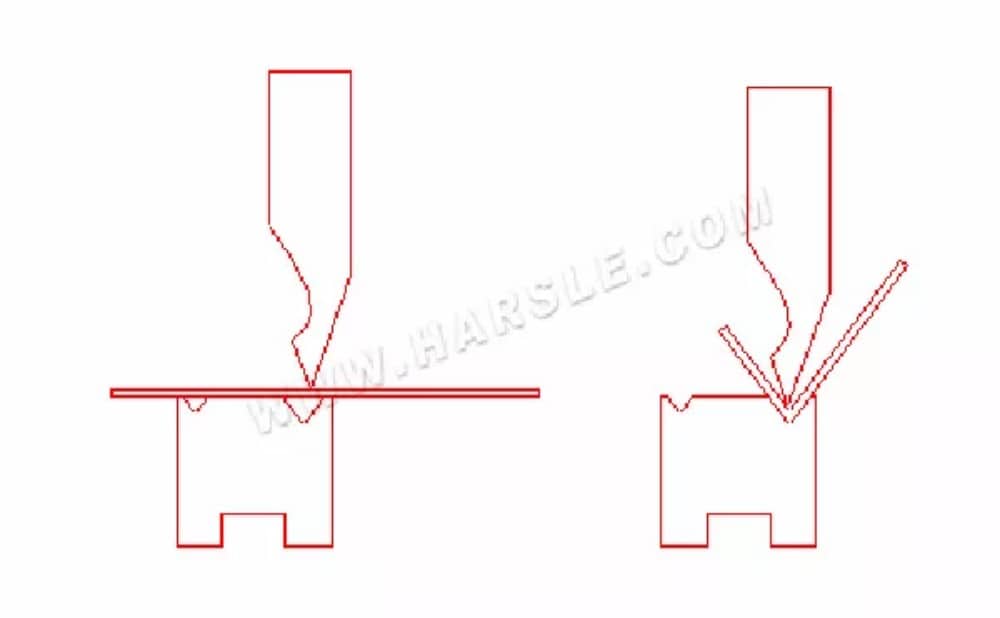
Innanzitutto, in base alle diverse posizioni relative degli stampi superiore e inferiore durante la piegatura, la piegatura si divide in due forme: piegatura a fessura e piegatura inferiore; le caratteristiche e le differenze tra le due sono le seguenti.

● Piegatura degli spazi
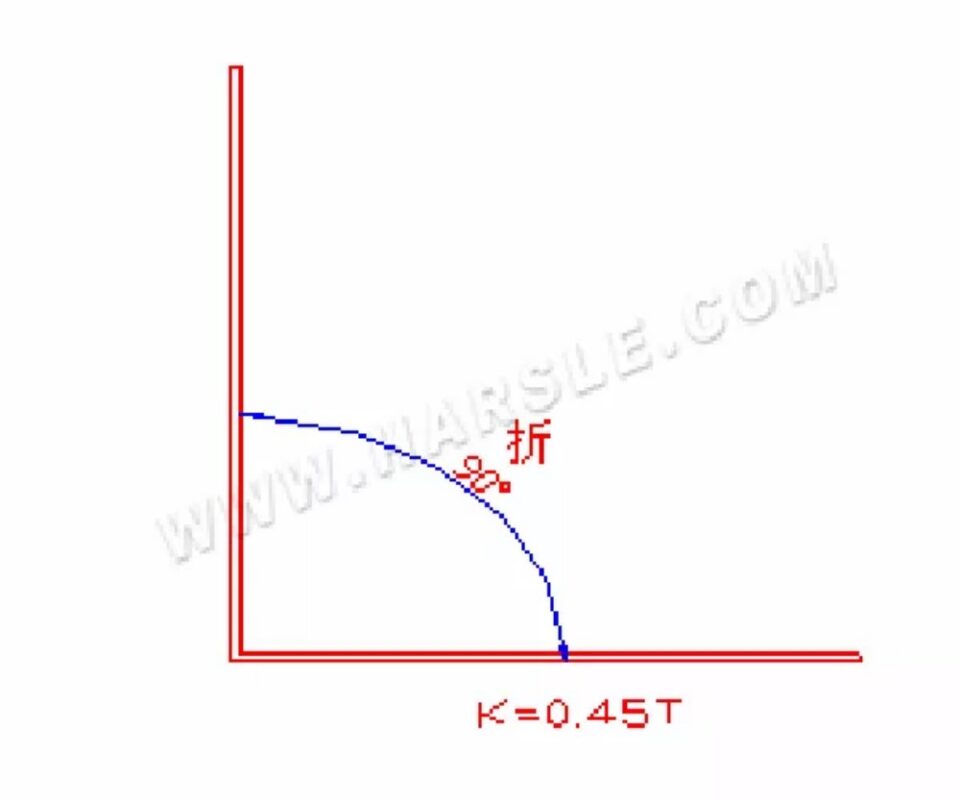
Nella piegatrice CNC, il processo di piegatura tra la matrice superiore e quella inferiore non viene compresso, ma si regola la profondità della matrice superiore nell'apertura della matrice inferiore per ottenere l'angolo di piegatura desiderato. Questo metodo di piegatura è chiamato piegatura a fessura: più la matrice superiore è inserita in profondità nella matrice inferiore, minore sarà l'angolo di piegatura; viceversa, maggiore sarà l'angolo di piegatura. Data l'elasticità del materiale durante la piegatura, è necessario considerare anche l'uso di una piegatura eccessiva per controllare l'entità del rimbalzo.

Il vantaggio della piegatura a fessura è che è possibile utilizzare un numero inferiore di matrici per ottenere una varietà di angoli di formatura, e la pressione di lavorazione richiesta è ridotta. Solitamente, per ottenere il miglior effetto di piegatura, il rapporto tra lo spessore del materiale B e la larghezza V dell'apertura a V della matrice inferiore può essere selezionato come segue.
1. spessore del materiale inferiore a 12,7 mm, B: V è 1: 8.
2. Quando lo spessore del materiale è 12,7~22,2 mm, B:V è 1:10.
3. Quando lo spessore del materiale è superiore a 22,2 mm, B:V è 1:12.
I tre rapporti sopra indicati sono rapporti di utensili standard, il materiale è acciaio a basso tenore di carbonio, resistenza del materiale di 43,4 kg/mm2. Nella preparazione del programma di lavorazione della piegatura, i parametri sopra indicati possono essere impostati nel sistema CNC, il sistema elabora automaticamente per generare il programma di lavorazione.

● Premere la piegatura inferiore
La piegatrice CNC con pressa inferiore a pressione viene premuta tra la matrice superiore e quella inferiore, in modo da ottenere l'angolo di piegatura e il raggio di curvatura desiderati. La piegatrice CNC con piega inferiore è adatta alla lavorazione di lamiere con spessore pari o inferiore a 2 mm nella produzione di lotti di medie e grandi dimensioni. Il raggio di piegatura è ridotto, l'elevata precisione di piegatura è buona. È importante notare che la pressione di esercizio della piega inferiore è maggiore di quella della piegatura a fessura, generalmente tre volte superiore.

L'angolo dello stampo di piegatura inferiore deve essere adattato all'angolo e al materiale della piastra. Solitamente, nella piegatura inferiore dell'acciaio dolce, l'angolo della matrice superiore e inferiore deve essere coerente con l'angolo richiesto per la piastra. Utilizzando il metodo di lavorazione con piegatura inferiore, il rapporto dello stampo, ovvero lo spessore B del materiale della piastra e la distanza di apertura V della matrice inferiore, deve essere pari a B:V = 1:6.

Determinare il tonnellaggio di lavoro del processo di piegatura, applicando la forza tra lo stampo superiore e quello inferiore al materiale, in modo che la deformazione plastica del materiale sia ottimale. Il tonnellaggio di lavoro è la pressione di piegatura durante la piegatura. Determinare il tonnellaggio di lavoro tenendo conto dei seguenti fattori: raggio di piegatura, modalità di piegatura, rapporto di forma, lunghezza del gomito, spessore e resistenza del materiale piegato. Solitamente, il tonnellaggio di lavoro può essere selezionato in base alla tabella seguente e impostato nei parametri di lavorazione.
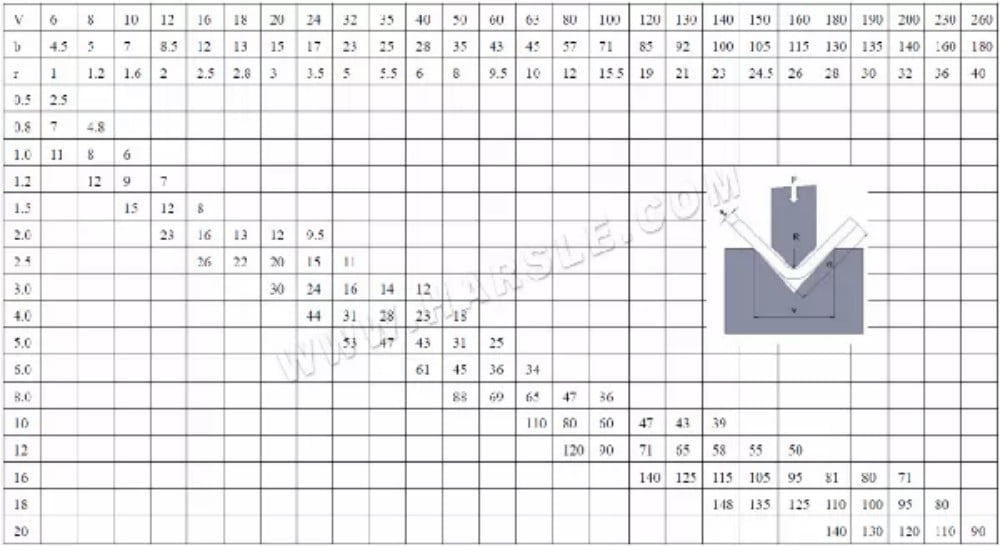
1. Il valore della tabella per la lunghezza del foglio di un metro quando la pressione di piegatura: Esempio: S = 4 mm L = 1000 mm V = 32 mm Controllare la tabella per ottenere P = 330 kN
2. Questa tabella è calcolata sulla base della resistenza σb = 450N/mm2 del materiale, nella piegatura di altri materiali diversi, della pressione di piegatura per i dati nella tabella e del prodotto dei seguenti coefficienti: bronzo (morbido): 0,5; acciaio inossidabile: 1,5; alluminio (morbido): 0,5; acciaio al cromo-molibdeno: 2,0.
3. Formula di approssimazione della pressione di piegatura della macchina piegatrice CNC: P = 650s2L/1000v dove l'unità di ciascun parametro P – kN, S – mm, L – mm, V – mm.
In base alle diverse forme formate dopo il processo di piegatura, il processo di piegatura è suddiviso in piega a L, piega a N, piega a Z, appiattimento con piega inversa, hardware pressato e altre forme; le caratteristiche e le differenze sono le seguenti.
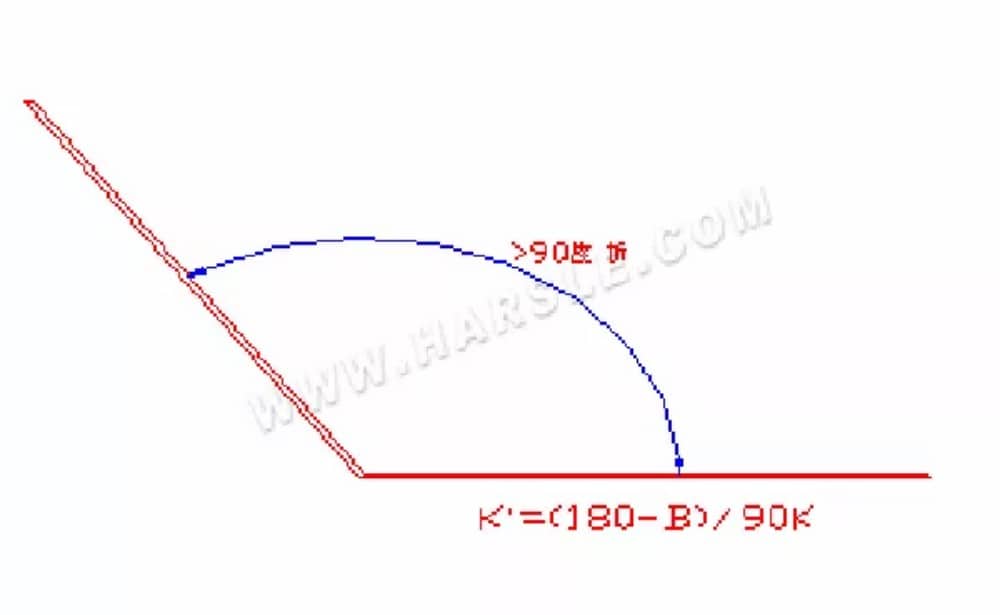
● Piega a L
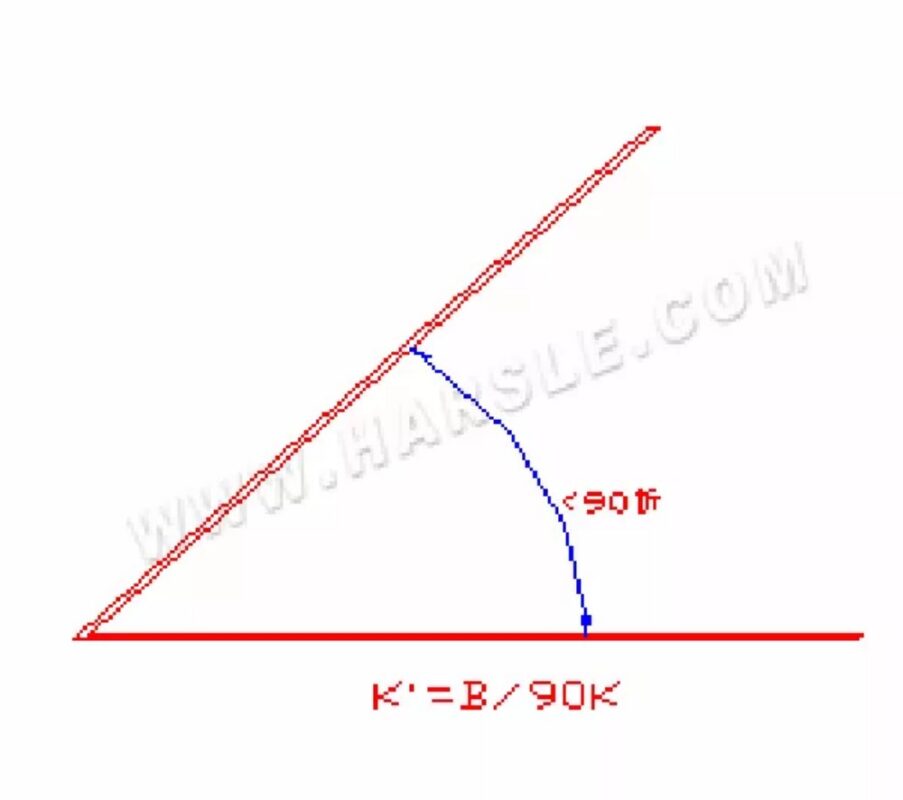
In base all'angolo si divide in 90˚fold e non 90˚fold. In base alla lavorazione si divide in lavorazione generale (L>V/2) e lavorazione speciale (L
1. Lo stampo viene selezionato in base al materiale, allo spessore della piastra e all'angolo di formatura.
2. Principio della posizione inclinata.
①Come principio vengono utilizzati due calibri di post-definizione e per il posizionamento viene utilizzata la forma del pezzo.
②Un calibro di post-definizione rispetto alla posizione, prestare attenzione all'inclinazione e richiedere la dimensione di piegatura del pezzo in lavorazione nello stesso centro online.
3. La lavorazione anti-piegatura e anti-piegatura è migliore.
④È meglio appoggiarsi al centro della parte posteriore del calibro fisso verso il basso. (La posizione inclinata dopo il calibro fisso non è facile da deformare)
⑤È meglio inclinare il lato più vicino alla parte posteriore del misuratore fisso.
⑥Il lato lungo è migliore.
⑦Per utilizzare la dima per facilitare il posizionamento (posizionamento irregolare del bordo smussato).
3. Nota: prestare attenzione al metodo di lavorazione e al movimento del registro posteriore nei vari metodi di lavorazione. Durante la piegatura, quando lo stampo è montato, il registro posteriore deve essere tirato indietro per evitare che il pezzo si deformi durante la piegatura. Piegatura interna di pezzi di grandi dimensioni, poiché la forma del pezzo è più grande e l'area di piegatura è più piccola, quindi l'utensile e l'area di piegatura sono difficili da sovrapporre, con conseguente difficoltà di posizionamento del pezzo o danni al pezzo stesso durante la piegatura. Per evitare quanto sopra, è possibile aggiungere un punto di posizionamento nella direzione longitudinale della lavorazione, in modo che le due direzioni di posizionamento della lavorazione, in modo da facilitare il posizionamento della lavorazione e migliorare la sicurezza della lavorazione, per evitare danni al pezzo, migliorando l'efficienza produttiva.
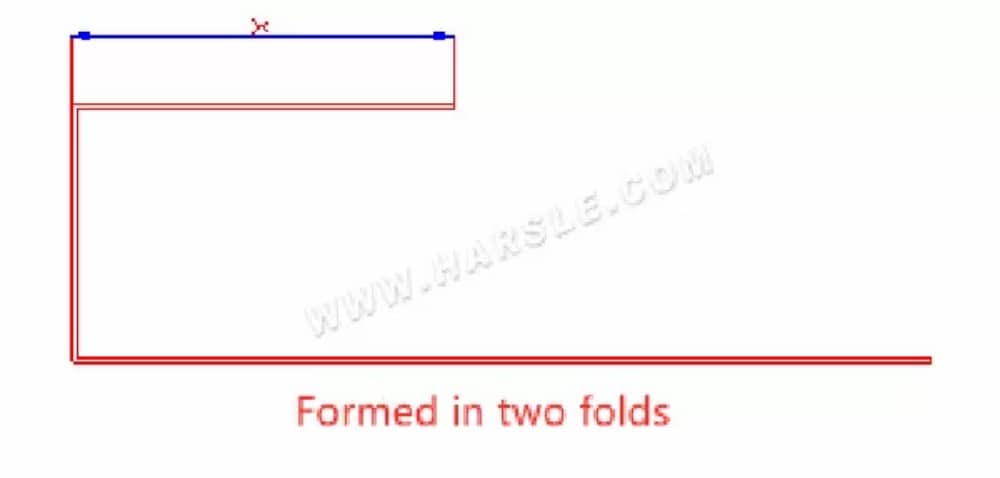
● N-fold
Piegatura a N per utilizzare diversi metodi di lavorazione a seconda della forma. Durante la piegatura, la dimensione del materiale deve essere maggiore di 4 mm e la dimensione della dimensione X è limitata dalla forma dello stampo. Se la dimensione del materiale è inferiore a 4 mm, vengono utilizzati metodi di lavorazione speciali.
1. Selezionare lo stampo in base allo spessore del materiale, alle dimensioni, al materiale e all'angolo di piegatura.
2. Principio di posizionamento: per garantire che il pezzo in lavorazione non interferisca con l'utensile
①Assicurarsi che l'angolo di inclinazione sia leggermente inferiore a 90 gradi.
②Il miglior utilizzo dei due misuratori di post-determinazione rispetto alla posizione, salvo circostanze particolari.
3. Note.
①Dopo aver piegato a L, l'angolo deve essere garantito a 90 gradi o leggermente inferiore a 90 gradi per facilitare l'elaborazione della posizione inclinata.
②Quando si esegue la seconda piega, è necessario appoggiarsi alla posizione della superficie di lavorazione come centro su cui appoggiarsi.
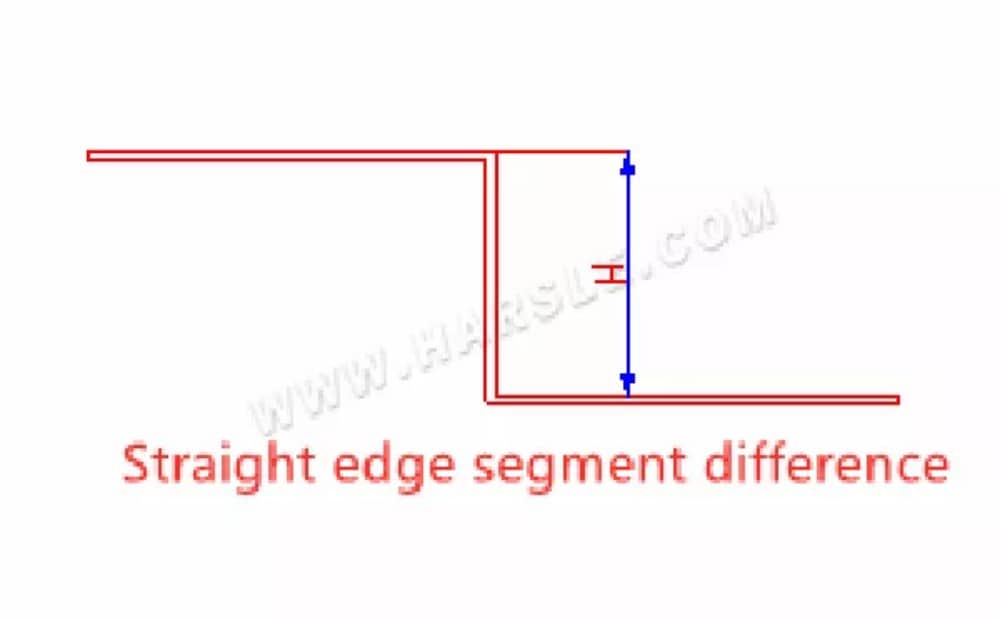
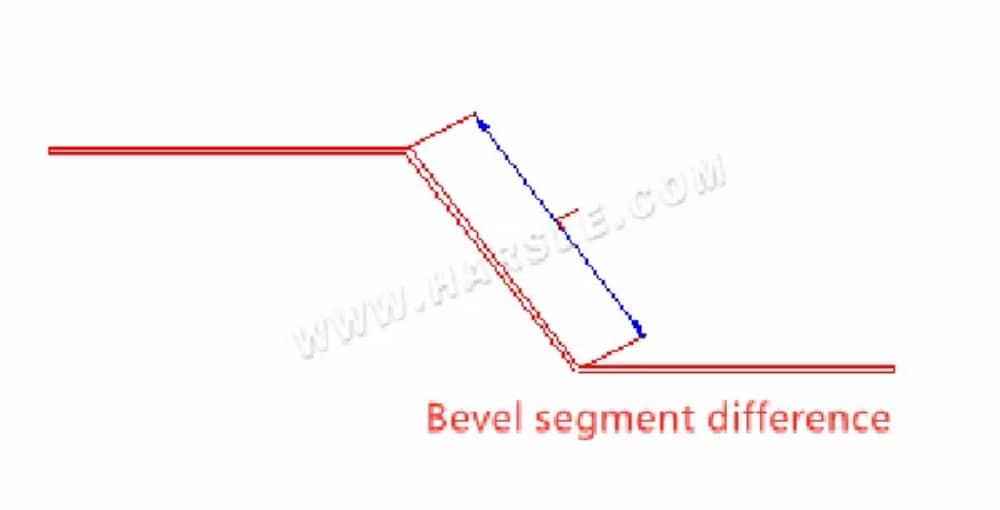
● Piegatura a Z
La piega a Z è anche chiamata differenza di segmento, ovvero una piegatura positiva e negativa. In base all'angolo, si divide in differenza di segmento con bordo smussato e differenza di segmento con bordo dritto. La dimensione minima del processo di piegatura è limitata dall'utensile di lavorazione, mentre la dimensione massima è determinata dalla forma della macchina di lavorazione. In generale, per materiali piegati a Z di dimensioni inferiori a 3,5 T, si utilizza la lavorazione con stampo a differenza di segmento. Quando le dimensioni sono superiori a 3,5 T, si utilizza il metodo di lavorazione normale.
1. Principio di inclinazione.
①Comodo per appoggiarsi e buona stabilità.
②L'inclinazione generale è la stessa della piegatura a L.
③Per lavorare in piano il pezzo e la matrice inferiore è necessaria una inclinazione secondaria.
2. Precauzioni.
①L'angolo di lavorazione della piega a L deve essere in posizione, generalmente richiesto a 89,5~90 gradi.
2. Quando si deve tirare indietro il calibro di post-definizione, occorre prestare attenzione alla deformazione del pezzo.
③La sequenza di elaborazione deve essere corretta.
④Per lavorazioni speciali, è possibile utilizzare i seguenti metodi: metodo di separazione della linea centrale (lavorazione eccentrica), lavorazione a V piccola (necessità di aumentare il coefficiente di flessione), facile formatura dello stampo, riparazione dello stampo inferiore.
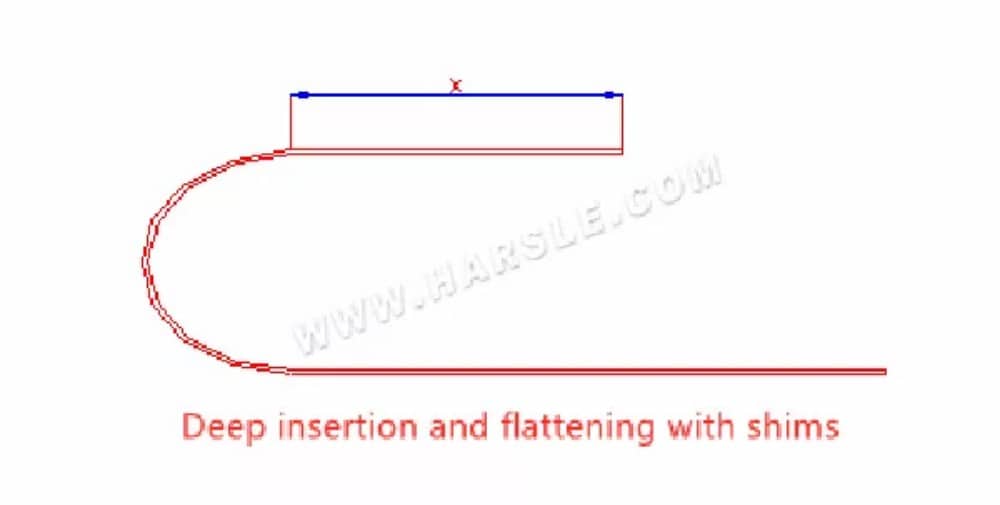
● Piegatura e appiattimento inversi
Le fasi di lavorazione dell'appiattimento riflessivo, noto anche come bordo morto, sono: prima piegatura della profondità dell'inserto a circa 35 gradi, quindi appiattimento con la matrice di appiattimento fino all'appiattimento e al serraggio.

1. Selezione della modalità: scegliere 30 gradi di profondità dell'inserto in base a 5-6 volte lo spessore del materiale, la larghezza della scanalatura a V della matrice inferiore, in base alla situazione specifica della lavorazione del bordo morto per scegliere la matrice superiore.
2. Nota: per il bordo morto, prestare attenzione al parallelismo dei due lati. Quando la dimensione del bordo morto è lunga, il bordo appiattito può essere piegato per primo dopo aver appiattito un angolo deformato. Per il bordo morto più corto, è possibile utilizzare la lavorazione a tampone.
● Pressatura dell'hardware
L'uso di ferramenta a coda di rondine per presse piegatrici, generalmente per l'utilizzo di stampi concavi, maschere e altre lavorazioni ausiliarie degli stampi. In generale, sono disponibili: dadi a pressione, perni a pressione, viti a pressione e altri accessori.


1. Note.
①Quando la forma del pezzo deve essere evitata, è necessario evitare la posizione.
2 Dopo l'elaborazione per testare la coppia, la spinta è conforme allo standard e l'hardware e il pezzo in lavorazione sono piatti e serrati.
3. Quando si preme il diaframma dopo la piegatura, per pressarlo accanto alla macchina utensile, bisogna prestare attenzione alla prevenzione della lavorazione e al parallelismo dello stampo.
④Se si tratta di un diaframma in espansione, dobbiamo anche prestare attenzione al lato del diaframma in espansione, che non deve presentare crepe e che il lato del diaframma in espansione non deve essere più alto della superficie del pezzo in lavorazione.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






