Ângulo R de curvatura e seleção de ranhura em V
Neste artigo, abordarei o tópico Ângulo R de Dobramento e Seleção de Ranhura em V, com foco em como esses fatores influenciam a qualidade e a precisão dos processos de dobra de metais. Compreender os ângulos R de dobramento adequados e a seleção correta da ranhura em V é crucial para alcançar resultados ideais na fabricação. Compartilharei meus insights sobre as melhores práticas para a escolha dos ângulos e ranhuras corretos, bem como as implicações para o comportamento do material e a qualidade do produto final. Junte-se a mim enquanto exploramos esses aspectos importantes da metalurgia e seu impacto em nossos projetos.
Entendimento Ângulo R de flexão
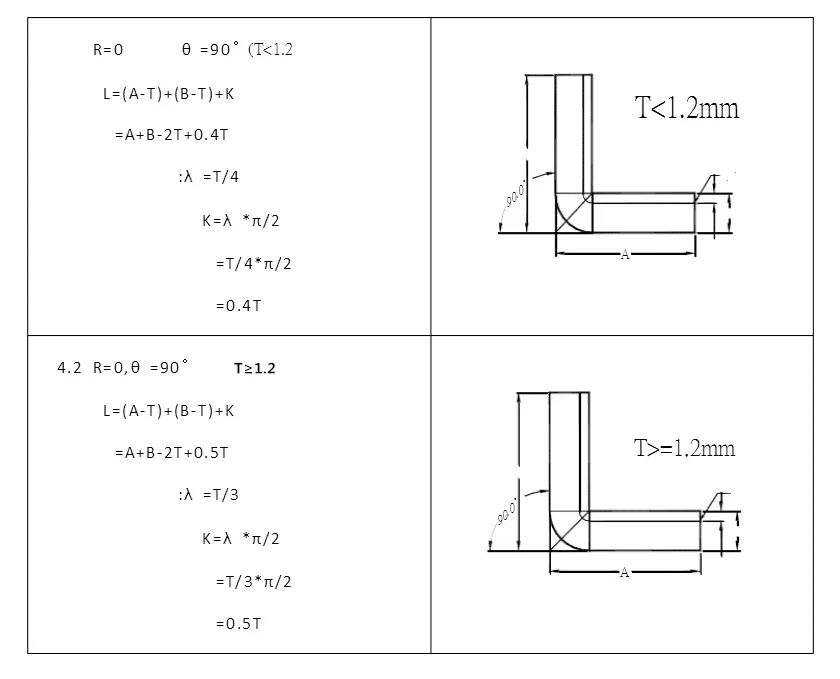
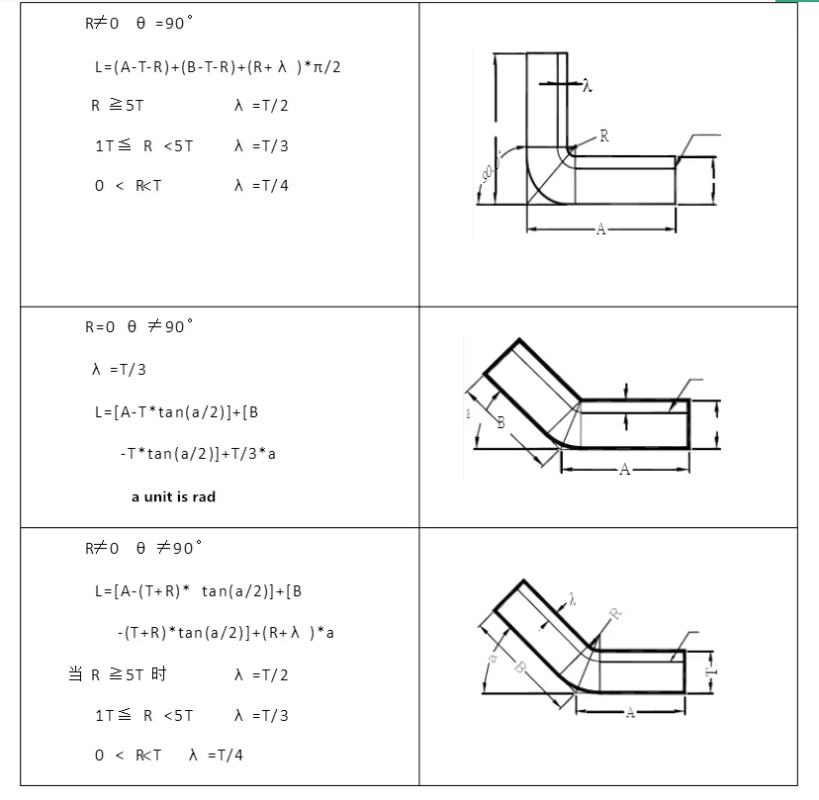
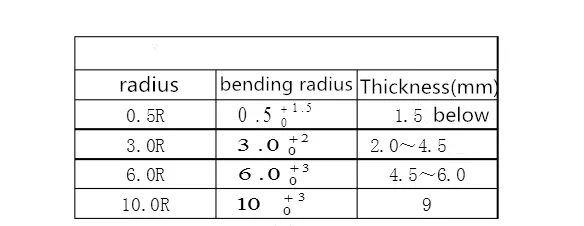
O ângulo R de curvatura refere-se ao raio da curvatura, que desempenha um papel significativo na determinação da qualidade e resistência do produto final. Um raio de curvatura corretamente selecionado ajuda a evitar falhas do material, como rachaduras ou deformações, durante o processo de dobra. A regra geral é escolher um raio de curvatura proporcional à espessura do material a ser dobrado.

O ângulo R de dobra da chapa metálica é o fator-chave que afeta o coeficiente de dobra, e há muitos fatores que afetam o ângulo R de dobra, como espessura da chapa metálica, material da chapa metálica, dobra do canto superior do molde, dobra do molde inferior, pressão de dobra, temperatura de trabalho, etc.
1 Espessura da chapa: No trabalho real, a espessura da chapa é grande, o filete de dobra é maior. Como sabemos, a espessura da chapa é grande, a pressão de dobra é grande e a ranhura em V para baixo é grande.
2. Material da chapa: O coeficiente de curvatura é pequeno para chapas de diferentes tipos, com a mesma espessura. Isso demonstra que as características do material afetam o filete de curvatura. O material possui uma propriedade que resiste à curvatura e pode afetar diretamente o raio de curvatura. O material tem efeito no raio de curvatura, mas tem pouco impacto em nosso uso real.
3. Filete da matriz superior de dobra: o filete normal da matriz de dobra não é maior que R1 e o filete mínimo de dobra não é menor que 1, o que tem pouco impacto no filete de dobra não necessário. Para chapas metálicas de dobra sob demanda especial, filetes menores que 1 ou maiores que 1 não são determinados pelo filete da matriz superior de dobra. Portanto, o filete da matriz superior afeta diretamente o raio de curvatura.
4. Pressão de dobra: quanto mais espessa a chapa metálica, maior a capacidade do material de resistir à deformação por flexão. Neste momento, é necessário ajustar a pressão. A pressão de dobra não pode ser aumentada infinitamente e precisa ser ajustada para a pressão apropriada. A pressão de dobra é diretamente proporcional à espessura da chapa metálica e inversamente proporcional à largura da ranhura inferior da matriz. Na dobra real, a espessura da chapa metálica é definida e a largura da ranhura inferior da matriz é selecionada de acordo com a espessura da chapa metálica. Portanto, a pressão de dobra é uma constante determinada por outros fatores. O raio de curvatura pode estar livre de pressão.
5. Matriz de baixa curvatura: a largura do encaixe inferior da matriz está relacionada à espessura da chapa metálica, existindo uma relação correspondente. Na prática, quanto maior a espessura, maior o filete de curvatura.
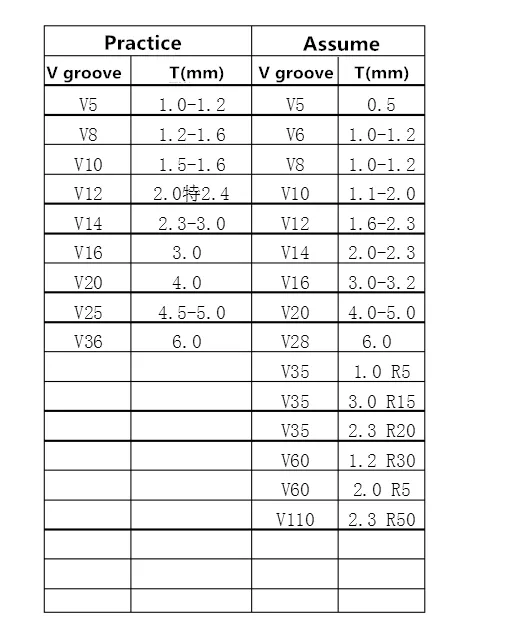
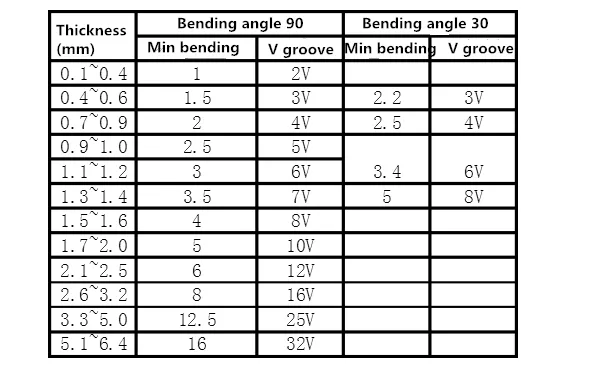
Seleção de sulco em V
Placa fina: 1-3 mm seleção de sulcos a regra é 4-6 vezes a espessura do material.
Placa grossa: a regra de seleção de ranhura de 4 a 10 mm é 8 a 10 vezes a espessura do material
Quanto menor a largura da ranhura, menor o ângulo R após a dobra e maior a pressão de dobra necessária. Quanto maior a largura da ranhura, maior o ângulo R e menor a pressão de dobra necessária.