








Kalibracja ustawienia giętarki do rur jest często pomijana zaraz po instalacji, zwłaszcza gdy operatorom zależy na jak najszybszym uruchomieniu nowej maszyny. Z mojego doświadczenia z giętarkami do rur wynika, że pomijanie lub przyspieszanie tego procesu to jeden z najszybszych sposobów na problemy z dokładnością, nieoczekiwane przestoje i przedwczesne zużycie komponentów. Jeśli zastanawiasz się, dlaczego ustawienie i kalibracja są tak ważne po instalacji, to dobrze trafiłeś. W tym artykule wyjaśnię, na czym tak naprawdę polega kalibracja ustawienia giętarki do rur, dlaczego należy ją wykonać natychmiast po instalacji i jak bezpośrednio wpływa ona na dokładność gięcia, stabilność maszyny i długoterminową niezawodność produkcji.
Co to jest Giętarka do rur Kalibracja ustawienia po instalacji?
Zrozumienie mechanicznego ustawienia giętarki do rur

Kalibracja osiowania giętarki do rur rozpoczyna się od ustawienia mechanicznego. Po transporcie i ustawieniu, rama maszyny, głowica gnąca, zespół zaciskowy, matryca ciśnieniowa i system trzpieni muszą zostać ustawione zgodnie z geometrią projektu. Nawet niewielkie odchylenie podczas instalacji może zmienić oś gięcia, co bezpośrednio wpływa na kąty i promienie gięcia. Prawidłowa kalibracja osiowania giętarki do rur zapewnia, że wszystkie elementy mechaniczne pracują na tej samej osi odniesienia.
Kalibracja układów ruchu i sterowania
Oprócz regulacji mechanicznej, kalibracja obejmuje również synchronizację osi serwo, pozycji enkoderów oraz parametrów ruchu hydraulicznego lub elektrycznego. Po instalacji parametry sterowania mogą nie być idealnie zgodne z fizycznym położeniem maszyny. Kalibracja regulacji giętarki do rur niweluje tę lukę, dopasowując ruch rzeczywisty do zaprogramowanych wartości, zapewniając precyzyjne i powtarzalne gięcie systemu CNC.
Dlaczego kalibracja ustawienia giętarki do rur jest tak ważna zaraz po instalacji
Zapobieganie niedokładnościom gięcia od pierwszego dnia
Jednym z największych zagrożeń związanych z pominięciem kalibracji ustawienia giętarki do rur są niespójne wyniki gięcia. Niewspółosiowość może powodować odchylenia kątowe, nierówne promienie gięcia lub widoczne zniekształcenia na powierzchni rury. Problemy te często pojawiają się natychmiast po uruchomieniu i pogłębiają się z czasem. Prawidłowa kalibracja gwarantuje, że pierwsze wyprodukowane elementy spełniają już wymagania wymiarowe.
Ochrona narzędzi i podzespołów maszyn
Nieprawidłowe ustawienie powoduje nadmierne obciążenie narzędzi, takich jak trzpienie, matryce czyszczące i matryce ciśnieniowe. Z czasem prowadzi to do przyspieszonego zużycia, częstej wymiany narzędzi, a nawet uszkodzenia głowicy gnącej lub łożysk. Przeprowadzając kalibrację ustawienia giętarki do rur po instalacji, mogę znacznie zmniejszyć obciążenia mechaniczne i wydłużyć żywotność zarówno narzędzi, jak i samej maszyny.
Zapewnienie stabilności i bezpieczeństwa maszyny
Instalacja często wiąże się z zakotwiczeniem giętarki do rur do podłoża. Jeśli maszyna nie zostanie prawidłowo wypoziomowana i ustawiona, podczas cykli gięcia mogą wystąpić wibracje. Kalibracja ustawienia giętarki do rur pomaga zweryfikować stabilność maszyny, redukując wibracje, hałas i potencjalne zagrożenia dla bezpieczeństwa operatorów.
Kalibracja ustawienia giętarki do rur krok po kroku po instalacji
Krok 1: Poziomowanie i kotwienie giętarki do rur

Pierwszym krokiem kalibracji ustawienia giętarki do rur jest potwierdzenie, że fundament jest wypoziomowany i spełnia wymagania dotyczące obciążenia. Zawsze sprawdzam płaskość podłoża i używam precyzyjnych narzędzi do poziomowania przed dokręceniem śrub kotwiących. Nierówne fundamenty są ukrytą przyczyną odchyleń od dokładności w dłuższej perspektywie.
Krok 2: Ustawienie głowicy gnącej i układu zaciskowego
Następnie głowica gnąca, matryca zaciskowa i matryca dociskowa muszą zostać wyrównane do prawidłowej linii środkowej. Ten krok zapewnia utrzymanie rury w linii prostej i wyśrodkowanie podczas gięcia. Nawet niewielkie odchylenie kątowe może prowadzić do skręcenia lub odkształcenia owalnego.
Krok 3: Wyrównanie trzpienia i matrycy czyszczącej
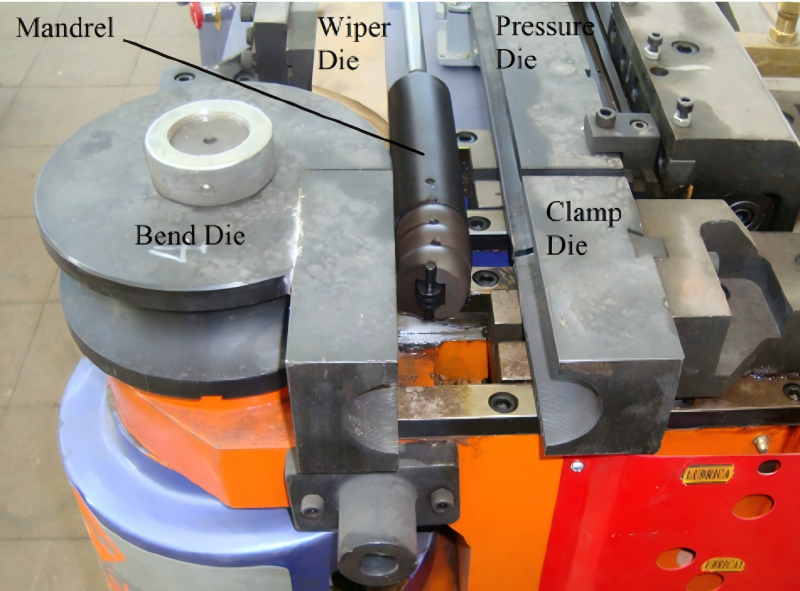
Pozycja trzpienia odgrywa kluczową rolę w wewnętrznym podparciu rury. Podczas kalibracji ustawienia giętarki do rur, starannie dostosowuję głębokość wsuwania trzpienia i jego ustawienie względem środka gięcia. Matryca wygładzająca jest również ustawiona tak, aby zapobiegać powstawaniu zmarszczek bez nadmiernego tarcia.
Krok 4: Kalibracja osi CNC i testy gięcia
Po zakończeniu regulacji mechanicznej przechodzę do kalibracji CNC. Obejmuje ona ustawienie punktu zerowego, synchronizację osi i weryfikację parametrów. Następnie przeprowadzane są próby gięcia, aby potwierdzić, że zaprogramowane kąty odpowiadają rzeczywistym wynikom. Dokonuję precyzyjnych regulacji, aż do uzyskania powtarzalności.
Typowe problemy spowodowane nieprawidłową kalibracją giętarki do rur
Odchylenie kątowe i niespójne wyniki gięcia
Bez prawidłowej kalibracji ustawienia giętarki do rur operatorzy często borykają się z nierównomiernymi kątami między częściami. Prowadzi to do przeróbek, odpadów i marnowania czasu produkcji.
Nadmierne wibracje i hałas
Niewspółosiowość może powodować nierównomierne działanie sił podczas gięcia, co skutkuje wibracjami i hałasem. Z czasem wpływa to negatywnie na stabilność maszyny i komfort operatora.
Przedwczesne zużycie i nieoczekiwane przestoje
Niewłaściwe ustawienie zwiększa tarcie i obciążenie ruchomych elementów. Przyspiesza to zużycie i może prowadzić do nieoczekiwanych przestojów maszyny, co bezpośrednio zwiększa koszty konserwacji.
Jak często należy sprawdzać kalibrację ustawienia giętarki do rur?
Początkowa instalacja i relokacja
Kalibracja ustawienia giętarki do rur jest obowiązkowa po pierwszej instalacji i każdej zmianie lokalizacji maszyny. Transport i zmiana położenia zawsze wiążą się z ryzykiem braku ustawienia.
Okresowe kontrole podczas długotrwałej eksploatacji
W środowiskach produkcyjnych o dużej skali produkcji zalecam okresowe kontrole wyrównania w ramach konserwacji zapobiegawczej. Pomaga to wykryć stopniowe zmiany, zanim wpłyną one na jakość produktu.
Często zadawane pytania
Jak długo trwa kalibracja ustawienia giętarki do rur po instalacji?
W większości przypadków pełna kalibracja ustawienia giętarki do rur zajmuje od kilku godzin do jednego dnia, w zależności od rozmiaru i złożoności maszyny. Pośpiech w tym procesie często prowadzi do późniejszych problemów.
Czy mogę prowadzić produkcję bez kalibracji ustawienia giętarki do rur?
Technicznie tak, ale nie jest to zalecane. Pominięcie kalibracji znacznie zwiększa ryzyko niedokładności gięcia, uszkodzenia narzędzia i problemów z długoterminową niezawodnością.
Czy do kalibracji ustawienia giętarki do rur wymagane są specjalne narzędzia?
Tak. Do uzyskania dokładnych i powtarzalnych wyników powszechnie wymagane są precyzyjne poziomice, czujniki zegarowe, wskaźniki kalibracyjne i materiały testowe.
Wniosek
Z mojej perspektywy, Wyrównywanie giętarki do rur Kalibrowanie Nie jest to opcjonalny krok, ale kluczowy fundament precyzyjnego, stabilnego i wydajnego gięcia rur. Prawidłowe ustawienie po instalacji zapobiega wczesnym problemom z dokładnością, chroni oprzyrządowanie i zapewnia, że maszyna działa zgodnie z projektem przez cały okres eksploatacji. Jeśli zależy Ci na niezawodnej jakości gięcia i niższych kosztach konserwacji, poświęcenie czasu na prawidłową kalibrację ustawienia jest niezbędne. Aby uzyskać bardziej szczegółowe wskazówki lub profesjonalne wsparcie, skontaktuj się z zespołem technicznym HARSLE lub zapoznaj się z naszą dokumentacją dotyczącą instalacji i konserwacji giętarek do rur.



