








Jeśli chcesz zanurzyć się w świat programowania ESTUN E310P, jesteś we właściwym miejscu. Wiele osób z branży obróbki metali poszukuje efektywnych sposobów na usprawnienie pracy swoich maszyn, a zrozumienie programowania ESTUN E310P może znacznie zwiększyć precyzję i wydajność. W tym artykule pomogę Ci rozpocząć programowanie ESTUN E310P, zapewniając pełne wykorzystanie potencjału tego potężnego narzędzia. Niezależnie od tego, czy jesteś początkującym, który chce nauczyć się podstaw, czy chcesz doskonalić swoje umiejętności, ten przewodnik dostarczy Ci niezbędnych informacji, które pomogą Ci zmaksymalizować Twoje umiejętności programowania.
Stałe programistyczne
Stałe programistyczne są integralną częścią ESTUN E310P, oferując precyzję i spójność działania. Stałe te definiują krytyczne parametry, umożliwiając sterownikowi działanie z wysoką dokładnością. Użytkownicy mogą ustawić konkretne stałe dotyczące prędkości, położenia i ciśnienia, aby dostosować system do swoich unikalnych potrzeb.
Trzask

aby przejść do strony „Programowanie stałych”.
Dzięki precyzyjnemu dostrojeniu tych stałych możesz mieć pewność, że maszyny pracują z optymalną wydajnością, zmniejszając zużycie i wydłużając żywotność sprzętu.
Zarządzanie programem
Zarządzanie programami w ESTUN E310P zostało zaprojektowane z myślą o elastyczności i łatwości obsługi. Kontroler umożliwia tworzenie, edycję i przechowywanie wielu programów, ułatwiając szybkie przechodzenie między różnymi zadaniami.
Tworzenie nowego programu
- Kliknij „Zarządzanie programem”

aby uzyskać dostęp do strony „Program”.
- Kliknij „Utwórz” i wprowadź numer programu na stronie tworzenia nowego programu. Kliknij „Gotowe”, aby automatycznie załadować nowy program. Aktualnie aktywnym programem będzie nowo utworzony program. Następnie edytuj odpowiednie parametry w programie wieloetapowym. W sekcji zarządzania programami możesz wyświetlić podstawowe parametry nowo utworzonego programu oraz czas jego utworzenia.
Notatka:Podczas tworzenia nowego programu jest on automatycznie ładowany za pomocą oprogramowania ESTUN E310P Programming.
Ładowanie programu
Aby załadować program do systemu programowania ESTUN E310P, kliknij wiersz zawierający program, który chcesz załadować, a następnie kliknij „Załaduj”. Ta czynność wywołuje załadowany program w programie wielokrokowym.
Usuwanie programu
Aby usunąć program w konfiguracji programowania ESTUN E310P, kliknij wiersz zawierający program, który chcesz usunąć, a następnie kliknij „Usuń”. Następnie wybierz „OK” w wyskakującym oknie dialogowym z pytaniem „Czy chcesz usunąć ten program?”.
Notatka:Nie można usunąć aktualnie wykonywanego programu wieloetapowego.
Postępując zgodnie z poniższymi krokami w funkcji programowania ESTUN E310P, możesz zarządzać swoimi programami wydajnie i skutecznie, zapewniając sobie bezproblemową pracę i optymalną wydajność.
Ustawienie formy
Ustawienie formy to kluczowa funkcja urządzenia ESTUN E310P, umożliwiająca precyzyjną kontrolę nad operacjami formowania.
Poniżej znajduje się krótki przegląd kroków konfiguracji:
- Trzask
a następnie wybierz „Zestaw form”. Dostępnych jest łącznie 30 zestawów matryc.
- Kliknij wiersz odpowiadający żądanemu „ID” formy, który chcesz ustawić.
- Kliknij „Edytuj”, aby wprowadzić parametry techniczne formy za pomocą wyświetlonej klawiatury wirtualnej.
- Kliknij „Gotowe”, aby potwierdzić wprowadzone dane, a następnie kliknij „Zapisz zmiany”, aby zapisać parametry.
Aby zapoznać się z parametrami technicznymi formy, zapoznaj się z poniższym schematem:
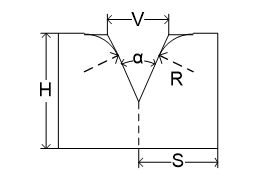
- H: Wysokość formy. Wysokość ta służy do obliczenia głębokości gięcia.
- V: Szerokość wycięcia w kształcie litery V matrycy. Szerokość V to odległość między dwoma przecinającymi się liniami styku.
- α: Kąt kostki.
- R: Promień każdej strony wycięcia w kształcie litery V.
- S: Odległość bezpieczeństwa. Ten parametr wchodzi w życie po zamontowaniu osi R, aby zapobiec kolizji między palcem oporowym a matrycą. Wzór obliczeniowy to: „Odległość bezpieczeństwa = FS + V/2”. Gdzie: FS = płaska część za wycięciem V; V = szerokość otworu V.
Funkcja ta umożliwia operatorom wprowadzanie określonych parametrów, które determinują kształt i rozmiar formy, co przekłada się na poprawę jakości i powtarzalności produktu końcowego. ESTUN E310P oferuje intuicyjny interfejs do ustawiania formy, co pozwala na łatwe zarządzanie nawet złożonymi konfiguracjami form. Ta funkcja jest szczególnie przydatna w branżach, w których precyzja ma kluczowe znaczenie.
Operacja jednokrokowa
Tryb pracy jednoetapowej (Single-Step Operation) umożliwia operatorom wykonywanie poszczególnych kroków procesu z zachowaniem pełnej kontroli. Tryb ten idealnie nadaje się do testowania i prototypowania, ponieważ umożliwia obserwację i modyfikację każdego kroku przed przystąpieniem do dalszych działań.
Przegląd procedury:
- Wejdź na stronę z pojedynczymi krokami lub kliknij

aby przejść do strony pojedynczego kroku.
- Kliknij parametr, który chcesz ustawić.
- Wprowadź żądaną wartość na wyświetlonej klawiaturze wirtualnej.
- Kliknij przycisk „Gotowe”, aby potwierdzić wprowadzone dane.
- Aby ustawić dodatkowe parametry, powtórz kroki od 2 do 4.
- Po skonfigurowaniu wszystkich żądanych parametrów należy kliknąć przycisk „Start/Stop”, aby rozpocząć działanie urządzenia.
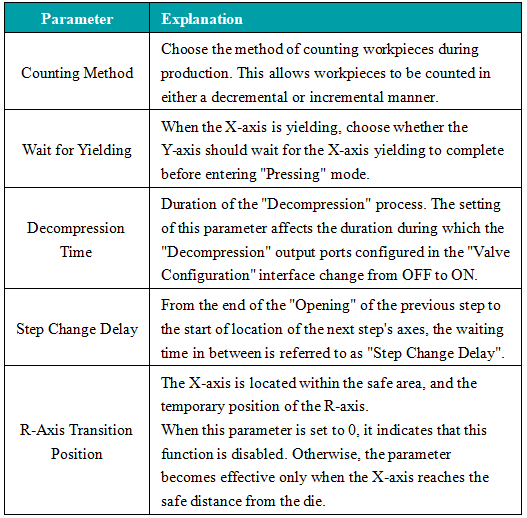
Specyfikacja parametrów

Wprowadź numer materiału obrabianego przedmiotu. 1: Stal; 2: Aluminium; 3: Cynk; 4: Stal nierdzewna; 5: Nowy materiał 1; 6: Nowy materiał 2.

Podczas programowania w trybie kątowym należy wprowadzić identyfikator matrycy, która ma zostać użyta. Podczas programowania w trybie pozycyjnym należy wprowadzić 0.

Wprowadź grubość przedmiotu obrabianego.

Ustawia żądany kąt gięcia dla bieżącego kroku.

Wprowadź korektę kąta dla bieżącego kroku gięcia. Dotyczy tylko tego konkretnego kroku.

Wartość pozycji docelowej dla osi Y. Podczas programowania w trybie kątowym wartość ta jest obliczana automatycznie, ale użytkownicy mogą ją modyfikować.

Wartość pozycji docelowej dla osi X.

Odległość plastyczności osi X podczas procesu gięcia.

Wartość pozycji docelowej dla osi R.

Wartość rekompensaty za zakłócenia.
Dzięki obsłudze jednoetapowej użytkownicy mogą wcześnie identyfikować potencjalne problemy i wprowadzać niezbędne zmiany, zwiększając w ten sposób ogólną niezawodność i jakość produkcji.
Operacja wieloetapowa
Obsługa wieloetapowa urządzenia ESTUN E310P pozwala na automatyzację sekwencji operacji, zwiększając wydajność w środowiskach produkcyjnych, w których wymagane jest wykonywanie wielu kroków.
Przegląd procedury
- Kliknij ikonę programu wieloetapowego

aby przejść do strony programu wieloetapowego.
- Kliknij parametr, który chcesz ustawić.
- Kliknij „Gotowe”, aby potwierdzić wprowadzone dane.
- Aby ustawić dodatkowe parametry, powtórz kroki od 2 do 4.
Trzask

aby dodać nowy krok, który skopiuje zawartość poprzedniego kroku.
Po ustawieniu wszystkich żądanych parametrów należy kliknąć przycisk „Start/Stop”, aby rozpocząć działanie urządzenia.
Szybkie programowanie
Oprócz standardowego programowania dostępne jest również szybkie programowanie. Kliknij przycisk „Szybkie” u góry strony programu wielokrokowego, aby ułatwić programowanie wielokrokowe. Po zakończeniu programowania kliknij „Uruchom”, aby wykonać program.
Ten tryb automatyzuje przejścia między operacjami, ograniczając w ten sposób konieczność ręcznej interwencji i ryzyko błędów. Operatorzy mogą programować złożone sekwencje, które ESTUN E310P wykona precyzyjnie, zapewniając usprawnienie i niezawodność procesów produkcyjnych.
Często zadawane pytania (FAQ)
Jaki jest pierwszy krok na drodze do rozpoczęcia programowania ESTUN E310P?
Aby rozpocząć programowanie ESTUN E310P, upewnij się, że urządzenie jest prawidłowo podłączone do stabilnego źródła zasilania i skalibrowane zgodnie ze specyfikacją producenta. Zapoznaj się z interfejsem programowania, czytając instrukcję obsługi dostarczoną przez ESTUN i uczestnicząc w dostępnych szkoleniach.
Jak rozwiązywać typowe błędy programowania ESTUN E310P?
Typowe błędy programowania ESTUN E310P można często rozwiązać, sprawdzając połączenia jednostki sterującej i upewniając się, że wszystkie aktualizacje oprogramowania są zainstalowane. Jeśli błędy nadal występują, zapoznaj się z sekcją rozwiązywania problemów w instrukcji obsługi ESTUN E310P, która może pomóc w rozwiązaniu typowych problemów.
Jak często należy przeprowadzać konserwację urządzenia ESTUN E310P?
Rutynową konserwację urządzenia ESTUN E310P należy przeprowadzać co 500 godzin pracy. Obejmuje ona kontrolę kluczowych podzespołów, czyszczenie urządzenia i smarowanie części ruchomych, aby zapewnić optymalną wydajność i trwałość urządzenia.
Wniosek
Skutecznie zaczynając od ESTUN E310P Programowanie wymaga zrozumienia interfejsu, dostosowania parametrów do indywidualnych potrzeb oraz konsekwentnego praktykowania opisanych kroków programowania. Postępując zgodnie z tymi podstawowymi wskazówkami, zmaksymalizujesz potencjał swojego ESTUN E310P, zwiększając dokładność i wydajność swoich operacji. Aby uzyskać więcej informacji, szczegółową pomoc lub zadać konkretne pytania dotyczące programowania ESTUN E310P, zachęcamy do kontaktu z naszym zespołem. Dodatkowo, zapoznaj się z naszą obszerną biblioteką dokumentacji, aby uzyskać więcej informacji i zasobów, które pomogą Ci zoptymalizować wykorzystanie sprzętu ESTUN.



