








Problema na troca da ferramenta de dobra de tubos Um desafio comum enfrentado pelos operadores ao trocar para novas ferramentas é a falta de precisão, mesmo quando se espera que a produção continue sem interrupções. Pequenas diferenças na altura da matriz, na pressão de fixação ou nos parâmetros da máquina podem causar desvios angulares, enrugamento ou marcas visíveis na superfície do tubo. Se você estiver enfrentando esses problemas após a substituição de uma ferramenta, este guia irá orientá-lo sobre as principais causas e fornecer soluções práticas para recuperar a precisão rapidamente e manter seu fluxo de trabalho de dobra funcionando sem problemas.
Por que um Dobrador de tubos Problemas na troca de ferramentas afetam a precisão?

A troca de ferramentas afeta tanto a configuração mecânica quanto os ajustes de controle da máquina. O desgaste das ferramentas, peças incompatíveis ou calibração incorreta podem fazer com que o tubo se dobre de maneira diferente da anterior. Identificar a origem do problema reduz as tentativas e erros e acelera a recuperação da máquina.
O impacto do desalinhamento das matrizes na qualidade da dobra.
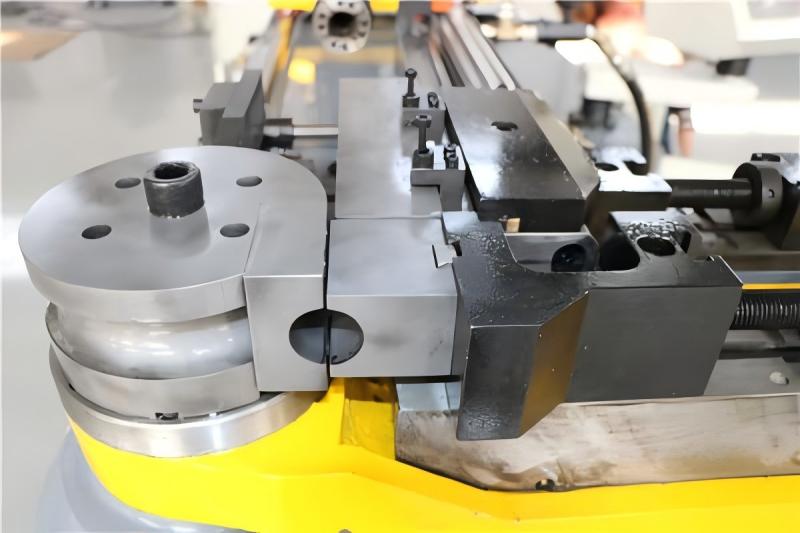
Se as matrizes não estiverem alinhadas na mesma linha central do mandril, o tubo pode torcer ou deformar. Mesmo um pequeno desalinhamento afeta diretamente o ângulo e o raio de curvatura finais.
Redefinição dos parâmetros do software após a substituição da ferramenta
Algumas máquinas redefinem os valores armazenados após a troca de ferramentas pelo operador. Sem reinserir as configurações corretas, a máquina pode não seguir o perfil de dobra anterior com precisão.
Guia passo a passo para solucionar problemas de troca de ferramentas em dobradeiras de tubos.
Etapa 1 — Verificar a compatibilidade da ferramenta e as especificações do modelo
Antes da instalação, certifique-se de que a ferramenta selecionada seja compatível com o material do tubo e o modelo da máquina. Usar uma ferramenta projetada para aço para dobrar alumínio pode causar retorno elástico ou deformação descontrolada.
Etapa 2 — Alinhe manualmente a matriz de dobra e o mandril
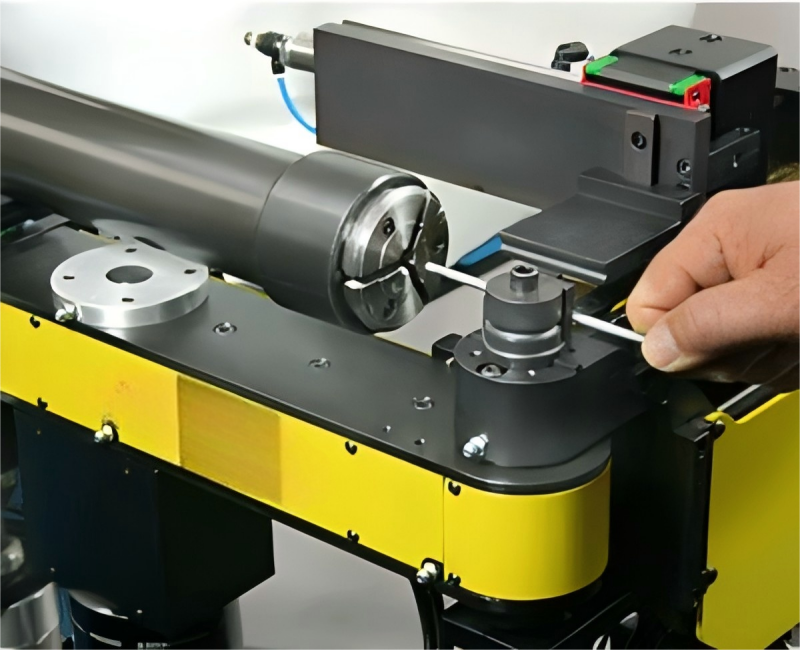
Use uma régua ou ferramenta de alinhamento a laser para verificar se a matriz e o mandril estão alinhados corretamente. Um pequeno desvio pode fazer com que o tubo deslize ou dobre de forma irregular.
Etapa 3 — Recalibrar a pressão da braçadeira de acordo com o material do tubo.
Materiais diferentes reagem de forma diferente à pressão. O aço inoxidável requer uma força de fixação maior do que o alumínio. Ajuste as configurações gradualmente e faça testes até obter os melhores resultados.
Etapa 4 — Redefinir parâmetros do software e salvar a configuração

Insira as configurações corretas de retração do mandril, velocidade e pressão com base nas especificações da ferramenta. Salve a configuração para que futuras alterações na ferramenta não exijam configuração repetida.
Etapa 5 — Realize testes de dobramento e meça a precisão.
Realize testes de dobra e examine os resultados usando um medidor de ângulo digital ou um braço de medição. Ajuste os valores de compensação até que os ângulos atendam à tolerância de produção.
Dicas preventivas para evitar problemas com a troca de ferramentas da dobradeira de tubos
Mantenha uma lista de verificação para troca de ferramentas para os operadores.
Uma lista de verificação estruturada garante que o alinhamento, a lubrificação e as configurações sejam verificados antes da retomada da produção.
Armazene as ferramentas de dobra corretamente para minimizar o desgaste.
O armazenamento adequado evita ferrugem e danos por impacto, preservando a precisão para uso a longo prazo.
Registre os parâmetros de curvatura ideais para cada material.

Documentar as configurações bem-sucedidas ajuda os operadores a evitar palpites ao alternar entre ordens.
Perguntas frequentes
Por que o tubo desliza após a troca de ferramentas?
Geralmente, a causa é uma pressão de fixação insuficiente para a nova ferramenta ou material. Aumente a pressão gradualmente e teste repetidamente.
Quanto tempo leva a recalibração após a troca de uma ferramenta?
Com os parâmetros armazenados e uma lista de verificação, a maioria das configurações leva menos de 15 minutos.
O desgaste repetido das ferramentas pode causar resultados de dobra insatisfatórios?
Sim. O desgaste da ferramenta altera o contato com a superfície e reduz a precisão. O recondicionamento ou a substituição podem ser necessários.
As atualizações de software causam problemas na troca da ferramenta de dobra de tubos?
Algumas atualizações podem redefinir parâmetros. Sempre verifique as configurações após instalar as atualizações.
Conclusão
Resolvendo um Dobrador de tubos Problema de troca de ferramenta A eficiência aumenta quando você segue um processo estruturado: verifica a compatibilidade, alinha as ferramentas corretamente, redefine os parâmetros do software e realiza testes de dobra controlados. A implementação de práticas preventivas, como listas de verificação e registro de parâmetros, garante trocas de ferramentas mais rápidas e confiáveis no futuro. Para consultoria profissional ou soluções personalizadas, entre em contato com a equipe da HARSLE para obter suporte e orientação especializada, sob medida para as suas necessidades de produção.



