








Puncionadeira Pneumática: Guia de Operação
Como alguém com experiência em trabalhar com pneumáticos máquinas de perfuração, sei o quão essencial é operá-los corretamente para garantir eficiência e segurança. Neste Máquina de puncionamento pneumática: Guia de Operação: vou guiá-lo pelas principais etapas para aproveitar ao máximo sua máquina. Da configuração do equipamento à compreensão dos controles operacionais, este guia ajudará você a evitar armadilhas comuns e maximizar o desempenho. Seja você iniciante em puncionamento pneumático ou precise de uma rápida atualização, este guia foi projetado para otimizar sua experiência. Vamos começar!
O pneumático máquina de perfuração usa gás de alta pressão gerado pelo compressor para fornecer gás comprimido à válvula solenóide através da tubulação, e a ação da válvula solenóide é controlada pelo pedal para controlar o funcionamento e o retorno do cilindro, de modo a atingir o objetivo de puncionamento.
Índice
Princípio Técnico
O ar comprimido pode ser armazenado no tanque de armazenamento e retirado a qualquer momento, evitando o desperdício de energia para o motor em marcha lenta. Utilizando o cilindro como peça de trabalho e a válvula solenoide como elemento de controle, a estrutura desta máquina é simplificada, com baixa taxa de falhas, alta segurança, manutenção simples, menor custo de manutenção e alta eficiência de produção. A fonte de alimentação de 220 V é utilizada para controlar a válvula solenoide, que é simples e conveniente de operar.
Características de desempenho
Corpo soldado em chapa de aço de alta qualidade, tratamento de jato de granalha temperado (ou envelhecimento por vibração), boa rigidez, precisão estável; virabrequim longitudinal, estrutura compacta, virabrequim por tratamento de têmpera e retificação de alta frequência, bom acabamento, rotação flexível, guia alongada retangular de seis lados, painel de bronze guia, orientação de alta precisão; cilindro de equilíbrio duplo pneumático, equilibra o peso do cursor e da matriz superior, reduz o impacto e o ruído, elimina a articulação e a folga do cursor, reduz as peças de força.
Todo o pneumático socos A máquina adota controle centralizado e o circuito pneumático é controlado por válvulas duplas de segurança importadas, que podem realizar a estampagem por apontamento, avanço gradual, simples e contínua; as peças-chave, como o cursor, o trilho-guia, a placa da mesa de trabalho, a biela e a luva de junta, são todas fundidas em areia de resina, o que pode melhorar a rugosidade da superfície em 1 a 2 níveis e a precisão dimensional em 2 a 3 níveis em comparação com a fundição em areia de argila comum; os produtos com tonelagem de 60 toneladas ou mais adotam ajuste elétrico da carga do molde. As peças-chave, como componentes pneumáticos, componentes elétricos, vedações, botões, etc., são todas importadas.
pneumático socos Máquina Características mecânicas
1. Adote ferro fundido de alta resistência, por alívio de tensão, para garantir precisão a longo prazo.
2. Apoiados por dois pilares-guia com distância central expandida, a rigidez e a precisão dos pilares-guia são extremamente excelentes na direção da carga excêntrica e da carga deslizante.
3. O método de orientação é usar colunas duplas como guia, o comprimento se estende até a posição da linha do material, pode aceitar diretamente a divisão de força direcional horizontal durante o processamento, para atingir alta velocidade e alta precisão de processamento.
4. Adotando a tecnologia avançada de conversão de frequência digital do mundo, várias condições são refletidas no visor para garantir a qualidade do produto e, além disso, quando ocorre uma falha, este conteúdo é indicado para fácil manutenção.
5. O sistema de resfriamento forçado é configurado para reduzir a alteração da estabilidade durante a operação em alta velocidade.

Vantagens do contraste
1. A puncionadeira pneumática é mais higiênica e limpa. O uso de tecnologia avançada de proteção fotoelétrica pode alcançar um aumento significativo no desempenho de segurança, e a contagem computadorizada com o programa pode realizar o processo de processamento autônomo, aumentando significativamente a eficiência do trabalho e reduzindo o custo de produção. No campo da puncionadeira de diversos tubos e chapas metálicas e não metálicas, a maioria delas é realizada por puncionadeiras elétricas. As puncionadeiras elétricas não apenas poluem o meio ambiente com alto ruído, como também seus próprios componentes estruturais complexos determinam seu alto custo, manutenção difícil, alto custo de manutenção, corpos volumosos e consumo de muita eletricidade. A operação é complexa, a taxa de falhas é alta e o risco à segurança é grande.

2. A puncionadeira pneumática possui estrutura simples, baixo custo de produção e adota tecnologia pneumática para que um compressor de ar possa ser usado em mais de uma puncionadeira pneumática simultaneamente, o que economiza mais energia do que uma puncionadeira elétrica. Reduz as perdas no consumo de energia. Operação simples, alta segurança, uso de pedal para controlar a válvula solenoide, estrutura simples, baixa taxa de falhas, melhora a eficiência da produção.

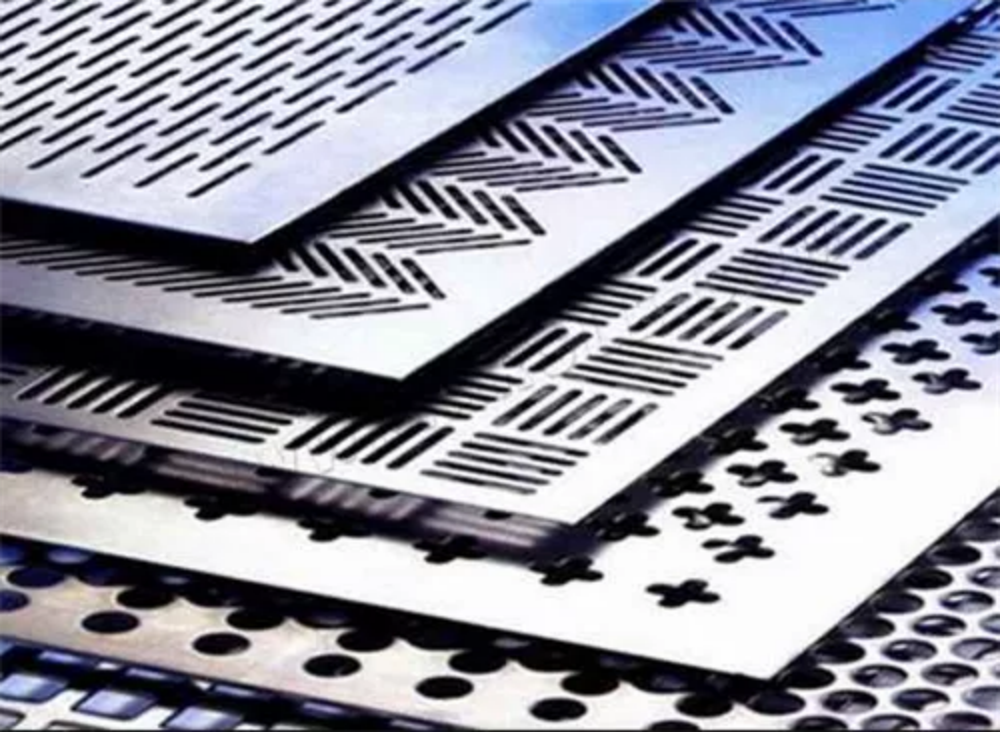
Áreas de aplicação
Adequado para o campo de puncionadeiras pneumáticas de vários tubos e placas metálicas e não metálicas.
● Indústria de máquinas: estampagem de peças, processamento de estampagem, estampagem de peças de hardware, estampagem de peças de metal, estampagem de peças de automóveis, peças de estiramento, peças de estiramento de metal, estampagem de peças de chapa metálica.
● Artigos domésticos: eletrônicos, comunicação, eletrodomésticos, iluminação, brinquedos, chassis, móveis, equipamentos esportivos, utensílios de mesa para churrasco, equipamentos de iluminação, hardware eletrônico, armários de chassis, utensílios de cozinha, dobradiças, pinos de fixação, pinos de mola, alicates vigorosos, alicates para frutas secas, materiais de embalagem, adesivos, películas para celular, juntas, tapetes, peças de alumínio, terminais, redes de alto-falantes
● Tráfego rodoviário: suprimentos de transporte, segurança automotiva, suprimentos de proteção, produtos de comunicação para automóveis, motocicletas e acessórios.
● Material de escritório: armários de energia, carcaças de caixas eletrônicos, componentes de ar condicionado, impressoras, racks de copiadoras e vários tipos de chapas metálicas de precisão.

Procedimentos Operacionais
1. Antes de ligar a máquina, descubra o nome e a função de cada parte dela. Consulte o artigo anterior no número público para obter detalhes.
2. Ao ligar a máquina, abra primeiro a válvula de ar na parte traseira da máquina e, em seguida, verifique se os três medidores de pressão de ar estão no lugar (os três medidores de pressão são A, medidor de pressão de equilíbrio, geralmente ajustado para 0,4 MPa-0,5 MPa, B, medidor de pressão da embreagem, geralmente ajustado para 0,4 MPa-0,6 MPa, C, medidor de pressão não ajustável, geralmente especificado em 0,4 MPa). Pessoas não profissionais não podem mover o medidor de pressão.
3. Ligue o interruptor principal e, em seguida, ligue o interruptor de partida do motor enquanto o indicador HL2 estiver aceso. Quando o motor principal parar de girar, a luz indicadora se apagará. Antes de acionar a máquina, certifique-se de que a pressão do ar atinja o valor especificado e ligue o motor, colocando o botão de proteção contra sobrecarga na posição normal.
4. Como escolher avanço gradual, simples, contínuo, como escolher não contínuo, desconectado, interrupção contínua.
● Movimento em polegadas: o interruptor do botão contínuo é colocado em uma posição não contínua e o seletor é colocado na posição de movimento em polegadas. O interruptor de troca rápida do console é ajustado para movimento em polegadas, então ambas as mãos pressionam e fecham o botão de duas mãos, o botão de duas mãos de ação deslizante é liberado e a ação deslizante é interrompida.
● Único: O interruptor do botão de comando contínuo é colocado na posição não contínuo, o interruptor seletor é colocado na posição único, o interruptor de troca rápida do console é colocado na posição desconectado, enquanto pressiona o botão do interruptor bimanual, o cursor se move, o curso do cursor excede 135 graus, solte o botão bimanual e o cursor continua a se mover para o ponto morto superior. Se dentro de 135 graus, solte o botão bimanual, o cursor para imediatamente. Coloque o botão bimanual/pedal na posição de pé para operação com um único pé, mas deve-se prestar atenção à segurança operacional.
● Contínuo: o interruptor do botão contínuo é colocado na posição contínua, o interruptor seletor também é colocado na posição contínua, pressione o botão de duas mãos, a ação do controle deslizante por 5 segundos, solte o botão do interruptor de duas mãos, o controle deslizante continua a funcionar desta vez a máquina em um estado contínuo, pressione o botão de parada contínua controle deslizante de volta para o ponto morto superior após a parada ou o botão de pé de duas mãos colocado na posição de pé não pode ser operação contínua.
● Ajuste do controle deslizante: normalmente, coloque o botão de ajuste do controle deslizante na posição de corte e, em seguida, toque no botão para cima ou para baixo manualmente.

● Proteção contra sobrecarga: normalmente, ajuste o botão de proteção contra sobrecarga para a posição normal. Quando o indicador vermelho acender quando houver sobrecarga, ajuste imediatamente o botão para a posição de reinicialização.
● O curso do cursor está muito baixo para funcionar como "morto": desligue imediatamente o interruptor de partida do motor e, assim que o volante do disco de ferro da máquina-ferramenta parar completamente, o interruptor de rotação da máquina-ferramenta. Gire para a posição reversa e, em seguida, pressione as mãos para tocar o avanço gradual, retornando lentamente a guia deslizante para a posição superior "morta" de 0 grau.
● Como usar o contador: Quando este botão for liberado na posição “ligado”, o contador começará a contar o número de acionamentos do controle deslizante.
● Como usar o "Ejetor": Geralmente, coloque o botão na posição "Automático", e o fluxo de ar será expelido simultaneamente com o movimento da prensa. Quando a máquina não estiver em operação de prensa, se precisar usar o ejetor, coloque o botão na posição "Manual" e bata levemente nele. Quando a máquina não estiver em operação de estampagem, se quiser usar o ejetor, coloque o botão na posição "Manual", bata levemente nele e o ejetor soprará uma vez.
● Botão de parada de emergência: Em qualquer caso de operação, pressione este botão manualmente para baixo, a máquina interromperá imediatamente a operação, para baixo quando o botão estiver travado automaticamente, quando você iniciar a operação novamente antes de reiniciar este botão, (gire o botão na direção da seta).
● Dispositivo de proteção fotoelétrica: Se a máquina-ferramenta estiver equipada com dispositivo de proteção fotoelétrica, para que as seguintes funções, ou seja, quando o protetor fotoelétrico estiver ligado, o controle deslizante percorrerá a faixa de 0 a 135 graus, ao bloquear o feixe de luz do dispositivo de proteção, o controle deslizante parará imediatamente em qualquer posição, a máquina-ferramenta para operação gradual, sem proteção fotoelétrica.
5. Reconheça o domínio de todos os itens acima e, em seguida, ligue o motor da máquina-ferramenta. Observe por um minuto para ouvir se o som de funcionamento da máquina-ferramenta é normal, se a direção de funcionamento da máquina-ferramenta e se as peças de lubrificação da máquina-ferramenta estão boas.

6. Depois que a máquina-ferramenta estiver normal, comece no molde.
● A superfície de trabalho deve ser limpa.
● Prepare todas as ferramentas utilizadas no molde.
● Verifique se o mofo está normal.
● Ajuste o curso do controle deslizante para uma posição equivalente à altura do molde.
● O meio do controle deslizante e o molde superior devem estar paralelos, sem nenhuma folga.
● Em seguida, você pode colocar o bloco de pressão do molde e o parafuso.
● Depois que o molde estiver pronto, clique duas vezes para verificar se a posição do traço está correta.
● Use o pedal para operar o produto. É proibido pisar no pedal, as mãos devem estar a mais de 5 cm de distância do molde (a operação deve ter em mente que a segurança vem em primeiro lugar, proíba estritamente a operação ilegal, concentre-se na cooperação entre as mãos e os pés, se você precisar alcançar o molde para pegar o produto, deve usar uma pinça ou uma haste magnética.

7. Instruções adicionais
● Ao produzir, você deve ler e compreender os desenhos e seus requisitos técnicos, especialmente a direção da perspectiva dos desenhos de chapa metálica e o algoritmo de abertura dos desenhos. Caso encontre alguma dúvida, consulte imediatamente o líder da equipe ou o engenheiro de plantão.
● Os produtos semiacabados são colocados na área de giro de produtos e etiquetados com um cartão antes de serem enviados para o próximo processo.
● Após o uso dos moldes, devemos verificar se eles precisam de reparo ou manutenção antes de recolocá-los no suporte de moldes. Os moldes que não estiverem normais não devem ser recolocados no suporte de moldes. Devemos redigir uma ordem de reparo do molde e enviá-la ao departamento de moldes. Ao recolocar o molde no lugar, a etiqueta deve ser verificada e colocada no local designado.
● É preciso descobrir a parte de lubrificação da máquina, o tempo de lubrificação, o nome do lubrificante e como lubrificá-lo.












