








Introdução à prensa hidráulica de forjamento isotérmico

Como especialista da indústria de máquinas hidráulicas, estou entusiasmado em compartilhar insights sobre a introdução da forja isotérmica prensas hidráulicasEssas máquinas inovadoras desempenham um papel crucial no processo de forjamento, permitindo o aprimoramento das propriedades do material e a redução do consumo de energia. Neste artigo, explorarei os princípios fundamentais do forjamento isotérmico, as vantagens do uso de prensas hidráulicas nessa aplicação e como elas podem melhorar a eficiência da fabricação. Ao compreender as características e os benefícios das prensas hidráulicas para forjamento isotérmico, podemos avaliar melhor seu impacto nas práticas modernas de usinagem.
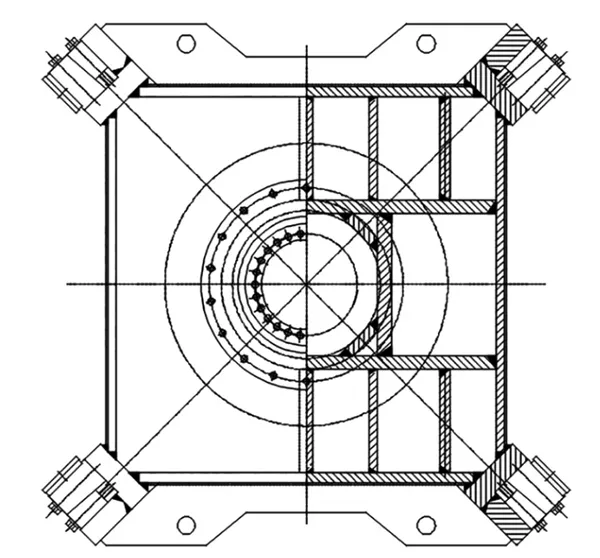
Este artigo apresenta uma máquina hidráulica especialmente utilizada para forjamento isotérmico. O formato do equipamento é mostrado na Figura 1. A máquina hidráulica possui alta precisão, capacidade de carga antiexcêntrica e uma estrutura de mesa deslizante projetada para lidar com grandes forças de tração.
Introdução à Prensa Hidráulica de Forjamento Isotérmico

A prensa hidráulica de forjamento isotérmico descrita neste artigo é a seguinte: o forno de aquecimento (incluindo o molde) é instalado na mesa de trabalho do dispositivo, e o molde superior é conectado ao cursor a ser fixado. Primeiro, o molde é aquecido, o processo geralmente leva de 7 a 8 horas. Em seguida, a peça bruta forjada é colocada no molde e aquecida a uma temperatura predeterminada, e o equipamento começa a prensar a peça bruta. Durante esse processo, o molde e a peça bruta são mantidos na temperatura de conformação. Finalmente, o equipamento é mantido sob pressão até que a peça e o molde sejam resfriados à temperatura ambiente, e o cursor da prensa retorna para retirar as peças acabadas. Portanto, este equipamento requer um longo tempo de espera para a prensa hidráulica e requisitos de estabilidade de alta pressão.
A tecnologia chave da prensa hidráulica de forjamento isotérmico
A fuselagem adota uma estrutura de chassi pré-tensionada dividida, composta por viga superior, viga inferior, montantes esquerdo e direito, quatro tirantes e porcas de tração, etc. A viga superior, a viga inferior e os montantes esquerdo e direito são pré-tensionados por sobrepressão hidráulica através dos tirantes. As vigas são conectadas por chaves de posicionamento. A viga superior, a viga inferior e as quatro colunas são soldadas com chapas de aço e possuem rigidez e resistência suficientes.
A guia do cursor adota um trilho-guia em forma de X de 45 graus, tipo cunha inclinada, de fácil ajuste e alta precisão, o que evita eficazmente a influência da deformação térmica na precisão de funcionamento do cursor, além de possuir uma forte capacidade de carga antiexcêntrica. Para aumentar a capacidade de carga antiexcêntrica do cursor e melhorar sua precisão de funcionamento, o comprimento da guia do cursor foi aumentado para 2,5 vezes em relação à prensa convencional.


Para facilitar a substituição do molde, o equipamento é equipado com uma mesa de trabalho móvel, conforme mostrado na Figura 3. Quando o molde é substituído, a mesa de trabalho é removida da fuselagem para facilitar a elevação do molde. Devido à força de liberação das peças forjadas isotérmicas atingir cerca de 4000 kN, o dispositivo de fixação da mesa móvel convencional não consegue atender aos requisitos de fixação. A mesa móvel será elevada durante a desmoldagem, resultando na impossibilidade de remoção das peças. Portanto, esta máquina possui um acionamento da estação móvel e um sistema anti-bandagem especialmente projetados, conforme mostrado na Figura 4.
Para evitar que a mesa móvel seja levantada pela força de desmoldagem, dois suportes são fornecidos nas duas colunas do equipamento e as colunas esquerda e direita são soldadas juntas, e a distância entre o plano inferior do suporte e o plano inferior da coluna é controlada pela precisão das tolerâncias dimensionais. Quando a plataforma móvel se move para dentro da prensa, há uma pequena folga (0,2 a 0,3 mm) entre seu plano superior e o plano inferior do suporte da coluna. Quando o cursor retorna e o cilindro é ejetado, a força de desmoldagem fará com que a mesa móvel e a matriz inferior subam, e não podem se mover sob a restrição do suporte da coluna. A força de desmoldagem é suportada pelo suporte da coluna. Com esta estrutura anti-bandagem, a folga entre a estação móvel e o suporte da coluna é pequena. As estações móveis convencionais do tipo rolo requerem uma folga de elevação de 10 a 15 mm para evitar danos ao dispositivo devido à força do rolo quando o dispositivo está em funcionamento.
De acordo com as condições de trabalho do forjamento isotérmico prensas hidráulicas No equipamento, a plataforma móvel do equipamento adota o tipo deslizante, e a plataforma móvel desliza sobre o trilho-guia e a superfície superior da viga inferior. Como a força de atrito deslizante é maior que a força de atrito de rolamento, a força motriz da mesa móvel precisa ser muito grande, e a mesa móvel é acionada por um pistão-cilindro com grande empuxo. Para garantir que a velocidade de movimento da estação móvel seja estável e controlável, e que as velocidades de entrada e saída sejam consistentes, um circuito diferencial controlável é usado para controlar o cilindro de acionamento, conforme mostrado na FIG. 5. Quando a haste do pistão é empurrada para fora, a válvula solenoide Y2 não deve ser energizada, e um circuito diferencial é formado entre a cavidade da haste e a cavidade sem haste, e o óleo na cavidade da haste entra na cavidade sem haste para aumentar a velocidade de ejeção. Por outro lado, quando a haste do pistão é retraída, a válvula solenoide Y2 deve cortar eletricamente o circuito diferencial entre a câmara da haste e a câmara sem haste. Desta forma, sob a mesma vazão de entrada, a velocidade de empurrão e retorno do cilindro é a mesma.

No sistema de controle de forjamento isotérmico, a bomba de óleo principal utiliza uma bomba digital e o circuito de controle utiliza uma servoválvula proporcional de resposta de alta frequência. Em baixas velocidades, o CLP controla a abertura da servoválvula proporcional de resposta de alta frequência para obter uma saída estável com um pequeno fluxo. Para garantir o funcionamento suave do cursor em baixas velocidades, uma pequena bomba de óleo especialmente ajustada é utilizada para fornecer uma certa pressão à câmara inferior do cilindro do pistão do cilindro mestre, de modo que o cursor opere sob uma grande contrapressão, evitando assim a ocorrência de deslizamento. O sistema de controle de forjamento isotérmico pode realizar o controle de velocidade constante dentro da faixa de velocidade de trabalho de 0,02 a 1 mm/s. Devido ao longo tempo de retenção de pressão do equipamento, o fluxo de óleo necessário para o sistema hidráulico é muito pequeno neste momento, e apenas uma certa estabilidade de pressão precisa ser mantida. Quando a bomba digital é usada para manter a pressão do equipamento, o deslocamento da bomba digital é ajustado ao nível mínimo que pode manter a pressão constante através do controle do programa CLP.
O sistema elétrico é equipado com um computador para controle industrial, e as ações e parâmetros tecnológicos da prensa podem ser definidos pelo computador para realizar o controle automático de todo o processo de trabalho.
Ao mesmo tempo, ele pode registrar, armazenar e imprimir vários parâmetros de trabalho, incluindo os seguintes aspectos:
⑴A curva posição-tempo e os dados dos quatro pontos do controle deslizante;
⑵Posição média da curva de tempo do controle deslizante e dados;
⑶ curva pressão-tempo e dados do cilindro mestre;
⑷Curva velocidade-tempo e dados do controle deslizante.
Para alcançar controlabilidade e rastreabilidade de todo o processo de produção.

Rússia-Customer-Feedback-5.jpg)
Rússia-Customer-Feedback-4.jpg)
Russia-Customer-Feedback.jpg)







