








Ten kompleksowy przewodnik szczegółowo omawia analizę osi gięcia rur, wyjaśniając, jak każda z nich – Y, B, C, A, Z i X – przyczynia się do precyzji gięcia, wydajności maszyny i niezawodności produkcji. Dowiedz się, jak optymalizacja interakcji między wieloma osiami poprawia wyniki produkcji i skraca czas cyklu.
Analiza osi gięcia rur: dlaczego stała się niezbędna w nowoczesnej produkcji
W miarę jak produkcja przechodzi w kierunku automatyzacji i produkcji o wysokiej precyzji, Analiza osi gięcia rur stała się jednym z najcenniejszych podejść inżynieryjnych zapewniających stałą jakość gięcia i efektywny przepływ produkcji. Wieloosiowe giętarki do rur nie są już prostymi urządzeniami mechanicznymi; stały się złożonymi systemami elektromechanicznymi, które opierają się na zsynchronizowanej interakcji osi, pętlach sprzężenia zwrotnego sterowanych serwomechanizmem oraz adaptacyjnych parametrach dostosowanych do różnych materiałów.
W tym kontekście zrozumienie indywidualnych ról każdej osi, a także zbiorczej dynamiki między nimi, pozwala operatorom i inżynierom dążyć do większej dokładności, minimalizować straty materiałów, skracać czas cyklu i utrzymywać długoterminową stabilność maszyny. Niniejszy artykuł zawiera dogłębną i szczegółową analizę każdej osi, jej charakterystyki operacyjnej oraz zasad inżynieryjnych leżących u podstaw precyzyjnego gięcia.
Rozszerzona analiza osi z głębią techniczną
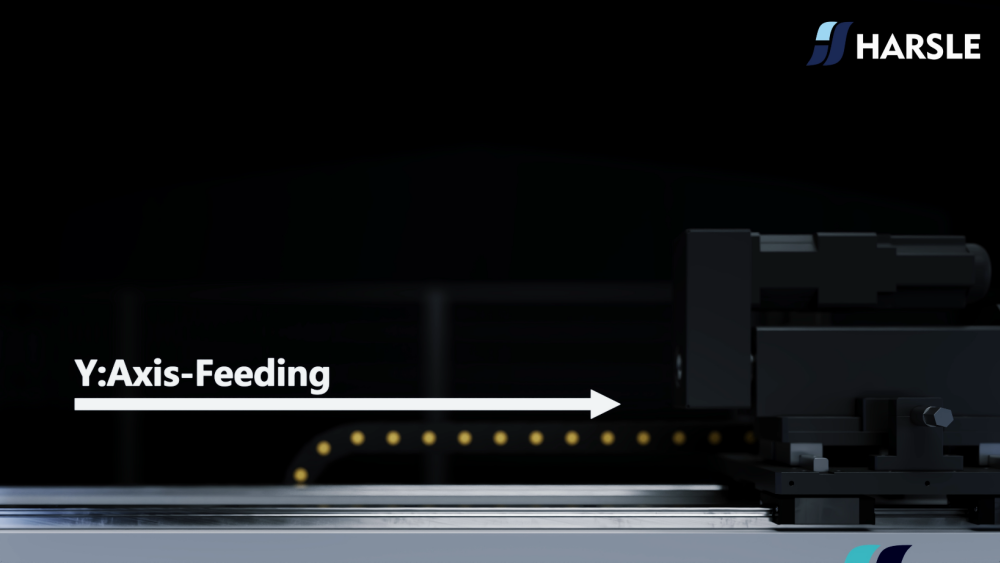
1. Oś Y – podawanie
W analizie osi gięcia rur, oś Y stanowi punkt początkowy wszystkich kolejnych operacji gięcia, ponieważ dokładna długość posuwu determinuje położenie każdego gięcia w sekwencji. Błąd w pozycjonowaniu osi Y – nawet rzędu kilku dziesiątych milimetra – może kumulować się na wielu gięciach i prowadzić do odchyleń wymiarowych, problemów z montażem lub odpadów materiałowych.
Z tego powodu system paszowy musi sprawować ścisłą kontrolę nad prędkość, moment obrotowy, chwyt zacisku i sprzężenie zwrotne położenia.
Rozszerzone rozważania techniczne
- Zachowanie prędkości podawania
Wyższe prędkości posuwu umożliwiają szybkie cykle, ale mogą generować drgania lub mikropoślizgi na powierzchni rury. Aby to skompensować, potrzebne są solidne pętle sterowania. - Serwo a podawanie hydrauliczne
Serwopodawanie gwarantuje wysoką powtarzalność, natomiast podawanie hydrauliczne zapewnia większą siłę pchającą — wybór właściwego systemu zależy od średnicy rury i grubości ścianki. - Integracja czujników
Czujniki przesuwu wykorzystujące laser i enkoder znacznie zwiększają dokładność, zapewniając informacje zwrotne w czasie rzeczywistym i zwiększając precyzję pozycjonowania dzięki automatycznej korekcie. - Interakcja powierzchni materiału
Metale takie jak stal nierdzewna wymagają stabilnej siły zacisku, aby zapobiec wgnieceniom powierzchni, dlatego kalibracja siły zacisku jest kluczowym elementem dokładności podawania.
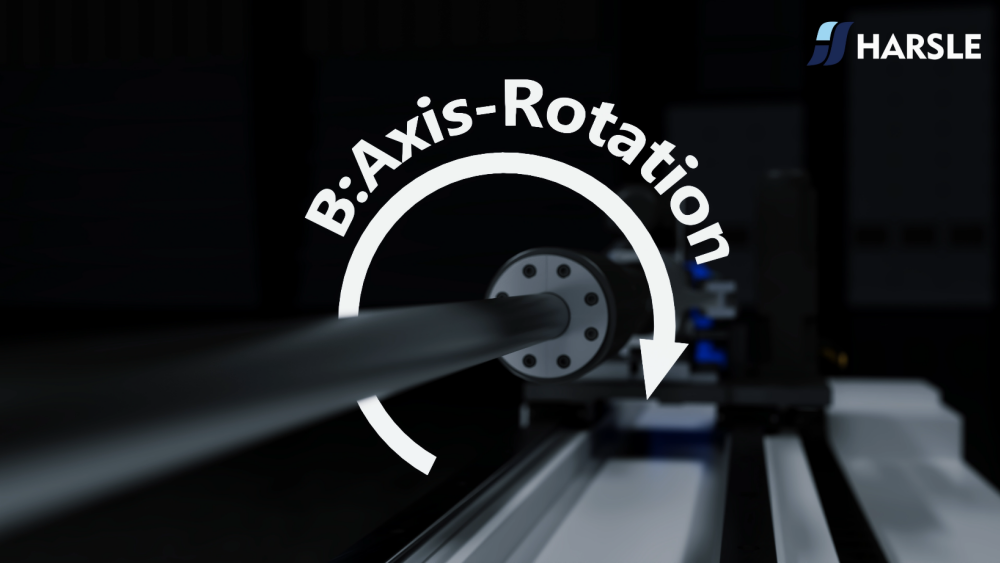
2. Oś B – obrót
Oś B decyduje o orientacji rury przed jej zgięciem, a jej dokładność obrotowa ma bezpośredni wpływ na zdolność maszyny do produkcji części o wielokierunkowej geometrii, np. układów wydechowych samochodów, przewodów HVAC i przewodów hydraulicznych.
Rozszerzone rozważania techniczne
- Kompensacja bezwładności obrotowej
Większe lub cięższe rury mają większą bezwładność, co wymaga precyzyjnej kontroli przyspieszania i zwalniania, aby zapobiec przekroczeniu dopuszczalnego momentu obrotowego. - Synchronizacja wieloosiowa
Oś B musi działać w idealnej harmonii z osiami Y i C, aby zachować integralność geometryczną podczas kolejnych gięcia. - Rozdzielczość enkodera
Wysokiej rozdzielczości enkodery pozwalają na precyzyjną korekcję kątową, umożliwiając wykonywanie złożonych wzorów gięcia, co byłoby niemożliwe w przypadku urządzeń sprzężenia zwrotnego o niskiej precyzji. - Projektowanie osprzętu i zacisków
Uchwyt obrotowy musi zapobiegać ślizganiu się rury podczas obrotów z dużym momentem obrotowym, aby zachować stabilną dokładność kątową.
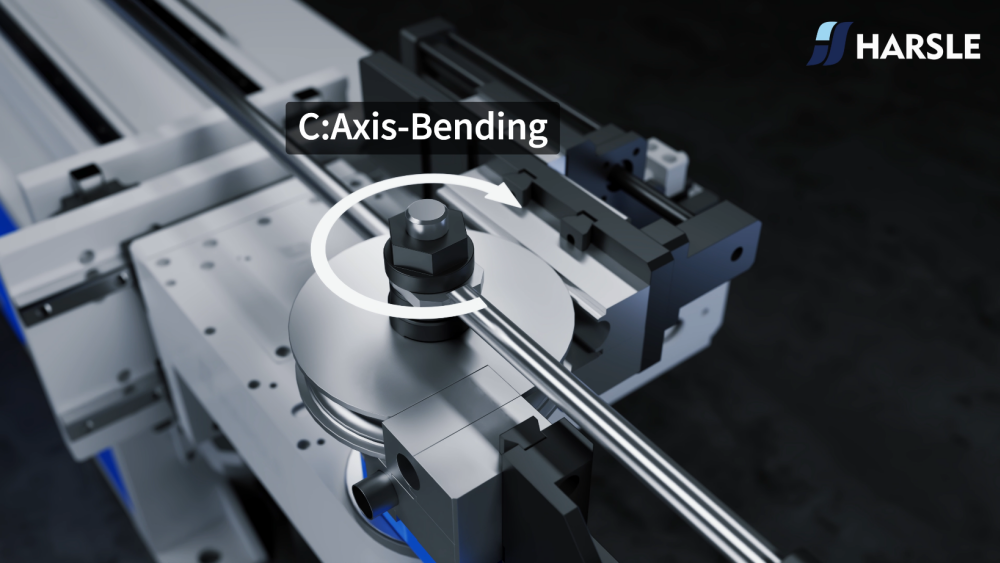
3. Oś C – gięcie
Oś C stanowi serce narzędzia do analizy osi gięcia rur. Przy pomocy tej osi wywierana jest siła na gięcie rury, a jakość tego działania definiuje ostateczną geometrię, integralność powierzchni i spójność strukturalną gotowego elementu.

Rozszerzone rozważania techniczne
- Rozkład sił i kontrola promienia
Maszyna musi wywierać stałą siłę gięcia na rurę, aby zapobiec jej spłaszczeniu lub pęknięciu, szczególnie podczas formowania ciasnych promieni. - Modele predykcji sprężynowania
Nowoczesne systemy wykorzystują bazy danych materiałów do przewidywania zachowania sprężynowania, umożliwiając maszynie automatyczne zastosowanie kompensacji. - Optymalizacja trzpienia i matrycy wycierającej
Wybór właściwego typu trzpienia — wtykowego, kształtowego lub kulowego — znacząco poprawia jakość powierzchni wewnętrznej i zapobiega powstawaniu zmarszczek. - Algorytmy adaptacyjnego zginania
Zaawansowane systemy sterowania analizują opór zginania w czasie rzeczywistym, dostosowując moment obrotowy lub kąt w celu utrzymania zaprogramowanej geometrii.
4. Oś A – pchanie
Oś A zapewnia dodatkowe wsparcie wzdłużne i gwarantuje, że rura pozostanie w prawidłowym położeniu podczas wykonywania długich gięciach lub podczas pracy z dużymi, ciężkimi lub długimi rurami.
Rozszerzone rozważania techniczne
- Stabilność długiego skoku
W przypadku długich rur, podczas transportu należy zachować stabilność, aby uniknąć ich uginania się lub przesuwania. - Monitorowanie momentu obrotowego i siły
Czujniki wykrywają nietypowy opór, zapewniając, że rura nie ulegnie odkształceniu lub nie będzie kolidować z narzędziami. - Integracja z osią Y
W sekwencjach gięcia wymagających wysokiej precyzji osie Y i A muszą działać spójnie, aby zagwarantować właściwe ustawienie i pozycjonowanie.
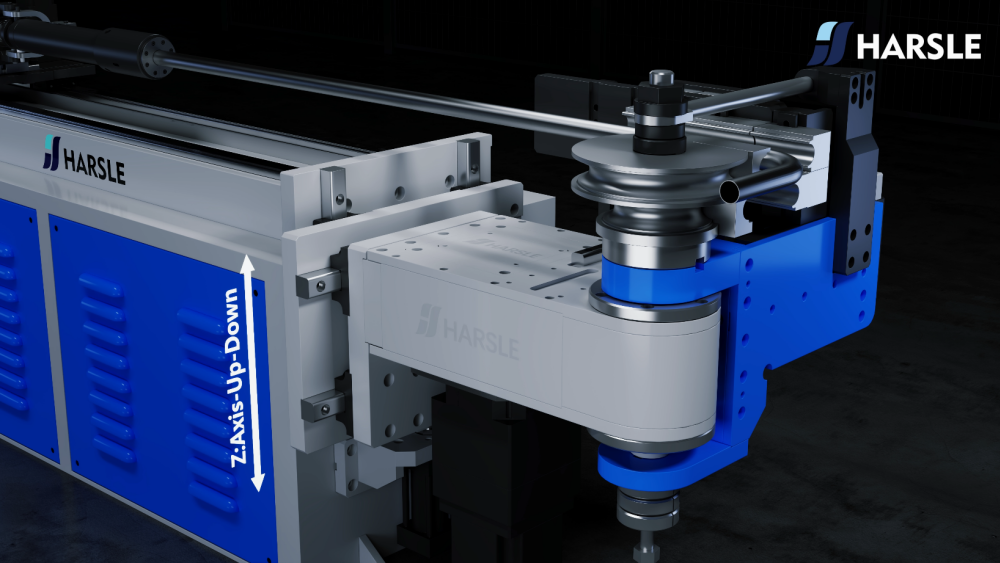
5. Oś Z – ruch pionowy
Oś Z reguluje prześwit pionowy, umożliwiając operatorom przełączanie się między narzędziami, zmianę geometrii gięcia i tworzenie przestrzeni do wielowarstwowych operacji gięcia.
Rozszerzone rozważania techniczne
- Możliwość podnoszenia dużych ciężarów
Oś Z musi zachować sztywność i stabilność przy dużych obciążeniach, zwłaszcza przy obsłudze dużych matryc. - Powtarzalność pionowa
Dokładna kontrola wysokości gwarantuje, że każde gięcie rozpoczyna się od spójnego ustawienia narzędzi. - Funkcje bezpieczeństwa i prześwitu
Regulacja wysokości w pionie chroni maszynę przed kolizjami podczas skomplikowanych cykli gięcia.
6. Oś X – ruch poziomy
Oś X zapewnia boczne wyrównanie podczas gięcia, co jest szczególnie istotne przy produkcji części wielopłaszczyznowych lub przestrzennie złożonych.


Rozszerzone rozważania techniczne
- Precyzja pozycjonowania krzyżowego
Bardzo precyzyjne szyny liniowe i śruby kulowe zapewniają płynny i stały ruch poziomy. - Złożona kompensacja geometryczna
Kompensacja boczna jest często konieczna w celu uwzględnienia sprężystości lub elastyczności materiału. - Sprzężenie zwrotne w pętli zamkniętej
Serwomotorowe pozycjonowanie poziome zapewnia precyzyjne wytwarzanie części wielokierunkowych.
Jak analiza osi gięcia rur zwiększa wydajność
Stosowanie systematyczności Analiza osi gięcia rur Umożliwia operatorom identyfikację słabych punktów w produkcji, dostosowanie parametrów interakcji osi, optymalizację nakładających się operacji i skrócenie niepotrzebnych przestojów między gięciami. Dzięki strategicznemu podejściu do analizy osi producenci mogą:
- Skróć czas cyklu
- Zwiększenie wykorzystania maszyn
- Poprawa spójności produktu
- Niższe wskaźniki złomu
- Wydłuż żywotność maszyny
Ostatecznie optymalizacja na poziomie osi zapewnia bardziej przewidywalne i stabilne środowisko gięcia.
Trwające wyzwania i praktyczne rozwiązania
Nawet przy zastosowaniu zaawansowanej analizy osi gięcia rur, zespoły produkcyjne wciąż napotykają na problemy występujące w rzeczywistych warunkach, takie jak:
- Zmiana twardości materiału
- Sprężystość zależna od temperatury
- Zużycie narzędzi i niewspółosiowość matryc
- Dryft kalibracji czujnika
- Niespójność operatora
Rozwiązania te zazwyczaj obejmują konserwację zapobiegawczą, okresową kalibrację i integrację systemów monitorowania zdolnych do wychwytywania anomalii zanim wpłyną one na produkcję.
Wnioski: Przyszłe trendy w analizie osi gięcia rur
Wraz z rozwojem inteligencji maszynowej, analiza osi gięcia rur ma obejmować predykcyjne korekty sterowane przez sztuczną inteligencję, automatyczne obliczanie sprężystości, mapowanie sił w czasie rzeczywistym oraz samooptymalizujące się algorytmy gięcia. Te postępy umożliwią giętarkom podejmowanie autonomicznych decyzji, znaczną poprawę dokładności i obniżenie kosztów operacyjnych.
Dzięki przyjęciu analizy osi gięcia rur jako podstawowej praktyki producenci mogą zwiększyć swoją wydajność, poprawić jakość produktów i zapewnić sobie długoterminową przewagę konkurencyjną w branży produkcyjnej.



