








Aprenda como o alinhamento dos rolos resolve folgas de fechamento irregulares em uma laminadora de chapas de quatro rolos. Este guia de aplicação explica quando e como alinhar os rolos inferiores e laterais para restaurar a precisão e a consistência da laminação.
Introdução
Na operação diária de uma máquina de laminação de chapas de quatro rolos, folgas de fechamento irregulares após a laminação são um problema comum, porém frequentemente mal compreendido. Muitos operadores atribuem instintivamente esse problema ao ricochete do material, às configurações de parâmetros ou à técnica do operador. Contudo, em aplicações industriais reais, uma grande proporção dos problemas de folga de fechamento irregular está diretamente relacionada a erros de alinhamento dos rolos, especialmente envolvendo o rolo inferior e os rolos laterais.
O alinhamento dos cilindros desempenha um papel crucial para garantir a distribuição simétrica da força durante o processo de laminação. Quando a relação geométrica entre os cilindros se desequilibra, a chapa sofre deformação irregular, resultando em fechamento incompleto ou diferenças visíveis na folga entre as extremidades da peça laminada. Este artigo fornece uma explicação sistemática de quando o alinhamento dos cilindros é necessário, por que ocorrem erros de alinhamento e como realizar corretamente a compensação do alinhamento dos cilindros em uma laminadora de chapas de quatro cilindros.
Entendendo o alinhamento dos cilindros em uma máquina de laminação de chapas de quatro cilindros
O alinhamento dos cilindros refere-se à consistência geométrica e posicional entre os cilindros em uma laminadora, garantindo que todos os cilindros móveis operem simetricamente em relação ao cilindro de referência fixo.
Em uma configuração padrão de máquina de laminação de chapas com quatro rolos:
- O rolo superior atua como o rolo de formação primário
- O rolo inferior fornece suporte vertical e força de fixação
- O rolamentos laterais para a esquerda e para a direita controlar o raio de curvatura e auxiliar na pré-curvatura
É importante esclarecer uma premissa profissional fundamental:
O rolo superior não foi projetado para compensação posicional.. Ele pode girar e se mover verticalmente durante a operação, mas não participa da correção do alinhamento. Portanto, todos os ajustes de alinhamento dos rolos são realizados compensando o rolo inferior e rolos laterais apenas.
Quando o alinhamento dos rolos se torna necessário
O alinhamento dos cilindros nunca deve ser tratado como um ajuste de rotina ou uma operação de tentativa e erro. Em laminadoras de chapas de quatro cilindros, a compensação de alinhamento só é necessária quando sintomas mecânicos específicos indicam claramente que a relação geométrica entre os cilindros se desviou do equilíbrio projetado. Com base em extensa experiência em campo,experiência de serviço ld, rolo O alinhamento torna-se necessário sob as seguintes condições bem definidas.
Fechamento desigual de lacunas após o rolamento
Um dos indicadores mais diretos e confiáveis para a correção do alinhamento dos cilindros é a folga de fechamento irregular observada na peça laminada. Quando a chapa não fecha corretamente na etapa final de laminação, e especialmente quando a largura da folga nas duas extremidades é visivelmente diferente, o problema não deve ser interpretado erroneamente como um simples erro nos parâmetros de laminação ou como retorno elástico do material.
Essas folgas assimétricas refletem um desvio direcional no posicionamento dos rolos, o que significa que os rolos inferiores ou laterais não estão mais aplicando pressão uniforme ao longo da largura da chapa. Nesses casos, é necessário ajustar o alinhamento dos rolos para restabelecer o paralelismo e a transmissão sincronizada da força.
Distribuição assimétrica da força durante o rolamento
Outro cenário comum que exige alinhamento dos cilindros é o comportamento desigual da força durante o processo de laminação. Se a chapa se desloca consistentemente para um lado, se uma borda começa a se formar antes da outra ou se a resistência à laminação varia consideravelmente ao longo da largura, esses sintomas indicam que a força de laminação está sendo distribuída de forma assimétrica.
Essa condição geralmente resulta de pequenos desvios posicionais nos cilindros inferiores ou laterais, causando desequilíbrio mecânico em vez de erros no sistema de controle. O alinhamento correto dos cilindros garante que as forças de laminação sejam aplicadas uniformemente, restaurando a simetria mecânica e melhorando a consistência da conformação.
Após manutenção mecânica ou operação de longo prazo
A compensação do alinhamento dos rolos também pode se tornar necessária após operação prolongada da máquina ou após atividades de manutenção mecânica. Com o tempo, fatores como desgaste dos rolamentos, deriva hidráulica, expansão térmica ou intervenções de ajuste anteriores podem alterar sutilmente as posições relativas dos rolos.
Mesmo pequenos desvios, quando acumulados, podem comprometer a precisão da laminação e a qualidade do fechamento. Realizar verificações e compensações de alinhamento dos cilindros nessas circunstâncias ajuda a manter a geometria estável da máquina, previne o desalinhamento progressivo e garante a precisão da laminação a longo prazo.
Por que erros de alinhamento dos rolos causam folgas de fechamento irregulares?
Do ponto de vista mecânico, uma máquina de laminação de chapas com quatro rolos depende de vetores de força equilibrados atuando ao longo do eixo longitudinal da chapa. Quando o alinhamento dos rolos é comprometido:
- Um dos lados do rolo inferior pode ficar mais afastado do rolo superior.
- As dobras laterais podem não ser simétricas.
- A linha central de rolamento se desloca
Como resultado, a placa sofre deformação plástica desigual. Isso explica por que as folgas de fechamento são irregulares. direcional e repetível, em vez de defeitos aleatórios. Corrigir o alinhamento dos rolos restaura a relação geométrica pretendida entre eles, permitindo que a chapa se deforme uniformemente em toda a sua largura.
Princípio de Compensação do Alinhamento de Rolamento
A compensação do alinhamento dos rolos funciona corrigindo digitalmente a posição de referência de cada rolo móvel através do sistema de controle. Em vez de reposicionar fisicamente os rolos, o sistema recalibra seus pontos zero para garantir o movimento sincronizado.
O princípio fundamental é simples, mas crucial:
A compensação deve sempre ser aplicada ao lado do rolo que estiver mais distante do rolo superior., não o lado mais próximo.
Isso garante que a correção de alinhamento traga todos os rolos de volta a um plano geométrico comum.
Procedimento passo a passo para alinhamento dos rolos (exemplo do rolo inferior)
O procedimento a seguir utiliza o cilindro inferior como exemplo para ilustrar o processo de alinhamento dos cilindros. Em uma máquina de laminação de chapas com quatro cilindros, o cilindro superior serve como referência geométrica fixa e não participa do movimento de alinhamento. A mesma lógica de compensação se aplica aos cilindros laterais, tanto do lado esquerdo quanto do direito.
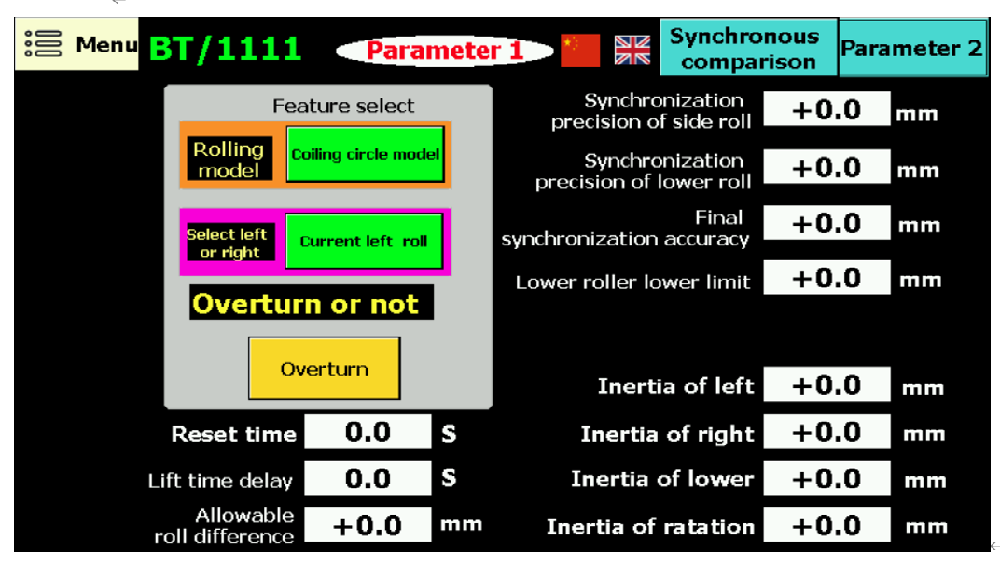
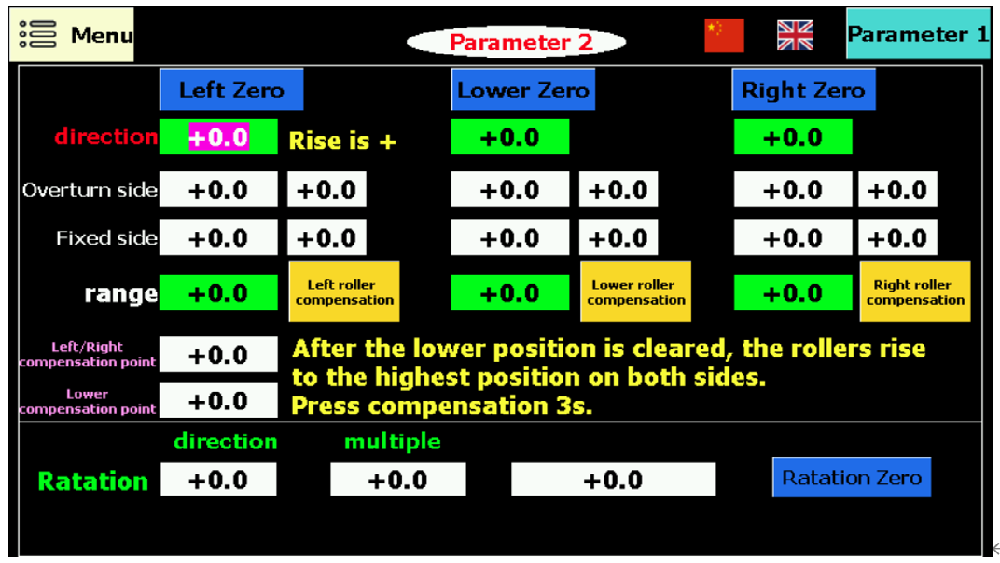
Passo 1: Acesse a Interface de Parâmetros
Acesse a interface de parâmetros do sistema da máquina através do painel de controle e navegue até Página de parâmetros 2.
São necessárias credenciais de login autorizadas para acessar o menu de compensação de rolos, pois esses parâmetros afetam diretamente o alinhamento mecânico do sistema de laminação.

Passo 2: Mova o rolo inferior para a posição mais baixa.
Abaixe o rolo inferior completamente até sua posição mínima mecânica.
Isso estabelece uma condição inicial estável e repetível, eliminando a pré-carga residual e garantindo folga suficiente para uma calibração de alinhamento precisa.
Passo 3: Zere a referência de rolagem inferior.
No painel de controle, pressione o botão azul de ajuste de zero da rolagem inferior.
Esta operação redefine a referência posicional do cilindro inferior, utilizando o cilindro superior como referência geométrica fixa. Como o cilindro superior não pode se mover verticalmente, todos os cálculos de alinhamento são realizados em relação a essa referência estável.
Passo 4: Levante o rolo inferior até a posição máxima.
Levante lentamente o rolo inferior em direção à sua posição máxima de trabalho, observando a distância entre o rolo inferior e o rolo superior em ambas as extremidades.
Em muitos casos, um lado do rolo inferior se aproximará do rolo superior antes do outro, revelando claramente uma relação posicional assimétrica. Isso confirma a existência de um desvio no alinhamento dos rolos e a necessidade de compensação.
Etapa 5: Identificar o lado da compensação
Compare as distâncias ou os valores de feedback numérico em ambas as extremidades do rolo inferior.
O lado que apresentar o menor valor numérico ou a maior folga física indica posicionamento ascendente insuficiente e, portanto, é o lado que necessita de compensação. A identificação precisa nesta fase é essencial para evitar a sobrecorreção.
Etapa 6: Aplicar a compensação de inclinação inferior
Pressione e segure o botão amarelo de compensação de rolagem inferior por aproximadamente três segundos.
O sistema de controle calculará e armazenará automaticamente o valor de compensação para o lado selecionado, concluindo o processo. alinhamento de rolo inferior processo e restauração do posicionamento simétrico dos rolos.
Alinhamento da inclinação lateral usando o mesmo método
Após concluir o alinhamento do rolo inferior, repita o mesmo procedimento para:
- Rolamento lateral esquerdo
- Rolamento lateral direito
Cada rolo deve ser compensado individualmente para garantir o alinhamento completo em todo o sistema de laminação. A consistência entre os três rolos móveis é essencial para obter resultados de laminação uniformes.
Verificação após o alinhamento dos rolos
Após a conclusão de todas as etapas de compensação do alinhamento dos rolos:
- Realize um teste de rolamento utilizando material padrão.
- Observe a condição de fechamento da peça laminada.
- Confirme se a folga de fechamento é uniforme em ambas as extremidades.
Se o resultado do teste mostrar fechamento simétrico e comportamento de rolamento estável, o processo de alinhamento dos rolos é considerado bem-sucedido e a máquina pode retornar à produção normal.
Conceitos errôneos comuns sobre o alinhamento dos rolos
Vale a pena esclarecer um mal-entendido frequente:
As folgas de fechamento irregulares não são causadas principalmente pela recuperação elástica do material..
Embora as propriedades do material afetem os resultados da laminação, o rebote normalmente produz folgas simétricas. Folgas irregulares com diferenças direcionais quase sempre indicam desequilíbrio no alinhamento dos cilindros, e não problemas com parâmetros ou materiais.
Conclusão
O alinhamento dos rolos é um fator fundamental, porém frequentemente negligenciado, para se obter uma qualidade de laminação consistente em uma laminadora de chapas de quatro rolos. Quando ocorrem folgas de fechamento desiguais — especialmente quando as larguras das folgas diferem em ambas as extremidades — o alinhamento correto dos rolos inferiores e laterais torna-se essencial.
Ao compreender a lógica mecânica por trás do alinhamento dos cilindros, reconhecer as condições corretas para compensação e seguir um procedimento de alinhamento padronizado, operadores e técnicos podem melhorar significativamente a precisão da laminação, reduzir ajustes por tentativa e erro e garantir um desempenho estável da máquina a longo prazo.
O alinhamento correto dos rolos não é apenas uma ação corretiva — é uma prática recomendada para operações de laminação de precisão.



