








Pracując z automatycznym sprzętem do gięcia, niewiele problemów zakłóca produkcję tak szybko, jak Błędy PLC w giętarkach do rur. Jeśli Twoja maszyna nagle się zatrzymuje, zawiesza w połowie cyklu lub wyświetla nieznane kody błędów PLC, prawdopodobnie szukasz prostego i praktycznego sposobu na ponowne uruchomienie. W tym poradniku omówię najczęstsze przyczyny tych błędów, krok po kroku wyjaśnię, jak je zdiagnozować i jak szybko rozwiązać problem bez uszczerbku dla dokładności i bezpieczeństwa. Niezależnie od tego, czy codziennie obsługujesz giętarkę do rur CNC, czy zarządzasz pełną linią produkcyjną, ten artykuł pomoże Ci przywrócić płynną pracę i zapobiec przestojom w przyszłości.
Dlaczego W giętarkach do rur występują błędy PLC

Niestabilność elektryczna wpływająca na sterowanie PLC
Jedną z najczęstszych przyczyn problemów z PLC jest niestabilne zasilanie elektryczne. Spadki napięcia, nagłe przepięcia lub słabe uziemienie mogą spowodować błędne odczytanie sygnałów przez PLC lub nieoczekiwane ponowne uruchomienie. Zawsze zaczynam od sprawdzenia zasilania wejściowego, stanu uziemienia i szczelności okablowania szafy. Nawet luźny zacisk może powodować sporadyczne awarie PLC podczas cykli gięcia.
Awarie czujników wyzwalające kody błędów
Giętarki do rur wykorzystują wiele czujników – czujniki zacisku, czujniki trzpienia, czujniki zbliżeniowe i serwomechanizmy sprzężenia zwrotnego. Gdy którykolwiek z nich ulegnie awarii lub wyśle niespójne sygnały, sterownik PLC interpretuje dane jako błąd. Sprawdzam stan diod LED każdego czujnika, ciągłość sygnału i pozycję montażu, aby upewnić się, że są one prawidłowo ustawione i działają.
Problemy z komunikacją między PLC a serwonapędami
Utrata komunikacji między sterownikiem PLC a serwonapędami może spowodować natychmiastowe zatrzymanie maszyny. Zazwyczaj dzieje się tak z powodu uszkodzonych kabli komunikacyjnych, luźnych złączy lub nieprawidłowych parametrów. Sprawdzam porty komunikacyjne, ponownie podłączam złącza i weryfikuję, czy parametry serwonapędu są zgodne z plikiem konfiguracyjnym maszyny.
Uszkodzenie oprogramowania lub utrata parametrów
Jeśli program PLC ulegnie uszkodzeniu z powodu awarii zasilania lub nieprawidłowego wyłączenia, maszyna może uruchomić się z brakującymi parametrami lub nieprawidłową logiką. Przywrócenie najnowszej kopii zapasowej lub ponowne załadowanie programu PLC jest często najszybszym rozwiązaniem. Zawsze upewniam się, że przed wprowadzeniem jakichkolwiek zmian przechowywana jest zweryfikowana kopia zapasowa.
Jak krok po kroku naprawić błędy PLC w giętarkach do rur
Krok 1 – Zresetuj i zidentyfikuj kod błędu
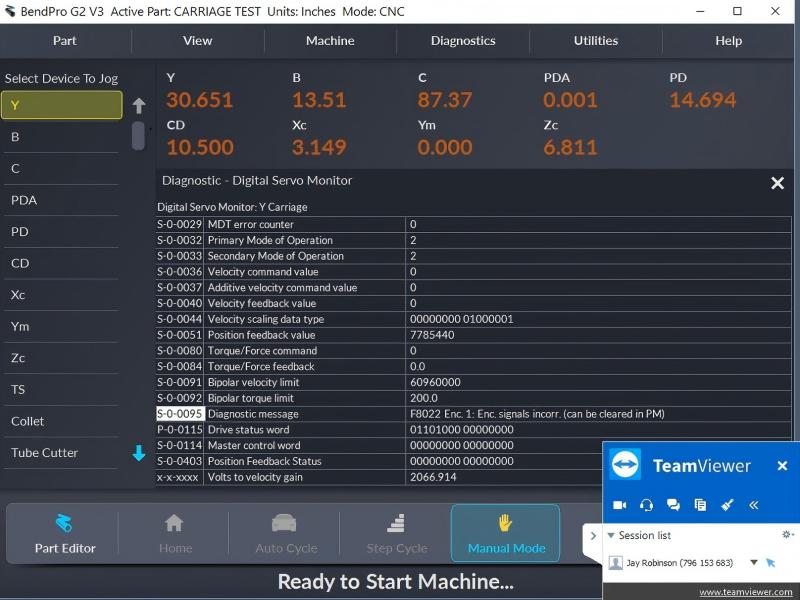
Przed wprowadzeniem jakichkolwiek zmian, restartuję maszynę i sprawdzam kod błędu PLC wyświetlany na ekranie HMI lub alarmu. Każdy kod odpowiada konkretnej przyczynie, co znacznie zawęża proces rozwiązywania problemów. Sprawdzam również historię alarmów, ponieważ powtarzające się alarmy zazwyczaj wskazują na niestabilność mechaniczną lub elektryczną.
Krok 2 – Sprawdź połączenia zasilania i okablowania
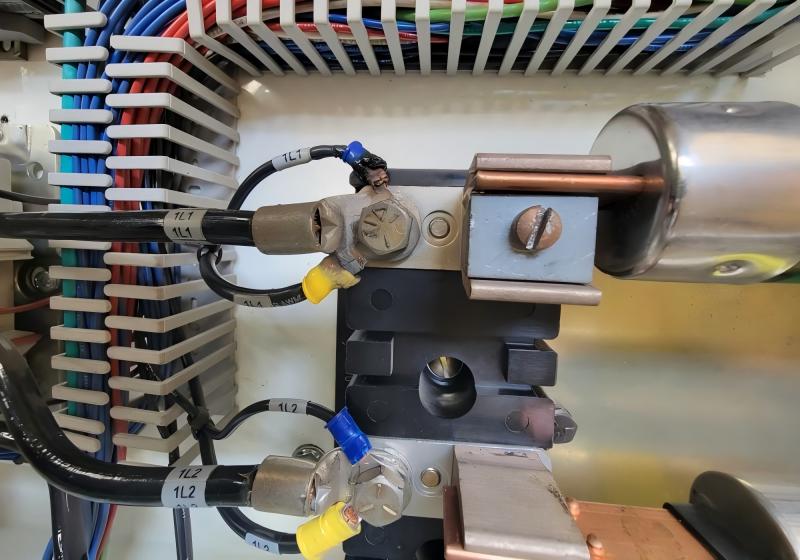
Niestabilne zasilanie jest przyczyną wielu usterek sterowników PLC, dlatego dokładnie sprawdzam szafę elektryczną. Dokręcam luźne zaciski, oczyszczam moduł PLC z kurzu i sprawdzam prawidłową rezystancję uziemienia. Jeśli maszyna pracuje w środowisku o dużej wilgotności, sprawdzam również, czy nie występuje kondensacja lub korozja.
Krok 3 – Sprawdź dane wejściowe czujników jeden po drugim
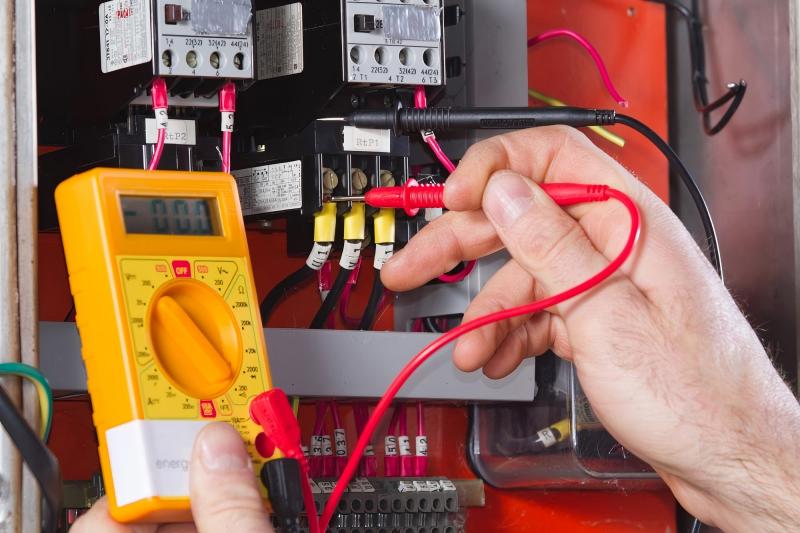
Monitoruję każde wejście PLC ze strony diagnostyki HMI. Pomaga mi to potwierdzić, czy wszystkie czujniki wysyłają prawidłowe sygnały. Jeśli zauważę wahania lub brak sygnału z krytycznego czujnika, sprawdzam okablowanie, dostosowuję uchwyt czujnika lub wymieniam uszkodzony czujnik. Nieprawidłowo ustawione zaciski lub trzpienie czujników są częstą przyczyną przerw w gięciu.
Krok 4 – Sprawdź komunikację między modułami
Sprawdzam integralność kabli komunikacyjnych i kontrolki serwonapędu. Jeśli napęd nie komunikuje się ze sterownikiem PLC, sprawdzam ustawienia portu komunikacyjnego, parametry protokołu i ciągłość okablowania. W niektórych przypadkach samo ponowne podłączenie kabli lub wymiana uszkodzonego portu rozwiązuje problem.
Krok 5 – Załaduj lub przywróć program PLC
Jeśli błąd utrzymuje się nawet po sprawdzeniu instalacji elektrycznej i czujników, ponownie wczytuję program PLC. Korzystam z zatwierdzonego przez producenta pliku programu i porównuję listy parametrów, aby zapewnić spójność. Niedopasowany zestaw parametrów często powoduje nieoczekiwane ruchy maszyny lub powtarzające się alarmy PLC.
Krok 6 – Przetestuj maszynę w kontrolowanych warunkach

Po naprawieniu błędu uruchamiam maszynę bez elementu obrabianego. Dzięki temu wszystkie osie reagują prawidłowo i nie pojawiają się żadne nieoczekiwane alarmy. Jeśli wszystko działa prawidłowo, uruchamiam powolny cykl gięcia, aby potwierdzić stabilność przed rozpoczęciem produkcji z pełną prędkością.
Zapobieganie błędom PLC w giętarkach do rur
Utrzymuj stabilne warunki elektryczne
Ograniczniki przepięć, prawidłowe uziemienie i regularne przeglądy znacznie zmniejszają ryzyko awarii sterowników PLC. Zachęcam operatorów do unikania podłączania giętarek do rur do niestabilnych lub przeciążonych sieci energetycznych.
Wykonaj rutynową kalibrację czujnika
Skalibrowane czujniki są niezbędne do precyzyjnego gięcia. Regularnie sprawdzam ustawienie czujników, ich czyszczenie i szybkość reakcji, aby zapobiec fałszywym sygnałom, które mogą powodować błędy PLC.
Utrzymuj czyste i suche szafy elektryczne
Kurz i wilgoć to ciche problemy. Regularnie czyszczę szafy elektryczne i upewniam się, że wentylatory i filtry chłodzące działają prawidłowo, aby chronić sterownik PLC przed przegrzaniem lub zanieczyszczeniem.
Sekcja FAQ
Dlaczego błędy PLC w giętarkach do rur pojawiają się nawet po zresetowaniu?
Powtarzające się błędy PLC zazwyczaj wskazują na niestabilne połączenia elektryczne, nieprawidłowe ustawienie czujników lub błędy komunikacji między PLC a modułami serwomechanizmów. Zawsze zalecam sprawdzenie okablowania i wejść czujników przed ponownym resetowaniem.
Jak mogę stwierdzić, czy czujnik jest przyczyną błędów PLC w giętarkach do rur?
Stan wejścia można sprawdzić na stronie diagnostyki HMI lub PLC. Jeśli wejście czujnika miga, pozostaje nieaktywne lub koliduje z logiką maszyny, prawdopodobnie jest to przyczyną błędu.
Czy błędy PLC w giętarkach do rur powodują uszkodzenie maszyny?
W większości przypadków błędy PLC to alarmy ochronne, których celem jest zatrzymanie niebezpiecznego ruchu. Jednak ich ignorowanie lub pomijanie sygnałów bezpieczeństwa może spowodować długotrwałe uszkodzenia mechaniczne lub elektryczne.
Kiedy powinienem ponownie załadować program PLC?
Jeżeli po awarii zasilania maszyna wykazuje błędy logiczne, brakuje parametrów lub osi zachowuje się nieprawidłowo, często konieczne jest ponowne załadowanie programu PLC.
Wniosek
Naprawianie błędów PLC w Giętarki do rur Nie musi być skomplikowane. Postępując zgodnie ze strukturą procesu rozwiązywania problemów – sprawdzając stan instalacji elektrycznej, kontrolując czujniki, weryfikując komunikację i przywracając program PLC – możesz szybko przywrócić maszynę do stabilnej pracy. Te kroki nie tylko skracają przestoje, ale także poprawiają dokładność gięcia i niezawodność maszyny. Jeśli potrzebujesz spersonalizowanego wsparcia technicznego, części zamiennych lub bardziej szczegółowych poradników rozwiązywania problemów, możesz w dowolnym momencie skontaktować się z zespołem HARSLE.



