








Инструкции по использованию гибочного станка для листового металла

Правильное использование гибочного станка для листового металла имеет решающее значение для достижения точных гибов, обеспечения безопасности оператора и продления срока службы станка. Независимо от того, новичок вы или хотите освежить свои знания, это руководство содержит пошаговые инструкции по эффективной и безопасной эксплуатации ручного или гидравлического гибочного станка для листового металла.
Как настроить машину для резки листового металла

Здесь мы объясняем, как использовать и настраивать тормоз листового металлаМы также объясним, как сделать коробку или поддон из листового металла. Также можно согнуть и выровнять кромку, сформировать радиус и согнуть зигзаг. Стандартная процедура простого сгиба листового металла вручную тормозная машина выглядит следующим образом:
1. Вставьте лист металла под прижимную планку.
2. Отрегулируйте кулачок зажимной рукоятки в соответствии с толщиной металла.
3. Измерьте и расположите край листового металла на правильном расстоянии параллельно зажимной планке.
4. Опустите зажимные ручки на каждом конце, чтобы зафиксировать металл на месте.
5. Установите стопорный стержень, чтобы остановить изгибающий фартук под нужным углом (обычно 90 градусов).
5. Согните ноги в коленях и поднимите две ручки под фартуком, пока стопорный стержень не остановит фартук.
6. Медленно опустите фартук вниз, отпустив зажимные ручки.
Ниже вы найдете дополнительную информацию о том, как согнуть короб или сковороду. Ещё одно распространённое применение станка — окантовка. Начните с гибки металла под углом 135 градусов, а затем выровняйте окантовку, прижав её к верхней части прижимной планки, используя фартук по всей длине. Если лист очень тонкий, можно выровнять окантовку под прижимной планкой.
Хотя производитель, вероятно, принял меры предосторожности, чтобы регулировка ручного тормоза соответствовала большинству металлических изделий, иногда после транспортировки или многолетнего использования может потребоваться регулировка. Приведённая здесь инструкция изначально была написана для чикагского ручного тормозного станка, но большинство других ручных тормозов являются копиями его знаменитой конструкции и, следовательно, похожи.
Но, пожалуйста, имейте в виду, что копии обычно лишены некоторых мелких деталей и геометрии, благодаря которым конструкция Chicago была превосходной с 1899 года. Обратите внимание: способность гибочных станков Hand Brake по листовому металлу обычно ограничена толщиной металла 12 калибра (0,105 дюйма = 2,7 мм) на моделях большой грузоподъемности и 16 калибра (0,06 дюйма = 1,5 мм) на моделях малой грузоподъемности. Станки для 10-футовых станков ограничены толщиной металла 14 калибра, а для 12-футовых — 18 калибра. Некоторые китайские копии могут иметь меньшую производительность из-за более дешевой конструкции.

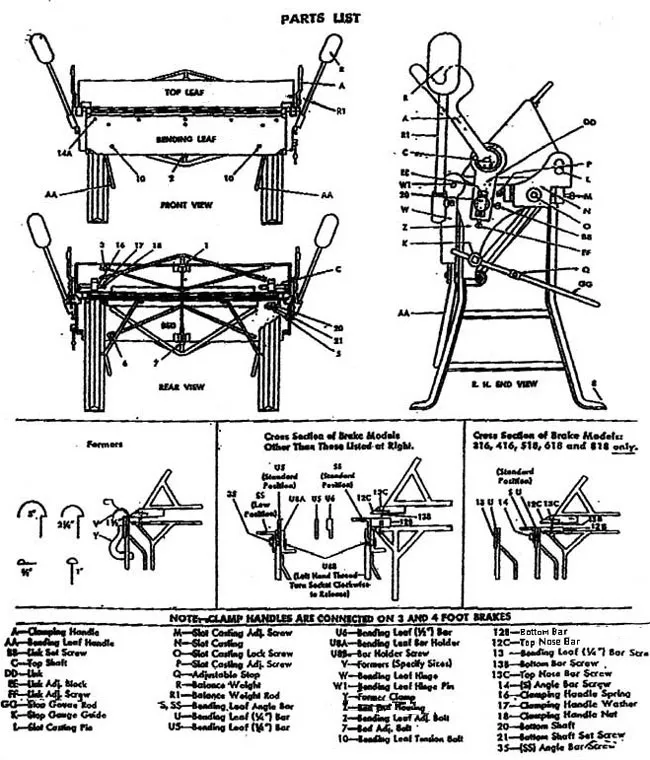
Чтобы проверить машину, убедитесь, что тормозные колодки установлены ровно на полу, чтобы верхняя створка не смещалась вперёд при зажиме. Если верхняя створка смещается вперёд при зажиме, сначала проверьте затяжку установочного винта (P) и винта с головкой (O). Если это не помогает, подложите клин под заднюю часть ножки с той стороны, которая смещается. Вставляйте клин до тех пор, пока смещение не прекратится, затем замените его постоянным блоком нужной высоты.
Проверьте гибочную пластину и убедитесь, что её край находится на (1/64″) ниже края основания, когда гибочная пластина находится в нижнем положении. Этот край должен быть на (1/64″) ниже края основания по краям и на (1/32″) ниже в центре. Концы гибочной пластины можно опустить, затянув установочный винт (J). Чтобы поднять концы гибочной пластины, затяните установочный винт (H). Чтобы опустить гибочную пластину по центру, затяните болт шпренгеля (7). Чтобы поднять гибочную пластину по центру, затяните болт шпренгеля (2).
Если один конец листа прогибается сильнее другого, установите верхнюю створку на тот конец, где лист прогнут слишком сильно. Для этого ослабьте колпачковый винт (O) и отрегулируйте положение с помощью установочных винтов (P) и (M).
После использования гибочная створка может прогнуться в центре. Это можно быстро выпрямить, затянув оба болта (10) до тех пор, пока центр не станет прямой линией.
Регулировка зажима для металла разной толщины осуществляется ослаблением установочного винта (BB), удерживающего соединительный блок (EE), и регулировочным винтом (FF) до достижения необходимого давления при зажиме металла различной толщины. После регулировки затяните установочный винт (BB).
Отведите верхнюю пластину назад на гибочную кромку на расстояние, вдвое превышающее толщину металла, для гибки в пределах четырёх калибров. Для более лёгкого материала пропорционально сместите вперёд, если требуются более острые изгибы. Регулировка осуществляется ослаблением винта (O) и регулировочных винтов (M) и (P) по мере необходимости. Важно затянуть винт (O) после того, как верхняя губка будет установлена в нужное положение.
Большинство станков с ручным тормозом рассчитаны на минимальную ширину фланца 1 дюйм (25 мм) на грузоподъемном материале. Станок можно использовать для гибки грузоподъемного оборудования только тогда, когда угловой стержень (s-ss) установлен в стандартном положении.
При использовании гибочной кромки бруса (U-6) толщиной 1/2 дюйма мощность станка уменьшается на четыре калибра. Это означает, что станок с гибочной кромкой 12 калибра становится станком с гибочной кромкой 16 калибра, а станок с гибочной кромкой 14 калибра — станком с гибочной кромкой 18 калибра. При использовании бруса (U-6) угловой брус (SS) должен быть установлен в нижнее положение. При использовании гибочной кромки бруса (U-5) толщиной 1/4 дюйма мощность тормоза уменьшается на семь калибров, и угловой брус (SS) должен быть установлен в нижнее положение.
В гибочном листе и угловом профиле предусмотрены отверстия для крепления этого уголка в нижнем положении для выполнения узких гибов со смещением. (U-5) 1/4-дюймовый профиль не следует использовать ни для чего, кроме гибки узких обратных фланцев из материалов, тяжесть которых не превышает семи калибров грузоподъемности станка. Номинальная грузоподъемность, определяемая толщиной кромок гибочного листа, применима ко всем размерам.
Короткие заготовки следует сгибать по центру пресса. Это выравнивает нагрузку. Однако эти станки не работают как гибочные прессы и не предназначены для гибки узких заготовок из сверхтолстого металла, поскольку это создаст концентрированную нагрузку на зажимной брусок и станину станка, что может привести к его повреждению.
Никогда не сгибайте по швам, если машина не настроена на зажим всей толщины шва, а верхний лист не отведен назад для зазора всей толщины.
Балансировочные грузики (R) можно поднимать или опускать, чтобы должным образом уравновесить изгибающуюся створку.
Этот регулируемый упор (GG) можно использовать для регулировки угла гиба при выполнении двойной работы. Регулировка осуществляется с помощью упора с маркировкой (Q).
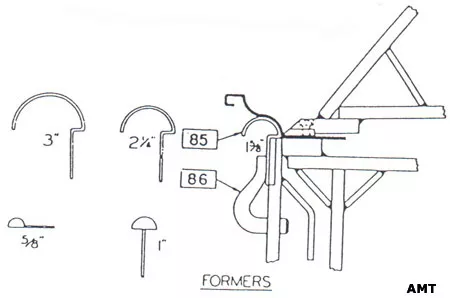
*Шаблоны (V), показанные ниже, крепятся к станку, как показано на схеме, стороной с зазором 1/2 дюйма (1,2 мм) к гибочному листу. Эти фрикционные зажимы (Y) устанавливаются на место и слегка ударяются молотком. Это создает достаточное трение для удержания шаблонов. Чтобы снять зажим, постучите по нему снизу вверх или поверните. Шаблоны доступны в полукруглых размерах: 3 дюйма (7,5 см), 2 1/4 дюйма (2,5 см), 1 6/8 дюйма (3,5 см), 1 дюйм (2,5 см) и 5/8 дюйма (5,5 см). Можно выполнить гибку под прямым углом на нескольких листах, а затем согнуть их на шаблонах. Широкое раскрытие зажимной губки позволяет листам свободно проходить над шаблонами.
*Примечание: Формы не входят в стандартную комплектацию.
При формировании карнизов или других профилей с широким обхватом рекомендуется начинать изгиб по центру или делать перегиб на противоположном от первого сгиба краю, чтобы компенсировать провисание листа. Это связано с тем, что листы не идеально ровные, и если один край оставить провисшим, а другой выпрямить, зажав в фиксаторе, последующие изгибы в провисшей части выпрямят этот провис и, следовательно, нарушат первоначальный изгиб.
Левую гибочную рукоятку можно использовать в двух положениях. Стандартное положение показано на виде спереди. Сняв болт (15), рукоятку можно переместить в положение снаружи, чтобы она не мешала оператору при формовке широких листов.
Периодически смазывайте рабочие части маслом.
Операционные корректировки
Регулировка по толщине металла:
Зазор для изгиба достигается перемещением верхнего листа назад по краю гиба. Если изгибаемый материал не превышает четырёх калибров, сдвиньте верхний лист назад на расстояние, вдвое превышающее толщину материала. При работе с более лёгким материалом сдвиньте верхний лист пропорционально вперёд, если требуется более острый изгиб.
1.Слегка разожмите ручки (J).
2. Отрегулируйте верхнюю створку с помощью верхних регулировочных ручек (N). Усилие зажима тяг (M) регулируется гайками (O/P).
Дублирующие изгибы:
Регулируемый упор (R) может быть установлен в любой точке стержня (S) с помощью стопорного болта (T) для ограничения степени изгиба и повторения желаемого угла изгиба.
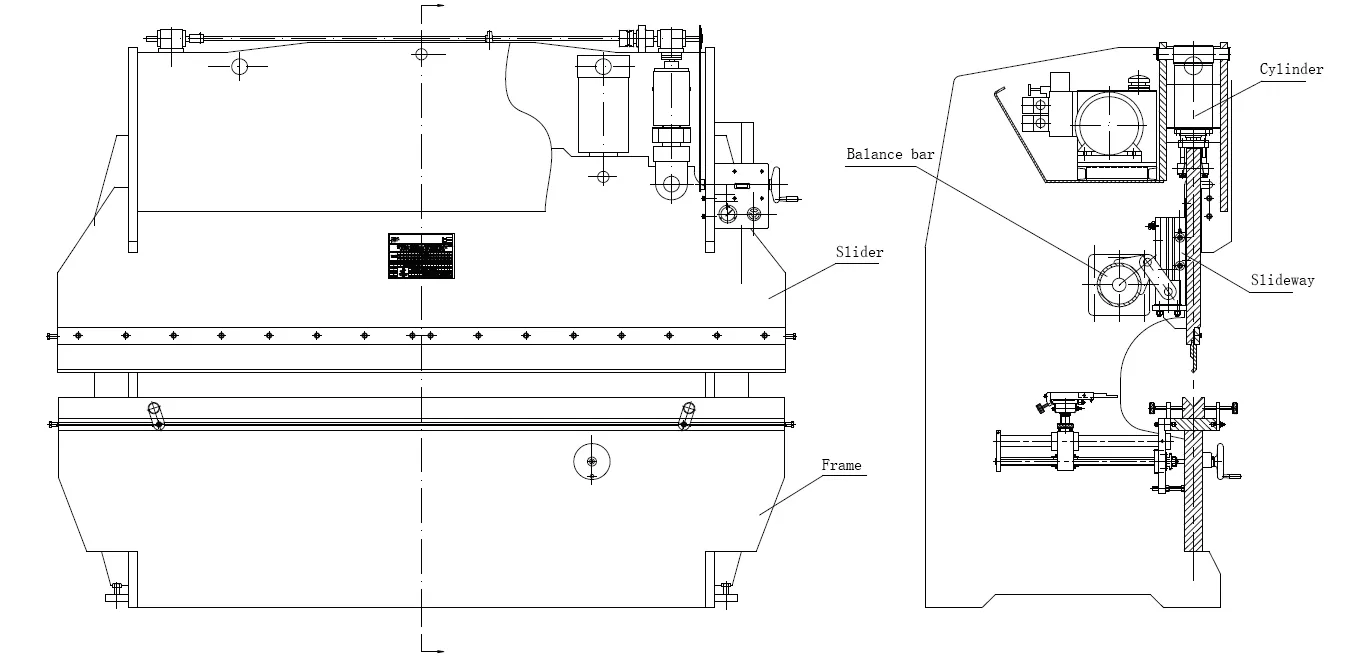
Противовес:
Противовес (L) можно поднимать или опускать на стержне (K), чтобы должным образом уравновесить сгибаемую пластину.
Регулировка перегиба:
Если лист с одной стороны прогибается сильнее, чем с другой, установите верхний лист обратно на тот конец, где лист прогибается сильнее.
1.Слегка разожмите ручки (J) на той стороне, которая перегибается.
2. Отрегулируйте верхнюю створку с помощью верхней регулировки на той стороне, которая перегибается.
3. Закрепите ручку (J).
Регулировка ползучего верхнего листа:
Должна ли верхняя створка быть направлена вперед при зажиме материала:
1. Проверьте, что тормозные колодки ровно стоят на полу.
2. Проверьте узел регулировочного болта (25), чтобы убедиться, что хомуты верхних регулировочных винтов зафиксированы на месте так, чтобы винты не могли двигаться вперед и назад в седлах — передний выступ винтов и лицевая поверхность хомутов должны плотно прилегать к седлам с минимальным зазором.
3. Если ползун всё ещё ползёт, подложите клин под заднюю часть опоры (A) с того конца, который ползёт до полной остановки. Замените клин постоянным блоком нужной высоты.
Емкость:
Изгибающая способность тормоза определяется толщиной изгибаемой кромки, обеспечиваемой изгибающими пластинами (W/X/Z) при установке на створку.
1. Уголок (X) допускает полную номинальную величину минимального фланца в 1 дюйм на грузоподъемность материала.
2. Вставка биты 1/2″ с угловым стержнем в НИЖНЕМ положении снижает мощность тормоза на четыре датчика.
3. Вставка 1/4″ и угловой брус в НИЖНЕМ положении снижают мощность тормоза семи калибров.
Узкие смещенные изгибы:
Снимите угловой стержень (X) и вставной стержень (W) — используйте вставной стержень 1/4″ (Z).

Как сделать форму коробки или сковороды:
См. схемы выше и ниже. Убедитесь, что губки образуют прямую кромку изгиба на носовых планках (V).
1. Сначала нарисуйте форму коробки на листе металла. Можно попробовать сначала на картоне.
2. Отрежьте или вырежьте 4 угла листа металла, которые вы не будете использовать.
3. Согните первые две противоположные стороны коробки под углом 90 градусов.
4. Уберите 2 пальца, которые мешают сгибать третью и четвертую стороны коробки.
5. Установите пальцы (39) в частично открытую верхнюю створку, ослабив винты (36) и болты планки носового зажима (U).
6. Прикрепив угловой стержень (X) к листу, поднимите сгибаемый лист (1), используя его давление, по прямой линии носовых планок (см. пунктирные линии на рисунке напротив).
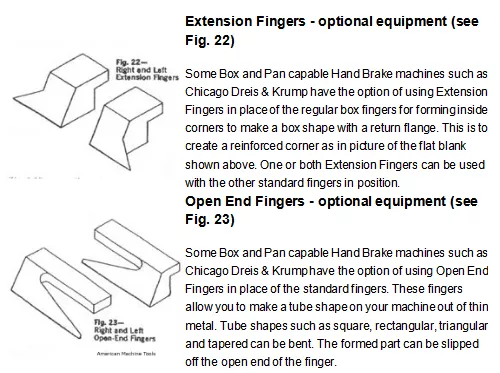
7. Используя наши дополнительные удлинительные пальцы, вы можете изготовить усиленную коробку, которая будет очень жесткой.
8. Затяните винты и болты зажимной планки, убедившись, что зазоры между пальцами одинаковые.
9. Согните одну сторону за раз, используя стопорный стержень для изгиба на 90 градусов.
10.Сварите 4 угла коробки.

Радиусные формовщики (см. рисунок выше) – дополнительное оборудование
Некоторые ручные пресс-формы, такие как Chicago Dreis & Krump, совместимые с коробами и лотками, позволяют использовать формы или шаблоны (85), которые можно приобрести с радиусом 5/8 дюйма, 1 дюйм, 1 5/8 дюйма и 3 дюйма. Они предназначены для создания радиуса на медных или очень тонких листах металла, например, 26-го калибра (0,018 дюйма = 0,5 мм). Они хорошо подходят для формовки архитектурных молдингов и водосточных желобов в античном стиле. Большинство ручных пресс-форм не имеют такой возможности. Эта опция доступна при покупке ручного пресс-формы Chicago Dries & Krump.
Прикрепить к тормозной машине с помощью зажимов Formers (86):
1. Приложите сторону шаблона с зазором 1/2 дюйма к гибочному листу, как показано на эскизе.
2. Установите зажимы формирователя и слегка постучите молотком. Это создаст достаточное трение для фиксации формирователей.
3. Чтобы снять бывшие зажимы, постучите по ним снизу вверх или поверните.
Прямоугольные гибы можно выполнять на нескольких листах, а затем изгибать их на формовочных станках. Широкое отверстие в верхней части позволяет этим полуформованным листам свободно проходить над формовочными станками.
Меры предосторожности:
Согните короткие куски материала в центре тормоза, чтобы выровнять нагрузку.
Никогда не сгибайте по швам, если звенья (М) не отрегулированы для зажима всей толщины шва, а верхняя створка не отведена назад для зазора той же самой толщины.
При выполнении изгибов с учетом нагрузки всегда устанавливайте на полотно как угловой стержень (X), так и вставной стержень (W).
При формировании секций с широким обхватом, таких как карнизы, для выравнивания провисаний листа:
1. Начните сгибать ближе к центру листа, или,
2. Сделайте перегиб на противоположном от первого сгиба конце листа.
Листы не всегда идеально ровные, и если на одном конце оставить складку, а другой выпрямить, зажав тормоз, то первый изгиб нарушит линию, когда его, в свою очередь, выпрямят.
Всегда используйте материал с прямоугольными кромками — загнутые кромки приведут к прогибу материала.
Никогда не используйте тормоз для сгибания стержней — это создаст вмятину на носовой планке. Вмятина будет видна при сгибании тонкого или мягкого металла.
Всегда корректируйте размеры с учётом разницы в толщине материала. Никогда не зажимайте верхнюю часть с силой, если материал тяжелее, чем тот, на который рассчитаны звенья и верхняя часть, используя удлинители труб и ручки-зажимы для создания рычага. Если приложить усилие к зажимной ручке, она может со временем сломаться, а её замена обойдется дорого.
Смазка:
Периодически смазывайте маслом SAE-30 (государственная спецификация MIL-O-6081B) места, обозначенные символом [L], за исключением верхней опорной седла (26), полости смазкой (MIL-L-7870).
Заключение
Следуя этим шагам и рекомендациям, вы сможете уверенно использовать машину для резки листового металла для достижения точных и повторяемых гибов. Независимо от того, используете ли вы ручной или гидравлический пресс, понимание принципов работы машины и регулярное её обслуживание обеспечат безопасную, эффективную и долговечную работу. Чтобы получить профессиональную консультацию или ознакомиться со всем ассортиментом листогибочных прессов HARSLE, свяжитесь с нами в любое время.