








Tube Bender Tool Change Issue is a common challenge operators face when switching to new tooling, even though the expectation is that production will continue without interruption. Small differences in die height, clamp pressure, or machine parameters can lead to angle deviations, wrinkling, or visible surface marks on the tube. If you are experiencing these problems after a tool replacement, this guide will walk you through the key causes and provide practical solutions to regain accuracy quickly and keep your bending workflow running smoothly.
Why Does a Tube Bender Tool Change Issue Affect Accuracy?

Changing tools affects both the mechanical setup and the machine’s control settings. Tooling wear, incompatible parts, or incorrect calibration can cause the tube to bend differently than before. Identifying the source of the issue reduces trial and error and speeds up machine recovery.
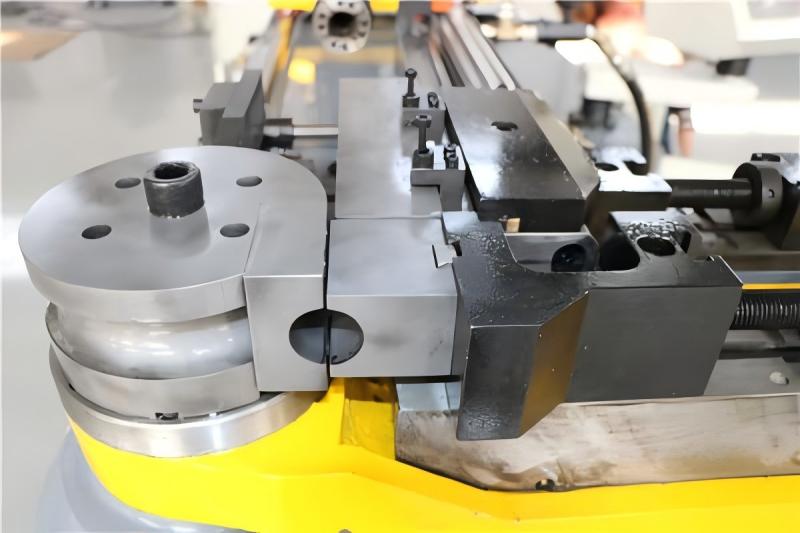
The Impact of Misaligned Dies on Bend Quality
If dies are not aligned on the same centerline as the mandrel, the tube may twist or distort. Even a minor misalignment directly affects the final bend angle and radius.
Software Parameters Reset After Tool Replacement
Some machines reset stored values after an operator changes tools. Without re-entering the correct settings, the machine may not follow the previous bending profile accurately.
Step-by-Step Guide to Fix Tube Bender Tool Change Issue
Step 1 — Verify Tool Compatibility and Model Specifications
Before installation, ensure the tooling you selected matches the tube material and machine model. Using a tool designed for steel to bend aluminum may lead to uncontrolled springback or deformation.
Step 2 — Manually Align the Bending Die and Mandrel
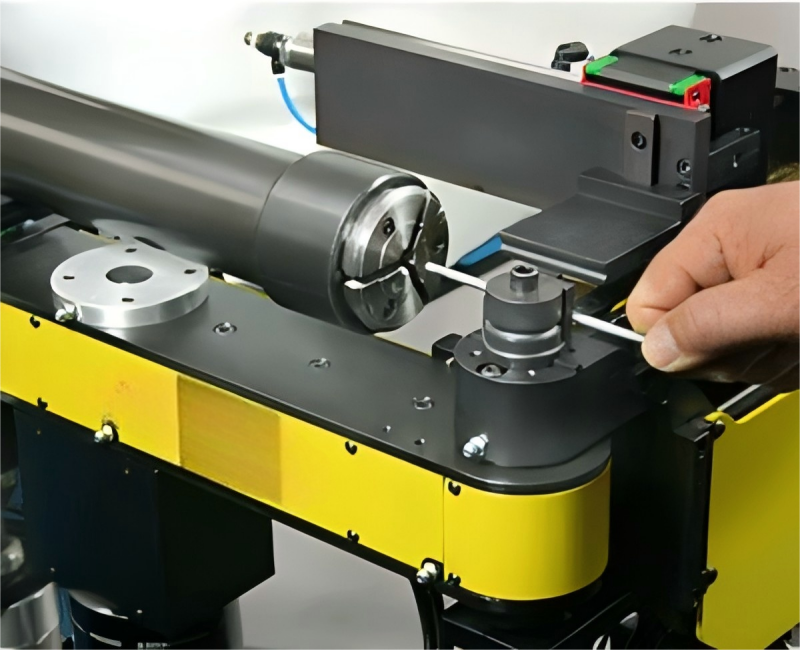
Use a straightedge or laser alignment tool to check that the die and mandrel align correctly. A slight deviation can cause the tube to slide or bend inconsistently.
Step 3 — Re-Calibrate Clamp Pressure According to Tube Material
Different materials react differently to pressure. Stainless steel requires higher clamping force than aluminum. Gradually adjust the settings and test until optimal results are achieved.
Step 4 — Reset Software Parameters and Save Configuration

Enter the correct mandrel retraction, speed, and pressure settings based on the tooling specifications. Save the configuration so future tool changes do not require repeated setup.
Step 5 — Run Test Bends and Measure Accuracy
Perform sample bends and examine the results using a digital angle meter or measurement arm. Adjust compensation values until angles meet the production tolerance.
Preventive Tips to Avoid Tube Bender Tool Change Issue
Maintain a Tool Change Checklist for Operators
A structured checklist ensures alignment, lubrication, and settings are verified before production resumes.
Store Bending Tools Properly to Minimize Wear
Proper storage prevents rust and impact damage, preserving accuracy for long-term use.
Record Optimal Bending Parameters for Each Material

Documenting successful settings helps operators avoid guesswork when switching between orders.
FAQs
Why does the tube slip after changing tools?
Insufficient clamp pressure for the new tooling or material is usually the cause. Increase pressure gradually and test repeatedly.
How long does recalibration take after a tool change?
With stored parameters and a checklist, most setups take less than 15 minutes.
Can worn tooling repeatedly cause poor bending results?
Yes. Tool wear alters surface contact and reduces accuracy. Reconditioning or replacement may be necessary.
Do software updates trigger Tube Bender Tool Change Issue?
Some updates may reset parameters. Always review settings after installing updates.
Conclusion
Solving a Tube Bender Tool Change Issue is more efficient when you follow a structured process—verify compatibility, align tools correctly, reset software parameters, and perform controlled test bends. Implementing preventive practices like checklists and parameter recording ensures faster, more reliable tool changes in the future. For professional consultation or customized solutions, feel free to contact the HARSLE team for support and expert guidance tailored to your production requirements.



