








Instruções de como usar uma máquina de freio de chapa metálica

Utilizar corretamente uma máquina de freio de chapa metálica é essencial para obter curvas precisas, garantir a segurança do operador e prolongar a vida útil da máquina. Seja você iniciante ou precise de uma atualização, este guia oferece uma visão geral passo a passo sobre como operar um freio de chapa metálica manual ou hidráulico de forma eficaz e segura.
Como configurar uma máquina de freio de chapa metálica

Aqui explicamos como usar e ajustar um freio de chapa metálica. Também explicamos como fazer uma caixa ou panela de chapa metálica. Também é possível dobrar e achatar uma bainha, formar um raio e dobrar em zigue-zague. O procedimento padrão para fazer uma dobra simples em chapa metálica usando uma máquina manual máquina de freio é o seguinte:
1. Insira a chapa metálica sob a barra de fixação.
2. Ajuste o came da alavanca de fixação para a espessura do metal.
3. Meça e posicione a borda da chapa metálica na distância correta paralela à barra de fixação.
4. Puxe para baixo as alças de fixação em cada extremidade para prender o metal no lugar.
5. Ajuste a haste de parada para parar o avental curvo no ângulo desejado (geralmente 90 graus).
5. Dobre os joelhos e levante as 2 alças sob o avental até que a barra de parada pare o avental.
6. Abaixe lentamente o avental. Solte as alças de fixação.
Veja abaixo mais informações sobre como dobrar uma caixa ou forma de panela. Outro uso comum da máquina é a bainha. Comece dobrando o metal a 135 graus e, em seguida, achate uma bainha contra a parte superior da barra de fixação, usando o avental totalmente contra ela. Se a chapa metálica for muito fina, você pode achatar a bainha sob a barra de fixação.
Embora o fabricante original provavelmente tenha tomado precauções para ajustar o freio de mão corretamente à maioria dos trabalhos em metal, às vezes, após manuseio e transporte, ou anos de uso, ele pode ocasionalmente precisar de algum ajuste. As instruções mostradas aqui foram originalmente escritas para uma máquina de freio de mão Chicago, mas a maioria dos outros freios de mão são cópias de seu famoso design e, portanto, são semelhantes.
Mas esteja ciente de que as cópias geralmente não apresentam certas pequenas características e geometria que tornaram o design de Chicago superior desde 1899. Observação: a capacidade das máquinas de freio de mão para dobrar chapas metálicas normalmente é limitada a espessuras de metal de calibre 12 (0,105″ = 2,7 mm) em modelos para serviços pesados e calibre 16 (0,06″ = 1,5 mm) em modelos para serviços leves. Máquinas de 10 pés são limitadas a calibre 14 e máquinas de 12 pés são limitadas a calibre 18. Algumas cópias fabricadas na China podem ter capacidade menor devido à construção mais barata.

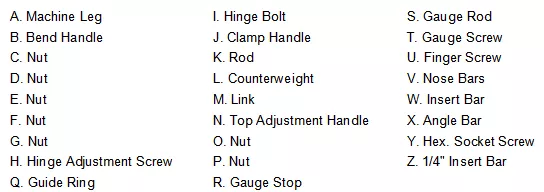
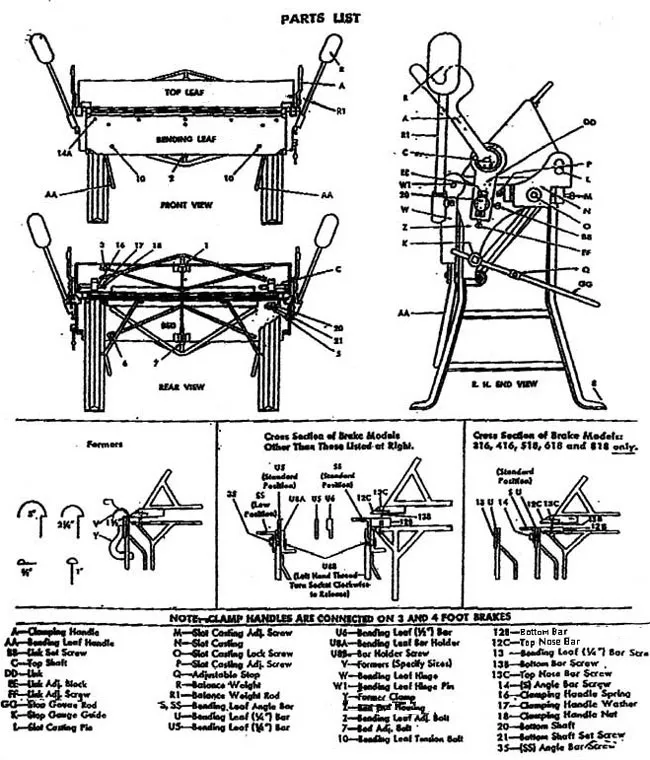
Para verificar sua máquina, certifique-se de que o freio esteja nivelado com o piso, para que a lâmina superior não deslize para a frente durante a fixação. Se a lâmina superior deslizar para a frente durante a fixação, verifique primeiro o aperto do parafuso de fixação (P) e do parafuso sextavado (O). Se isso não resolver o problema, coloque uma cunha sob a parte traseira da perna, no lado que desliza. Insira a cunha até que o deslizamento seja eliminado e, em seguida, substitua-a por um bloco permanente com a altura correta.
Verifique a lâmina curvada e certifique-se de que a borda esteja (1/64") abaixo da borda da cama quando a lâmina curvada estiver abaixada. Essa borda deve estar (1/64") abaixo da borda da cama nas extremidades e (1/32") mais baixa no centro. As extremidades da lâmina curvada podem ser abaixadas apertando o parafuso de fixação (J). Para elevar as extremidades da lâmina curvada, aperte o parafuso de fixação (H). Para abaixar a lâmina curvada no centro, aperte o parafuso da barra de reforço (7). Para elevar a lâmina curvada no centro, aperte o parafuso da barra de reforço (2).
Se a folha dobrar mais em uma extremidade do que na outra, coloque a folha superior de volta na extremidade onde a folha está dobrada demais. Isso é feito afrouxando o parafuso de fixação (O) e ajustando com os parafusos de fixação (P) e (M).
A folha curvada pode ficar arqueada no centro após o uso. Isso pode ser corrigido rapidamente apertando os dois parafusos (10) até que o centro fique reto.
O ajuste para fixação de diferentes espessuras de metal é feito afrouxando o parafuso de fixação (BB) que segura o bloco de ligação (EE) e ajustando o parafuso de fixação (FF) até obter a pressão desejada ao fixar a espessura do metal a ser dobrado. Após esse ajuste, aperte o parafuso de fixação (BB).
Ajuste a lâmina superior para trás, na borda de dobra, com o dobro da espessura do metal para dobrar dentro de quatro bitolas de capacidade. Avance proporcionalmente em materiais mais leves, se desejar dobras mais acentuadas. Este ajuste é feito afrouxando o parafuso de fixação (O) e os parafusos de ajuste (M) e (P), conforme necessário. É importante que o parafuso de fixação (O) seja apertado após a mandíbula superior estar posicionada em seu ponto correto.
A maioria das máquinas de freio de mão são classificadas para flange mínima de 1″ (25 mm) de largura em material de capacidade. A máquina pode ser usada para dobra de capacidade somente quando a barra de ângulo (s-ss) estiver no lugar na posição padrão.
Quando a lâmina de dobra da Barra (U-6) de 1/2″ está instalada, a capacidade da máquina é reduzida em quatro calibres. Isso significa que uma máquina com capacidade de calibre 12 se torna uma máquina de calibre 16 e uma máquina de calibre 14 se torna uma máquina de calibre 18. Quando esta barra (U-6) é utilizada, a barra angular (SS) deve ser ajustada na posição baixa. Quando a lâmina de dobra da Barra (U-5) de 1/4″ está em uso, a capacidade do freio é reduzida em sete calibres e a barra angular (SS) deve ser ajustada na posição baixa.
Existem furos na lâmina de dobra e na barra de ângulo para fixação desta na posição inferior, permitindo a realização de dobras estreitas com deslocamento. A barra de 1/4" (U-5) não deve ser usada para outra finalidade que não seja dobrar flanges invertidas estreitas em material com espessura não superior a sete calibres a menos que a capacidade da máquina. As classificações de capacidade, de acordo com a espessura das bordas da lâmina de dobra, aplicam-se a todos os tamanhos.
Pedaços curtos de material devem ser dobrados no centro do freio. Isso equaliza a tensão. Mas essas máquinas não funcionam como uma prensa de freio e, portanto, não são projetadas para dobrar peças estreitas de metal extragrosso, pois isso causaria uma carga concentrada na barra de fixação e na base da máquina, o que poderia danificar sua máquina.
Nunca dobre contra as costuras, a menos que a máquina esteja configurada para prender a espessura múltipla total da costura e a folha superior esteja recuada para liberar a espessura múltipla total.
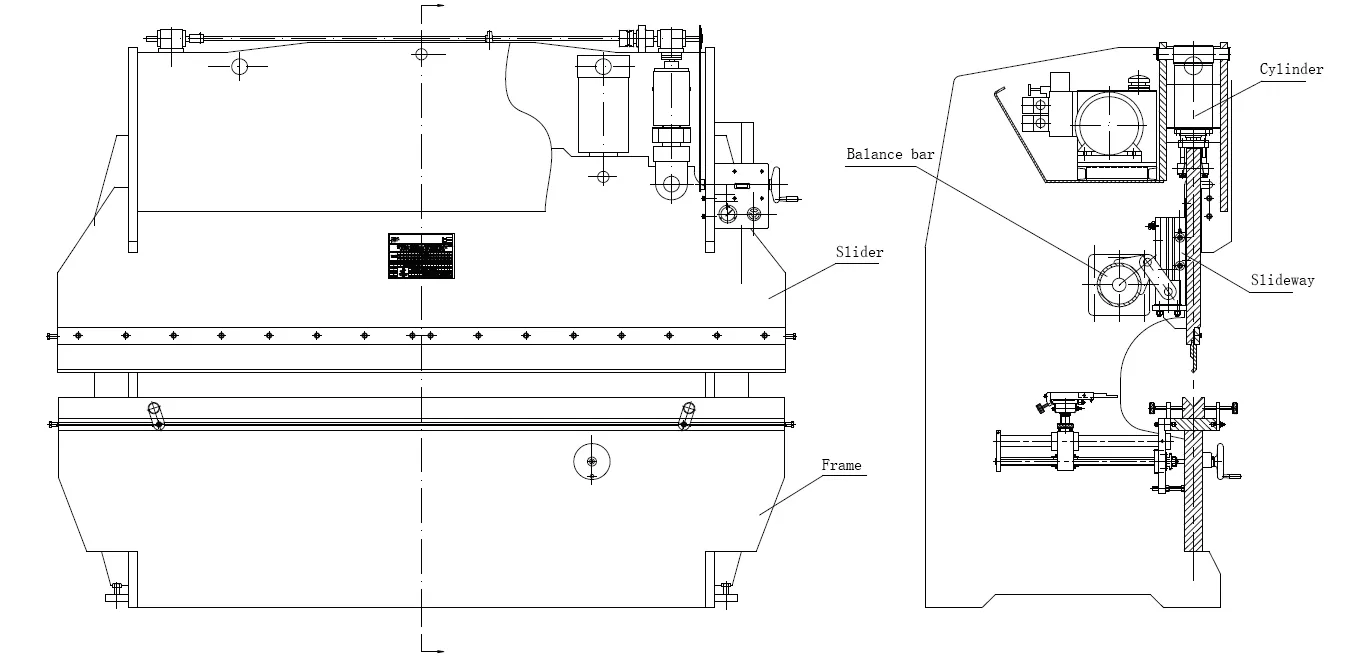
Os pesos de equilíbrio (R) podem ser levantados ou abaixados para contrabalançar adequadamente a folha curvada.
Este medidor de parada ajustável (GG) pode ser usado para regular o ângulo da dobra quando se faz trabalho duplicado. Este ajuste é feito com o medidor de parada marcado (Q).
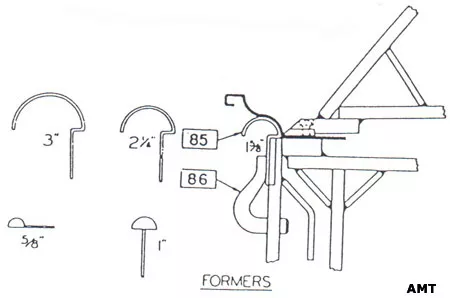
*Os formadores (V), mostrados abaixo, são fixados à máquina conforme mostrado no esboço, com o lado de folga de 1/2" contra a folha de dobra. Essas braçadeiras de fricção (Y) são colocadas em posição e levemente batidas com um martelo. Isso cria atrito suficiente para segurar os formadores. Para remover a braçadeira, bata para cima ou gire. Os formadores podem ser obtidos em tamanhos semicirculares: 3", 2 1/4", 1 6/8", 1" e 5/8". Dobras quadradas podem ser feitas em diversas chapas e as curvas posteriormente dobradas nos formadores. A ampla abertura da mandíbula permite que as chapas passem sobre os formadores.
*Observação: os formadores não são equipamentos padrão.
Ao formar cornijas ou outras seções de circunferência larga, é aconselhável iniciar uma dobra rente ao centro ou fazer uma dobra na borda oposta à dobra feita inicialmente para equalizar as dobras na chapa. A razão para isso é que as chapas não são perfeitamente planas e, se uma borda for deixada dobrada enquanto a outra é endireitada com o freio, as dobras feitas posteriormente na parte dobrada endireitarão essa dobra e, consequentemente, desalinharão a primeira dobra.
A alça esquerda dobrável pode ser usada em duas posições. A posição padrão é mostrada na vista frontal. Removendo o parafuso (15), a alça pode ser movida para uma posição externa, de modo que, ao formar folhas largas, a folha não atrapalhe o operador.
Lubrifique as peças ocasionalmente.
Ajustes Operacionais
Ajuste para espessura do metal:
A folga para dobras é obtida movendo a Folha Superior para trás na borda de dobra. Se o material a ser dobrado estiver dentro de quatro bitolas de capacidade, mova a Folha Superior para trás o dobro da espessura do material. Com material mais leve, mova a Folha Superior proporcionalmente para a frente se desejar dobras mais acentuadas.
1. Solte levemente as alças (J).
2. Ajuste a folha superior com as alças de ajuste superiores (N). A pressão de fixação dos elos (M) é alterada ajustando as porcas (O/P).
Curvas duplicadas:
O medidor de parada ajustável (R) pode ser posicionado em qualquer ponto da haste (S) por meio do parafuso de trava (T) para limitar o grau de curvatura e repetir o ângulo de curvatura desejado.
Contrabalançar:
O contrapeso (L) pode ser levantado ou abaixado na Haste (K) para contrabalançar adequadamente a Folha de Dobramento.
Ajuste de flexão excessiva:
Se a folha dobrar mais de um lado do que do outro, coloque a folha superior de volta na extremidade onde a folha está dobrando demais.
1. Solte as alças (J) ligeiramente do lado que está muito dobrado.
2. Ajuste a folha superior com o ajuste superior no lado que está curvado demais.
3. Recoloque a alça (J).
Ajustes da folha superior rasteira:
A folha superior deve estar voltada para a frente ao fixar o material:
1. Verifique se os conjuntos de freios estão nivelados no chão.
2. Verifique o conjunto do parafuso de ajuste (25) para garantir que os colares dos parafusos de ajuste superiores estejam travados na posição, de modo que os parafusos não possam se mover para trás e para a frente nos selins – o ombro dianteiro dos parafusos e a face dos colares devem estar bem ajustados aos selins com folga mínima.
3. Se o movimento ainda estiver lento, coloque uma cunha sob a parte traseira da Perna (A), na extremidade que se move até parar. Substitua a cunha por um bloco permanente com a altura correta.
Capacidade:
A capacidade de flexão do freio é determinada pela espessura da borda de flexão fornecida pelas Barras de Folha de Flexão (L/X/Z) quando montadas na folha.
1. A barra angular (X) permite a flange mínima nominal de 1″ no material de capacidade.
2. 1/2″ Insert Bat com barra de ângulo na posição BAIXA reduz a capacidade do freio em quatro medidores.
3. Barra de inserção de 1/4″ e barra de ângulo na posição BAIXA reduzem a capacidade dos sete medidores de freio.
Curvas estreitas deslocadas:
Remova a barra de ângulo (X) e a barra de inserção (W) - use a barra de inserção de 1/4″ (Z).

Como fazer uma caixa ou forma de panela:
Veja os diagramas acima e abaixo. Certifique-se de que as garras formem uma borda de curvatura reta nas barras do nariz (V).
1. Primeiro, desenhe o formato da sua caixa em uma chapa metálica. Talvez você possa tentar fazer isso primeiro em um papelão.
2. Corte ou faça um entalhe nos 4 cantos da chapa metálica que você não utilizará.
3. Dobre os dois primeiros lados opostos da caixa em 90 graus.
4. Remova os 2 dedos que estão no caminho da dobra dos lados da 3ª e 4ª caixa.
5. Coloque os dedos (39) na folha superior parcialmente aberta com parafusos (36) e parafusos da barra de fixação do nariz (U) soltos.
6. Com a barra angular (X) montada na folha, levante a folha de flexão (1) usando sua pressão na linha reta das barras do nariz (veja as linhas pontilhadas no esboço oposto).
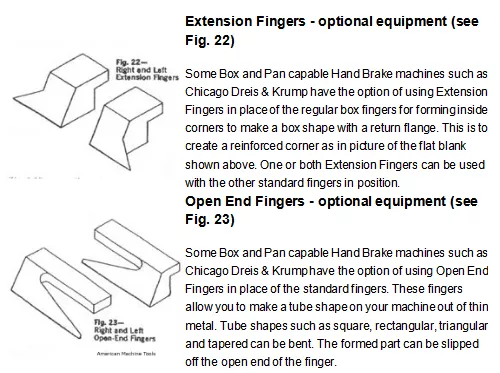
7. Se usar nossos dedos de extensão opcionais, você pode fazer uma caixa reforçada que é extra rígida.
8. Aperte os parafusos e as porcas da barra de fixação depois de verificar se os espaços entre os dedos estão uniformes.
9. Dobre um lado de cada vez usando a haste de parada ajustada para uma curva de 90 graus.
10. Solde os 4 cantos da caixa.

Formadores de raio (veja a imagem acima) – equipamento opcional
Algumas máquinas de freio de mão com capacidade para Box e Pan, como a Chicago Dreis & Krump, oferecem a opção de usar moldes ou formadores (85), que podem ser adquiridos em tamanhos de meia cana com raios de 5/8", 1", 1 5/8" e 3 polegadas. Estes são projetados para aplicar raios em cobre ou chapas metálicas muito finas, como calibre 26 (0,018" = 0,5 mm). São ideais para moldar molduras arquitetônicas e calhas em estilo antigo. A maioria das máquinas de freio de mão não oferece essa opção. Esta é uma opção disponível ao comprar uma máquina de freio de mão Chicago Dries & Krump.
Fixação na máquina de freio por meio de Grampos de Formadores (86):
1. Coloque uma folga de 1/2″ do lado do formador contra a folha de dobra, conforme mostrado no esboço.
2. Posicione os grampos do formador e bata levemente com um martelo. Isso cria atrito suficiente para segurar os formadores.
3. Para remover os grampos anteriores, bata para cima ou gire.
Dobras quadradas podem ser feitas em diversas chapas e curvas posteriormente dobradas em formadoras. A ampla abertura da parte superior permite que essas chapas semiformadas passem sobre as formadoras.
Cuidados:
Dobre pequenos pedaços de material no centro do freio para equalizar a tensão.
Nunca dobre contra as costuras, a menos que os Links (M) estejam ajustados para prender a espessura múltipla completa da costura; e a Folha Superior esteja recuada para folga da mesma espessura múltipla completa.
Sempre tenha a barra angular (X) e a barra de inserção (W) montadas na folha ao fazer dobras de capacidade.
Ao formar seções de circunferência larga, como cornijas, para equalizar as fivelas na folha:
1. Comece a dobrar perto do centro da folha, ou,
2. Faça uma dobra na extremidade oposta da folha da primeira dobra.
As folhas nem sempre são perfeitamente planas e uma fivela deixada em uma extremidade enquanto a outra é endireitada apertando o freio, fará com que a primeira dobra fique fora do alinhamento quando ela, por sua vez, for endireitada.
Utilize sempre material com bordas cortadas quadradas - bordas enroladas farão com que o material fique curvado.
Nunca use freios para dobrar as hastes, pois eles causarão uma marca na barra de apoio. A marca ficará visível ao dobrar metais finos ou macios.
Sempre ajuste as diferenças de bitola – especialmente nunca force a fixação da parte superior em materiais mais pesados do que aqueles para os quais os elos e a parte superior são fixados – usando extensões de tubo e alças de fixação para alavancagem. Se você forçar a alça de fixação, ela pode quebrar e é cara para substituir.
Lubrificação:
Lubrifique ocasionalmente com óleo SAE-30 (Especificação governamental MIL-O-6081B) onde indicado pelo símbolo [L], exceto para a sela superior (26), cavidades com graxa (MIL-L-7870).
Conclusão
Seguindo essas etapas e práticas recomendadas, você pode com segurança use uma máquina de freio de chapa metálica Para obter dobras precisas e repetíveis. Seja operando uma unidade manual ou hidráulica, entender sua máquina e fazer a manutenção regular garantirá um desempenho seguro, eficiente e duradouro. Para obter orientação mais profissional ou para explorar a linha completa de máquinas de dobradeira HARSLE, entre em contato conosco a qualquer momento.