








Jeśli chodzi o opanowanie gięcia blach, zrozumienie programowania produktu DELEM DA-58T jest kluczowe. Jeśli szukasz wskazówek, jak rozpocząć programowanie produktu DELEM DA-58T, jesteś we właściwym miejscu. W tym artykule przedstawię szczegółowy opis inicjowania i zarządzania programowaniem produktu za pomocą systemu sterowania DELEM DA-58T. Ten przewodnik ma na celu usprawnienie procesów programowania, niezależnie od tego, czy dopiero zaczynasz przygodę z programowaniem CNC, czy chcesz zwiększyć swoją wydajność. Przyjrzyjmy się bliżej niezbędnym krokom i funkcjom niezbędnym do efektywnego rozpoczęcia programowania.
Wstęp
Rozpoczęcie pracy z DELEM DA-58T Programowanie Produktów polega na wygenerowaniu nowego programu lub modyfikacji istniejącego. Użytkownicy mogą zainicjować program z trybu Produktów lub wejść bezpośrednio za pomocą funkcji Programowania.

Aby edytować istniejący program CNC, wybierz produkt z przeglądu i przejdź do przycisku nawigacyjnego oznaczonego „Program”.
Podczas tworzenia nowego programu wybierz opcję „Nowy program”, a po wprowadzeniu głównych właściwości produktu system płynnie przejdzie do ekranu programu. Interfejs pozostaje spójny niezależnie od tego, czy rozpoczynasz nowy program, czy edytujesz istniejący.


Łączenie programów
Unikalną funkcją programowania produktów DELEM DA-58T jest możliwość łączenia poszczególnych programów w celu tworzenia złożonych, trójwymiarowych produktów. Funkcja łączenia umożliwia sekwencyjne wykonywanie gięcia w wielu kierunkach. Oto jak to osiągnąć:
- Utwórz indywidualne programy dla każdego kierunku produktu.
- Aby połączyć te programy, należy skorzystać z trybu programu, wybierając opcję „Połącz” w oknie Właściwości produktu.
- Postępuj zgodnie z instrukcjami, aby połączyć programy, dbając o zachowanie właściwej kolejności wykonywania.
Wyjaśnienie parametrów
ID produktu: Unikalny identyfikator programu produktowego, do 25 znaków, dopuszcza się litery i cyfry.
Opis produktu: Opis lub numer programu, również do 25 znaków, dozwolone są litery i cyfry.
Wybór kąta:Wybierz tryb programowania osi Y:
- 0 = Bezwzględne: Ustaw bezwzględną pozycję osi Y dla gięcia.
- 1 = α: Ustaw kąt gięcia, a położenie osi Y zostanie obliczone automatycznie.
Na tej podstawie w kroku gięcia pojawi się parametr Kąt lub Pozycja gięcia.
Grubość:Określa grubość arkusza.
Tworzywo: Wybierz spośród wstępnie zaprogramowanych materiałów używanych do obliczania głębokości gięcia. Zawiera 6 predefiniowanych materiałów, z czego do 99 można zaprogramować w trybie ustawień sterowania na stronie „Materiały”.
Długość pustego miejsca: Długość oryginalnego arkusza potrzebna do wygięcia produktu. W przypadku przetwarzania z rysunku 2D, wartość ta jest obliczana wstępnie.
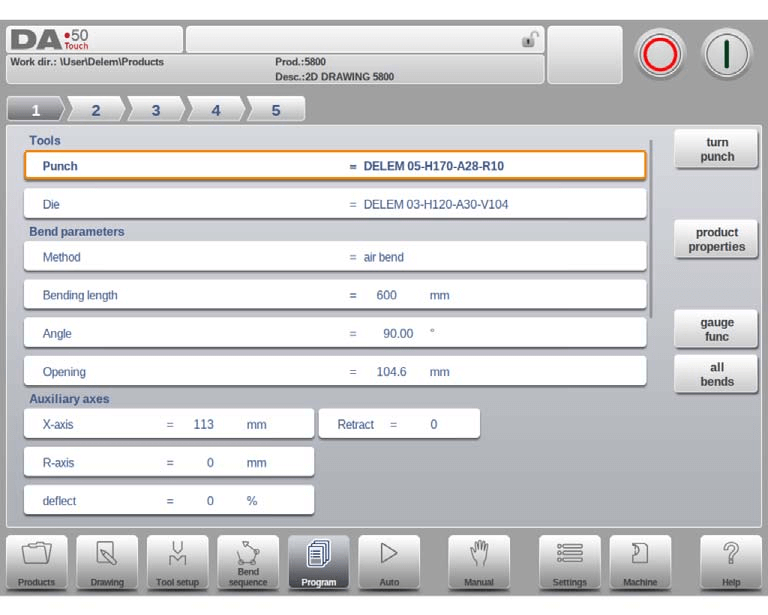
Ekran główny wyświetla dostępne zagięcia i umożliwia przeglądanie oraz edycję określonych parametrów. Selektor zagięć u góry ułatwia nawigację, a dotknięcie zagięcia podświetla jego dane, ułatwiając wybór.
Właściwości produktu:Otwiera okno umożliwiające przeglądanie i edycję właściwości produktu obowiązujących dla wszystkich zgięć.
Funkcje wskaźnika:Otwiera okno umożliwiające programowanie położenia osi względem położenia palców.
Wszystkie zakręty:Otwiera widok tabeli wyświetlający wszystkie zagięcia w celu łatwego odniesienia i edycji.
Parametry gięcia
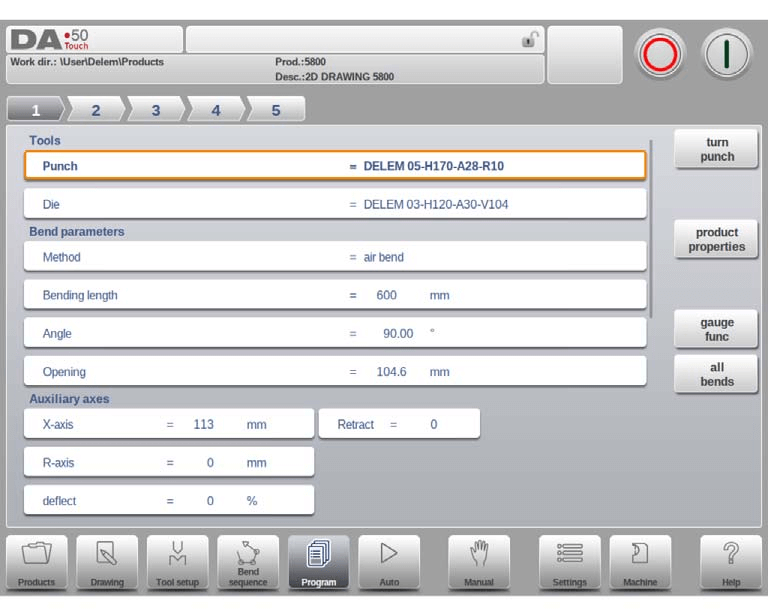
Każde gięcie w zadaniu programowania produktu DELEM DA-58T ma określone parametry dostępne na jednym ekranie, co umożliwia efektywną edycję. Kluczowe parametry gięcia obejmują:
- Narzędzia: Wybierz lub zmodyfikuj stempel i matrycę z biblioteki.
- Metoda zginaniaOpcje obejmują podwijanie, wykańczanie, obszywanie i wiele innych.
- Pozycja zgięcia:Dostosuj na podstawie metody gięcia i wybranego programowania kąta.
- Oś pomocnicza:Określ pozycje zapewniające precyzyjną kontrolę podczas pokonywania zakrętów.
Funkcja wskaźnika
Klawisz Gauge Func otwiera okno funkcji miernika, w którym można zaprogramować różne parametry zderzaka tylnego, aby ustawić żądane pozycje palców dla gięcia. Wymagane pozycje osi są obliczane na podstawie tych pozycji palców.
X:Jest to wartość położenia palca w kierunku X arkusza. W razie potrzeby można ją ręcznie dostosować.
R:Jest to wartość położenia palca w kierunku R dla arkusza, którą w razie potrzeby można dostosować ręcznie.
Nakładanie:Ten parametr umożliwia określenie innej pozycji palca dla konkretnego gięcia, w oparciu o możliwości tylnego zderzaka, które są zdefiniowane w trybie maszyny.
- Nakładanie = 0: Brak nakładania (domyślnie)
- Nakładanie = 1: Nakładanie pierwszego poziomu
- Nakładanie = 2: Nakładanie drugiego poziomu
- Nakładanie = 3: Trzeci poziom nakładania
Zmiana parametru Lay-on zmienia położenie osi, ale położenie czujnika pozostaje niezmienione, co zapewnia spójność wartości R i X. Użyj przycisku „Akceptuj”, aby zapisać zmiany, lub „Anuluj”, aby wyjść bez zapisywania. Każda zmiana parametru Lay-on dostosowuje położenie osi X i R na podstawie zaprogramowanych wymiarów palca tylnego czujnika. Zmiany w położeniach R i X również pozostają niezmienione.
Funkcje zginania
Funkcje pomocnicze gięcia można zaprogramować przewijając w dół stronę parametrów gięcia.

Operacje gięcia w programie DELEM DA-58T Product Programming posiadają funkcje pomocnicze, które można dostosować do konkretnych potrzeb:
- Niemy: Dostosuj miejsce, w którym oś Y przechodzi w prędkość naciskania.
- RównoległośćRóżnica między lewym a prawym cylindrem (Y1 i Y2) wskazuje, że wartość dodatnia oznacza, że prawa strona jest niżej, a wartość ujemna oznacza, że prawa strona jest wyżej, a to oznacza aktywność poniżej punktu zaciskania.
- Powtórzenie:Ustaw, ile razy ma zostać powtórzone zagięcie.
- 0 = gięcie jest pomijane
- 1 do 99 = liczba powtórzeń danego zgięcia.
- Poczekaj na wycofanie:W przypadku cofania wybranie opcji „Tak” spowoduje, że oś Y będzie czekać do zakończenia cofania przed kontynuowaniem, natomiast wybranie opcji „Nie” pozwoli osi Y kontynuować ruch bez zatrzymywania się.
- Kod zmiany kroku: Kontroluj, kiedy aktywowane będą parametry kolejnego zagięcia. Możliwe są następujące ustawienia:
- 0 = ER: Liczba zgięcia zmienia się pod koniec dekompresji, aktywując kolejne parametry zgięcia.
1 = WYCISZENIE: Zmiana pozycji wyciszenia następuje w momencie otwarcia wiązki.
2 = UDP: Zmiana następuje w górnym punkcie martwym.
3 = STOP UDP: Zmiana w górnym martwym punkcie bez ruchu osi, sterowanie przechodzi do „stopu”.
4 = ZEWNĘTRZNY: Zmiana po aktywacji sygnału wejściowego C bez ruchu belki. Jeśli belka się porusza, funkcja cofania zderzaka tylnego nie działa. Patrz również kod 5.
5 = UDP ZEWNĘTRZNY: Zmienia się, gdy sygnał wejściowy C zostanie aktywowany, a wiązka znajdzie się w górnym martwym punkcie, umożliwiając ruch wiązki, a także gdy zostanie wykonana funkcja cofania tylnego zderzaka.
- 0 = ER: Liczba zgięcia zmienia się pod koniec dekompresji, aktywując kolejne parametry zgięcia.
- Czas opóźnienia: Programowalny czas opóźnienia przed zmianą kroku (0–30 sek.).
- Siła:Maksymalna dostosowana siła nacisku jest obliczana automatycznie.
- Czas przebywania:Czas utrzymywania się stempla w punkcie gięcia.
- Dekompresja:Po zgięciu wykonaj ruch w celu uwolnienia ciśnienia roboczego.
- Prędkość naciskania:Początkowa prędkość robocza skopiowana z domyślnej prędkości prasowania w trybie Ustawień.
- Prędkość dekompresji: Programowalna prędkość aktywna podczas suwu dekompresyjnego.
- Notatka: Po wybraniu nowego gięcia kopiuje ono poprzednie. Zmieniaj tylko parametry różniące się od parametrów poprzedniego gięcia.
Parametry gięcia – wszystkie gięcia
Po aktywacji funkcji „Wszystkie zagięcia” w programie DELEM DA-58T Product Programming pojawia się pełny przegląd zagięć. Po naciśnięciu przycisku „Koniec” następuje powrót do poprzedniej strony z kursorem na początkowo wybranym parametrze. Aby wybrać konkretne zagięcie, zaznacz je i wybierz „KONIEC”.
Na tym ekranie możesz edytować cały program CNC. Wszystkie parametry gięcia można modyfikować w tabeli, a także zamieniać, przenosić, dodawać i usuwać zagięcia. Poruszaj się po kolumnach za pomocą ruchów palców lub przesunięć.

Funkcje
Redagować
Edytuj program za pomocą następujących poleceń:
- Wstaw zagięcie: Dodaj nowe zagięcie, kopiując je i umieszczając za bieżącym zagięciem.
- Mark Bend: Przygotuj bieżący zakręt do akcji takich jak ruch lub zamiana.
- Usuń zagięcie: Usuń wybrane zagięcie.
Po zaznaczeniu zakrętu dostępne stają się dodatkowe funkcje:
- Przesuń zagięcie: Zmień kolejność zagięć w sekwencji, przesuwając je do nowej pozycji.
- Zamiana zagięć: Zamień pozycje dwóch zagięć w sekwencji za pomocą poleceń „Zaznacz zagięcie” i „Zamień zagięcie”. Użyj polecenia „Przerwij zaznaczenie”, aby anulować operację.
- Anuluj oznaczenie: Usuń oznaczenie z bieżącego zagięcia, kończąc jego status oznaczenia.
Zagięcie staje się nieoznaczone, gdy oznaczenie zostanie przerwane, akcja zakończona lub gdy nastąpi wyjście z menu.
Kopiuj kolumnę
Kopiuje wartość wybranego parametru z bieżącego zagięcia do wszystkich pozostałych zagięć.
Obróć stempel / Obróć matrycę
Odwróć orientację narzędzia; opcja dostępna tylko wtedy, gdy kursor znajduje się na parametrze narzędzia.
Funkcja wskaźnika
Zaprogramuj położenia wskaźników tak, jak opisano wcześniej.
W środowisku programowania produktu DELEM DA-58T użytkownicy mogą wstawiać, oznaczać, usuwać i zamieniać zagięcia, aby zoptymalizować sekwencje programowania pod kątem wydajności. Przenoszenie lub zamiana zagięć jest prosta, co zwiększa wydajność pracy.
Specjalne uwagi dotyczące edycji
Podczas edycji programowania produktu DELEM DA-58T automatyczne przeliczanie parametrów, takich jak siła i dekompresja, wymaga aktywnych ustawień.
Po zmianie danych programu sterowanie nie będzie automatycznie obliczać:
- Siła
- Dekompresja
- Ustawienie urządzenia koronującego
- Korekta położenia osi X
Parametry od 1 do 3 są automatycznie przeliczane tylko wtedy, gdy parametr „Auto Computations Edit” jest włączony w trybie Ustawień. Parametr 4 jest automatycznie przeliczany tylko wtedy, gdy w trybie Ustawień jest włączona tabela aktywnych tolerancji gięcia. W trybie Automatycznym korektę położenia osi X można regulować za pomocą parametrów Corr.X (dla każdego gięcia) i G-corr.X (dla całego aktywnego programu).
Wyjątek: Jeśli parametr Metody zginania ulegnie zmianie, Siła i Dekompresja zostaną dostosowane automatycznie. Jeśli parametr Metody ulegnie zmianie, Siła i Dekompresja zostaną dostosowane automatycznie.
Często zadawane pytania (FAQ)
Jak rozpocząć programowanie w urządzeniu DELEM DA-58T?
Zacznij od włączenia jednostki sterującej DELEM DA-58T i przejścia do menu programowania produktu. Postępuj zgodnie z instrukcjami wyświetlanymi na ekranie, aby wprowadzić parametry i wybrać odpowiednie narzędzia i materiały do swojego projektu.
O czym powinienem wiedzieć podczas programowania produktu DELEM DA-58T?
Upewnij się, że posiadasz precyzyjne wymiary materiału i wybrałeś prawidłową kolejność gięcia. Ważne jest również, aby sprawdzić, czy narzędzia są prawidłowo ustawione, a ustawienia maszyny odpowiadają wymaganiom produkcyjnym.
Jakie kroki powinienem podjąć, jeśli napotkam błąd podczas programowania produktu DELEM DA-58T?
Najpierw sprawdź komunikat o błędzie na ekranie sterowania, aby uzyskać szczegółowe wskazówki. Upewnij się, że wszystkie dane wejściowe i parametry są ustawione poprawnie. Jeśli problem będzie się powtarzał, zapoznaj się z instrukcją obsługi urządzenia DELEM DA-58T lub skontaktuj się z naszym zespołem wsparcia, aby uzyskać dalszą pomoc.
Wniosek
Podsumowując, zaczynając od Programowanie produktu DELEM DA-58T Obejmuje zrozumienie interfejsu, skonfigurowanie początkowych parametrów maszyny i efektywne wykorzystanie funkcji oprogramowania w celu usprawnienia produkcji. Opanowanie tych kluczowych elementów pozwala zwiększyć wydajność operacyjną i dokładność.
Aby uzyskać kompleksowe wskazówki lub zadać pytania dotyczące optymalizacji programowania produktu DELEM DA-58T, skontaktuj się z naszym zespołem lub zapoznaj się z naszymi dodatkowymi materiałami. Jesteśmy gotowi pomóc Ci na każdym etapie.



