








Como funciona o sistema hidráulico da prensa dobradeira?

Na minha experiência com freios de prensaEntender como o sistema hidráulico funciona é essencial para otimizar o desempenho e garantir a precisão nas operações de dobra. O sistema hidráulico da prensa dobradeira é projetado para converter energia hidráulica em força mecânica, permitindo a dobra precisa e eficiente de chapas metálicas. Ao longo dos anos, mergulhei nas complexidades desse sistema, desde o papel do fluido hidráulico até os vários componentes que trabalham em harmonia para criar a força desejada. Neste artigo, explicarei como o sistema hidráulico da prensa dobradeira funciona, fornecendo insights que podem ajudar os operadores a aprimorar sua compreensão e aplicação dessa tecnologia vital.
Introdução
Dobradeira É um tipo de máquina de dobra amplamente utilizada, que já alcançou eficiência hidráulica. A prensa dobradeira, como um equipamento importante para o processamento de chapas metálicas, desempenha um papel insubstituível, desempenhando um papel decisivo na qualidade do produto, eficiência e precisão do processamento. Normalmente, a prensa dobradeira é uma máquina de prensagem do tipo pistão superior, composta por estrutura, bloco deslizante, sistema hidráulico, cremalheira de carga frontal, bitola traseira, molde, sistema elétrico, etc., conforme mostrado na figura 1.
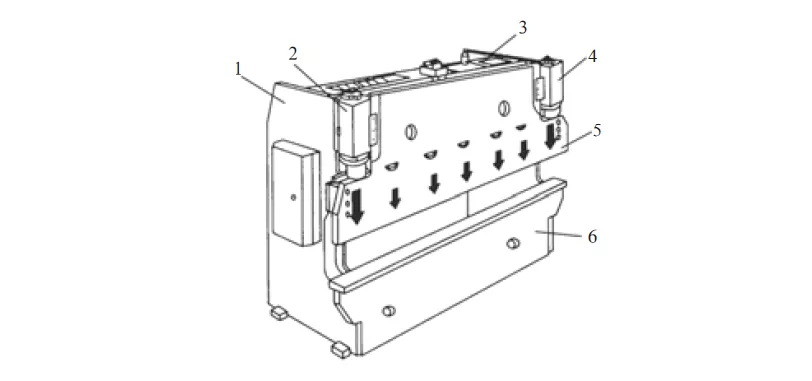
1. vertical esquerdo 2. cilindro de óleo esquerdo 3. tanque de óleo 4. cilindro hidráulico direito 5. carneiro 6. mesa de trabalho
Uma pressão vertical descendente é formada por dois cilindros hidráulicos de trabalho paralelos para acionar a matriz na viga de dobra para completar o processo de dobra.
O sistema de controle hidráulico, como o cérebro da prensa dobradeira, controla principalmente a operação síncrona do processo de dobra e o posicionamento do cilindro hidráulico quando a prensa dobradeira está totalmente carregada.
Neste post, analisaremos como funciona o sistema hidráulico da prensa dobradeira?
Sistema hidráulico
Para cada movimento de flexão, o processo típico de flexão da viga de flexão superior inclui:
1. Partida da bomba de óleo

O motor girará no sentido indicado pela seta da bomba, ou seja, sentido horário, acionando a bomba de pistão axial.
O óleo é descarregado através da tubulação para a placa de válvula e para a válvula de alívio eletromagnética para retornar ao tanque.
Quando a válvula NO. 19 é fechada, o óleo na cavidade inferior do cilindro NO. 20 é mantido em uma posição fixa.
2. Movimento descendente
O rápido movimento descendente da prensa dobradeira é produzido pela viga de flexão, pelo peso próprio dos acessórios e pela pressão do óleo.
No processo, o cilindro hidráulico não tem cavidade na haste através da válvula de enchimento, e a cavidade da haste produzirá contrapressão e o líquido do óleo retornará rapidamente.
O movimento de avanço rápido começa no ponto morto superior.
Após um breve período de desaceleração, o controle deslizante desacelera a uma certa distância da placa de flexão.
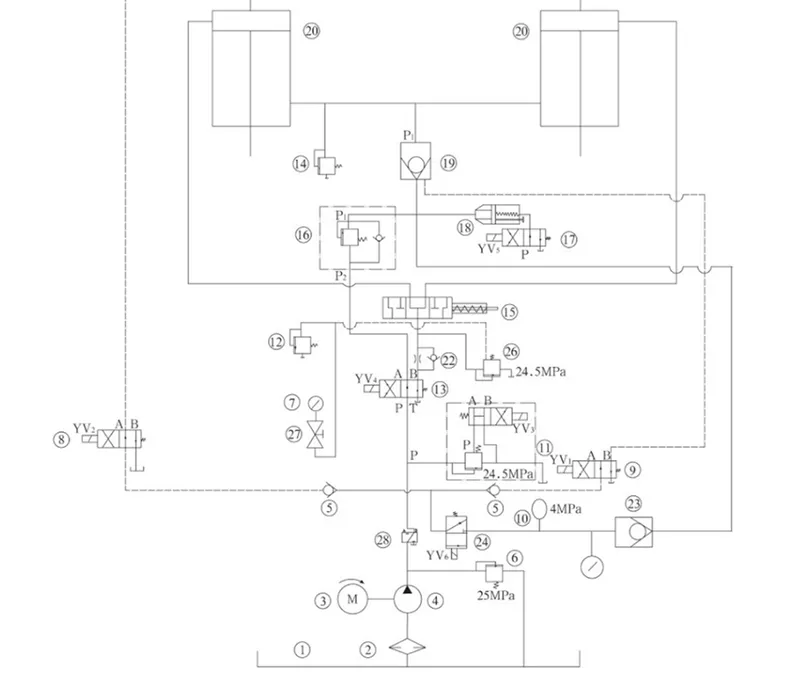
Quando os eletroímãs nº YV1, nº 24YV6, nº 13YV4, nº 17 YV5 estão funcionando, o bloco deslizante cai rapidamente e a velocidade de descida é ajustada pela válvula nº 18.
O óleo na câmara inferior do cilindro nº 20 entra no tanque através dos cilindros 19, 18 e 17.
O óleo da câmara superior do cilindro de óleo nº 20 é injetado através da válvula 21.
Quando o controle deslizante cai até o fim de curso, os eletroímãs nº 9 YV1, nº 8 YV2, nº 11YV3, nº 13YV4 e nº 24YV6 funcionam e o carneiro entra em velocidade de trabalho.
Quando o controle deslizante está fora de sincronia, a válvula nº 15 É CORRIGIDA AUTOMATICAMENTE.
A posição de queda do bloco deslizante é restringida pelo bloqueio mecânico no cilindro.
3. Dobrar
A fase de flexão começa com o acúmulo de pressão na cavidade sem barra.

A velocidade de dobra é limitada pela quantidade de óleo fornecida pela bomba de óleo. Por outro lado, ela pode ser ajustada pela válvula direcional da válvula proporcional.
Ao mesmo tempo, a válvula de direção também controla a operação síncrona da viga de dobra e o posicionamento do ponto morto inferior.
A força de flexão é limitada pela válvula de alívio proporcional para limitar a pressão da bomba.
Os valores correspondentes de velocidade, sincronização, posicionamento e pressão são todos do CNC.
O pedal ou botão controla o tempo de funcionamento do eletroímã, que inclui os números 9 YV1, 8 YV2, 11YV3, 13YV4 e 24YV6, que realizam a distância de oscilação quando o bloco deslizante cai.
A velocidade de queda do slide é ajustada pela válvula 16
O controle deslizante é controlado pelos números 11YV3 e 24YV6.
O tempo de trabalho do mesmo eletroímã pode realizar a distância de movimento do controle deslizante.
4. Alívio de pressão
O alívio de tensão da cavidade sem barra começa quando ela atinge o fundo do ponto morto, ou após um curto período de tempo de espera, dessa forma, o material tem tempo suficiente para se formar e melhorar ainda mais a precisão dimensional das peças.

A retenção de pressão e o alívio de pressão são realizados pela válvula direcional proporcional de acordo com o dispositivo de controle numérico.
Para melhorar a eficiência do processamento, o tempo de redução deve ser o mais curto possível.
Entretanto, para evitar o impacto da descarga em todo o sistema, é necessário estender o tempo de descarga o máximo possível.
Resumindo, a curva de alívio de pressão deve ser a mais suave possível, não muito íngreme.
A otimização de todo o processo é realizada pela válvula direcional proporcional.
5. Retorno do Cilindro Mestre
O fluxo da bomba e o cilindro hidráulico têm a área de pressão da cavidade da barra, que determina a velocidade máxima de retorno, na maioria dos casos, próxima à velocidade mais rápida.

O retorno também requer a operação síncrona, iniciando com a redução da pressão da cavidade da barra até o final do ponto morto superior.
No instante do retorno, é necessário redefinir a pressão do eletroímã No.8VY2 por 2 segundos.
Então, os eletroímãs nº 11YV3 e nº 24YV6 começam a funcionar, o bloco deslizante retorna e a velocidade de retorno permanece constante.
6. Ajuste de pressão da prensa dobradeira
A válvula de alívio de alta pressão nº 6 e a válvula de alívio eletromagnética nº 11 servem principalmente para manter a potência nominal da prensa dobradeira.
A válvula de alívio nº 14 regula a força de retorno da máquina para não danificá-la devido à sobrecarga.
A pressão de trabalho no sistema hidráulico pode ser lida no manômetro nº 7.
A pressão de nitrogênio do acumulador nº 10 controla principalmente a pressão necessária para operar a válvula nº 19/21.
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)







