








Problemy z giętarkami do rur i szybkie ich rozwiązania to coś, z czym prędzej czy później spotka się każdy producent, niezależnie od stopnia zaawansowania sprzętu. Jeśli szukasz jasnych wyjaśnień najczęstszych problemów i sposobów ich szybkiego rozwiązania, trafiłeś we właściwe miejsce. W tym poradniku omówię typowe problemy pojawiające się podczas gięcia rur i przedstawię praktyczne rozwiązania, które możesz wdrożyć natychmiast. Niezależnie od tego, czy dopiero zaczynasz przygodę z obróbką rur, czy jesteś doświadczonym operatorem, ten artykuł pomoże Ci skuteczniej diagnozować problemy, minimalizować przestoje i utrzymywać stabilną dokładność gięcia.
Wspólny Giętarka do rur Problemy i ich przyczyny
Marszczenie się rur podczas gięcia o ciasnym promieniu
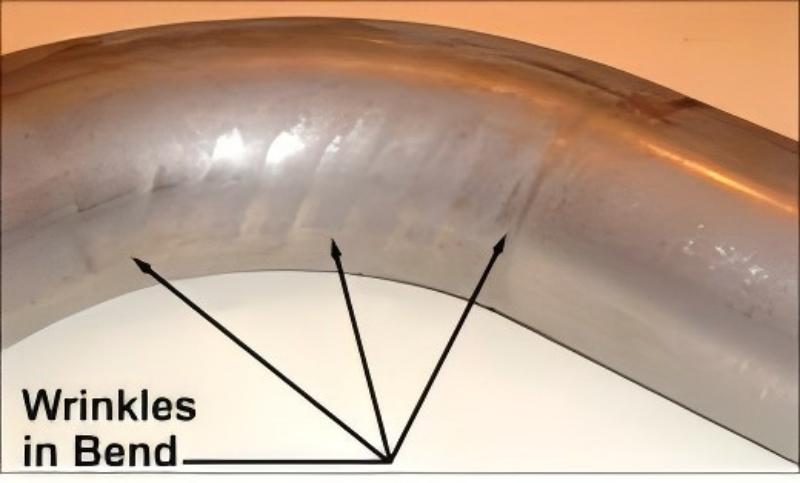
Marszczenie się rur to jeden z najczęstszych problemów giętarek do rur, szczególnie w przypadku rur cienkościennych lub gięcia o małym promieniu. Przyczyną jest zazwyczaj niewystarczające podparcie wewnętrzne lub niewłaściwe ustawienie trzpienia. Gdy ścianka rury zapada się do wewnątrz, matryca gnąca nie może utrzymać prawidłowego kształtu.
Aby temu zaradzić, zawsze zaczynam od sprawdzenia typu trzpienia i dostosowania jego położenia bliżej punktu stycznego. Zwiększenie smarowania trzpienia i matrycy wycierającej może również zapewnić płynniejszy przepływ materiału.
Nadmierne sprężynowanie po zgięciu

Sprężynowanie występuje, gdy rura po wygięciu częściowo powraca do pierwotnego kształtu. Problem ten nasila się w przypadku twardszych materiałów, takich jak stal nierdzewna. Problem zazwyczaj wynika z niewystarczającej kompensacji nadmiernego wygięcia lub zużycia powierzchni narzędzi.
Aby to naprawić, zazwyczaj dostosowuję kąt nachylenia w systemie sterowania i sprawdzam, czy matryca dociskowa i matryca gnąca nadal mają dokładne promienie. Jeśli oprzyrządowanie wykazuje oznaki zużycia, jego wymiana lub regeneracja powierzchni przywróci dokładność gięcia.
Problemy ze spłaszczeniem lub owalnością rurki
Płaskie miejsca lub owalny przekrój poprzeczny to częste problemy z giętarkami do rur, gdy promień gięcia jest zbyt mały lub siła nacisku matrycy nie jest prawidłowo ustawiona. Spłaszczenie rury nie tylko wpływa negatywnie na estetykę, ale również na wytrzymałość konstrukcyjną.
Moim szybkim rozwiązaniem jest zwiększenie siły nacisku matrycy i sprawdzenie, czy promień gięcia jest zgodny ze specyfikacją materiału. Jeśli promień jest zbyt mały, zmiana na trzpień z większą liczbą węzłów podporowych zazwyczaj poprawia rezultat.
Poślizg materiału w matrycy zaciskowej
Jeśli rura ślizga się podczas gięcia, maszyna może uzyskać nierównomierne kąty lub zarysowania powierzchni. Najczęstszymi przyczynami są zbyt niska siła zacisku, zużyte matryce zaciskowe lub niewystarczająca strategia smarowania.

Aby rozwiązać ten problem, stopniowo zwiększam siłę zacisku i sprawdzam zużycie powierzchni matryc. Jeśli matryce wydają się wypolerowane lub zaokrąglone, wymieniam je. W przypadku stali nierdzewnej zmniejszenie smarowania w obszarze zacisku pomaga zapobiec niepożądanemu poślizgowi.
Nieprawidłowe kąty gięcia lub utrata powtarzalności
Nierównomierne kąty często wynikają z nieprawidłowego ustawienia czujnika, nieprawidłowej kalibracji lub zużycia mechanicznego. Jest to jeden z problemów giętarek do rur, który może znacznie spowolnić produkcję.
Zawsze zaczynam od ponownej kalibracji enkodera kąta i sprawdzenia luzu w ramieniu gnącym. Upewnienie się, że maszyna stoi na równym podłożu, również poprawia dokładność. Regularne kontrole mechaniczne pomagają utrzymać powtarzalność.
Szybkie poprawki dla Gięcie rur Dokładność i jakość
Regulacja położenia trzpienia w celu lepszego wsparcia
W przypadku rur cienkościennych lub o małych promieniach, trzpień umieszczam 0,5–1,0 mm przed punktem styczności. Zapobiega to zapadnięciu się rury i zapewnia gładką powierzchnię wewnętrzną. Użycie odpowiedniego typu trzpienia – wtykowego, kształtowego lub kulowego – również ma duże znaczenie.
Kalibracja giętarki do rur w celu uzyskania precyzyjnych kątów

W przypadku wystąpienia odchyleń kąta, szybka kalibracja często rozwiązuje problem. Wykonuję test gięcia, mierzę rzeczywisty kąt za pomocą kątomierza cyfrowego i aktualizuję wartość kompensacji w systemie sterowania. Ta ponowna kalibracja zazwyczaj natychmiast przywraca dokładność.
Optymalizacja siły nacisku matrycy ciśnieniowej w celu uzyskania czystych gięcia
Zbyt duża siła powoduje zarysowania, a zbyt mała prowadzi do poślizgu. Stopniowo dostosowuję nacisk, monitorując jednocześnie odkształcenie materiału. Dopasowanie materiału matrycy do materiału rury – na przykład matryc ze stali hartowanej do rur stalowych – poprawia jakość powierzchni.
Poprawa smarowania dla płynnego przepływu materiału
Prawidłowe smarowanie zmniejsza tarcie i zapobiega powstawaniu zmarszczek. Podczas gięcia stali nierdzewnej stosuję smar o wysokiej lepkości na trzpieniu, dbając jednocześnie o czystość obszaru zacisku. Stałe smarowanie zapewnia stabilną wydajność gięcia.
Środki zapobiegawcze mające na celu skrócenie przestojów giętarki do rur
Lista kontrolna rutynowej kontroli
Codziennie sprawdzam trzpienie, matryce, zaciski i ramię gnące. Kontrola pod kątem zużycia, pęknięć lub zmian powierzchni pozwala wykryć problemy na wczesnym etapie, zanim wpłyną one na produkcję.
Konserwacja narzędzi dla zapewnienia długoterminowej precyzji
Czyszczenie narzędzi po każdej zmianie zapobiega wpływowi zanieczyszczeń metalowych na dokładność gięcia. Przechowuję trzpienie i matryce zabezpieczone antykorozyjnie, aby zapewnić im długą żywotność.
Kalibracja oprogramowania i czujników
Regularna aktualizacja i kalibracja czujników minimalizuje błędy pomiarowe. Prawidłowe dane z czujników są niezbędne do uzyskania dokładnych kątów gięcia, obrotów i długości podawanego materiału.
Często zadawane pytania
Jak mogę zmniejszyć sprężynowanie podczas gięcia rur ze stali nierdzewnej?
Stal nierdzewna charakteryzuje się wysokim współczynnikiem powrotu sprężystego. Aby zmniejszyć sprężynowanie, zwiększam kąt zagięcia, sprawdzam dokładność promienia narzędzia i dostosowuję siłę zacisku. Zastosowanie trzpienia z większą liczbą węzłów podporowych również poprawia spójność.
Dlaczego moja rura marszczy się podczas gięcia małym promieniem?
Marszczenie często wynika z nieprawidłowego ustawienia trzpienia lub niedostatecznego smarowania. Umieść trzpień bliżej punktu stycznego i upewnij się, że matryca czyszcząca jest prawidłowo ustawiona.
Co powinienem zrobić, jeśli problemy z giętarką do rur obejmują niespójne kąty?
Zacznij od ponownej kalibracji enkodera kąta i sprawdzenia wypoziomowania maszyny. Zużyte narzędzia lub luzy mechaniczne również mogą powodować rozbieżności kątów.
Czy słabe smarowanie może spowodować zarysowania powierzchni?
Tak, niedostateczne smarowanie może zwiększyć tarcie, prowadząc do zarysowań lub odkształceń. Zawsze stosuj smar odpowiedni do danego materiału na trzpieniu i matrycach ciśnieniowych.
Wniosek
Zrozumienie najczęstszych problemów z giętarkami do rur i wiedza, jak je szybko rozwiązać, może znacząco poprawić wydajność produkcji. Regulując położenie trzpienia, optymalizując siłę nacisku matrycy, regularnie kalibrując maszynę i przeprowadzając rutynowe przeglądy, można zapobiec większości problemów z gięciem, zanim wpłyną one na proces produkcji. Jeśli potrzebujesz dodatkowego wsparcia lub chcesz poznać zaawansowane rozwiązania z zakresu gięcia, skontaktuj się z naszym zespołem, aby uzyskać więcej wskazówek i profesjonalną pomoc.



