








Если вы стремитесь повысить эффективность производства, система автоматизации гибки ESA S530 предлагает решение. Эта передовая система автоматизирует процесс гибки, значительно сокращая вмешательство человека и обеспечивая стабильно высокое качество продукции. В этой статье я покажу, как ESA S530 повышает производительность, обеспечивая быстрый выбор материала, точную настройку параметров гибки и общую оптимизацию процесса, помогая вам с лёгкостью достигать превосходных результатов.
Введение
В современном производстве эффективность и точность имеют первостепенное значение. Система автоматизации гибки ESA S530 производит революцию в процессе гибки, автоматизируя задачи, сокращая ручное вмешательство и обеспечивая стабильное качество продукции. Благодаря интеграции ESA S530 производители могут значительно повысить производительность, оптимизировать рабочие процессы и минимизировать количество ошибок. Поскольку автоматизация становится необходимым условием конкурентоспособности, ЕКА S530 является ключевым инструментом для процветания на сегодняшнем рынке.
Выполнение программы в автоматическом режиме
Для максимальной производительности гибочной машины ESA S530 необходимо понимать принципы выполнения программы в автоматическом режиме. После ввода числовой программы её выполнение в автоматическом режиме оптимизирует процесс гибки, сокращая объём ручного ввода и повышая точность.
Нажмите

для доступа к автоматическому статусу.
Система автоматизации гибки ESA S530 значительно повышает производительность, оптимизируя выполнение программ в автоматическом режиме. Вот как она оптимизирует процесс гибки и обеспечивает стабильное качество:
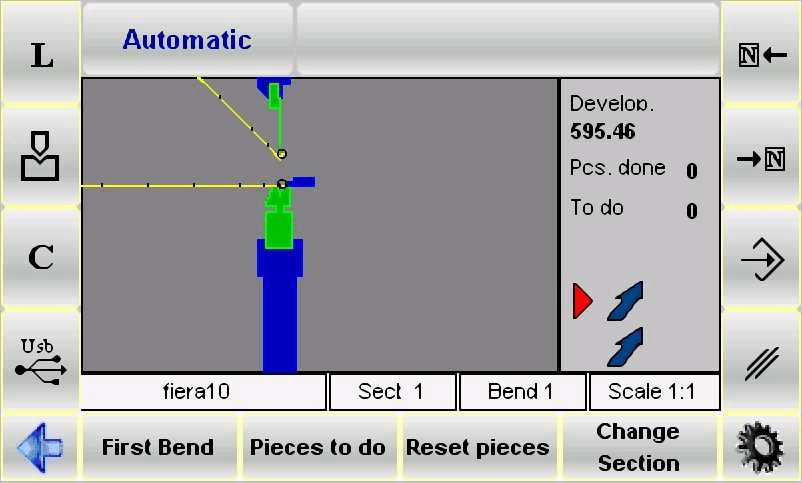
- Графическая автоматическая маска: Когда выбрана расчетная графическая программа, вы можете активировать графическую маску, нажав кнопку [Графический] Клавиша. Эта функция отображает три окна:
- Главное окно: Показывает верхнюю и нижнюю части машины, пуансон и матрицу, введенные в программу, заготовку до и после гибки, а также положение остановки.
- Окно позиционирования: Показывает, как располагать заготовку для каждого изгиба, переворачивая или вращая металлическую пластину от предыдущего изгиба.
- Окно данных: Показывает текущие данные гиба и счетчик заготовок.
- Числовая автоматическая маска: В автоматическом режиме эта маска объединяет данные о координатах осей с числовыми данными. Хотя в этом режиме изменять данные программы невозможно, опция отображения большего размера символов упрощает чтение данных о координатах осей. Переключайтесь между отображением большего и меньшего размера символов по мере необходимости для оптимального просмотра.


Автоматизируя эти ключевые этапы с помощью ESA S530, вы сводите к минимуму вмешательство человека, что обеспечивает более плавный и безошибочный процесс гибки и повышает общую производительность ваших производственных операций.
Автоматическое выполнение цикла
- Начать автоматический цикл: Нажмите кнопку, чтобы начать автоматический цикл. Оси локатора позиционируются автоматически.
- Выполнить сгиб: Нажмите кнопку педаль вниз чтобы опустить плунжер и выполнить гибку с точностью.
- Автоматический сброс: После гибки ползун возвращается в исходное положение, а оси локатора настраиваются для следующего гибки.
- Повторить цикл: После последнего изгиба цикл автоматически возобновляется с первого изгиба.
Изготовление образца заготовки
Система автоматизации гибки ESA S530 повышает производительность за счёт оптимизации коррекции данных гибки. Используя полуавтоматическую маску, операторы могут корректировать углы и длину непосредственно во время обработки образца заготовки. Этот процесс учитывает отклонения в размерах листового металла и вносит корректировки непосредственно в программу, обеспечивая точную и стабильную гибку. Такая автоматизация не только повышает точность, но и ускоряет рост эффективности производства.
Процедуру можно активировать из АВТОМАТИЧЕСКОЙ маски следующим образом:
- Нажмите

- Нажмите

для позиционирования осей локатора.
- Нажмите кнопку педаль вниз чтобы сделать изгиб.
- Измерьте полученный изгиб по длине и углу изгиба.
В случае обнаружения несоответствий:
- Доступ к данным коррекции осуществляется нажатием

- Чтобы применить общую коррекцию для всех этапов (идеально, когда требуются одинаковые углы), введите данные коррекции под столбцом заготовки.
- Для корректировки отдельных секций введите данные в столбце «Секция». Для отдельных изгибов используйте столбец «Изгиб».
- Введите корректирующие данные для настройки и уточнения изгиба.

Сокращая необходимость ручного вмешательства и обеспечивая возможность систематических корректировок, система автоматизации гибки ESA S530 повышает эффективность и гарантирует стабильное качество на всех операциях гибки.
Ввод корректировочных данных
Вводимые корректировочные данные для положения осей локатора вводятся в мм, а для угла изгиба — в градусах; введенные данные суммируются со значением в программе.
После ввода корректировочных данных:
- Нажмите
- Используйте систему для корректировки положения осей локатора, которое могло измениться после корректировок.
- Повторите изгиб.
- Проверьте правильность изгиба:
- Если изгиб правильный, примените ту же процедуру ко всем запланированным изгибам с помощью навигационных клавиш.
- Если нет, при необходимости скорректируйте текущие данные изгиба.
- После завершения коррекции всех изгибов запустите автоматический цикл с выбранного изгиба, нажав соответствующую команду.
Как аннулировать корректировочные данные
Нажмите [Потерять коррекцию.] для отмены внесённых изменений. Значения, которые были на момент обращения к маске, будут восстановлены.
Таблица материалов
Таблица материалов содержит поправочные коэффициенты расчета растяжения, распределенные по 9 доступным материалам.
Как получить доступ к маске таблицы материалов
Выполните следующую процедуру для доступа к Таблица материалов маска:
- Откройте маску исправлений, нажав
- Нажмите кнопку [Таблица материалов] ключ.
Маска, показанная на рисунке, выглядит следующим образом:
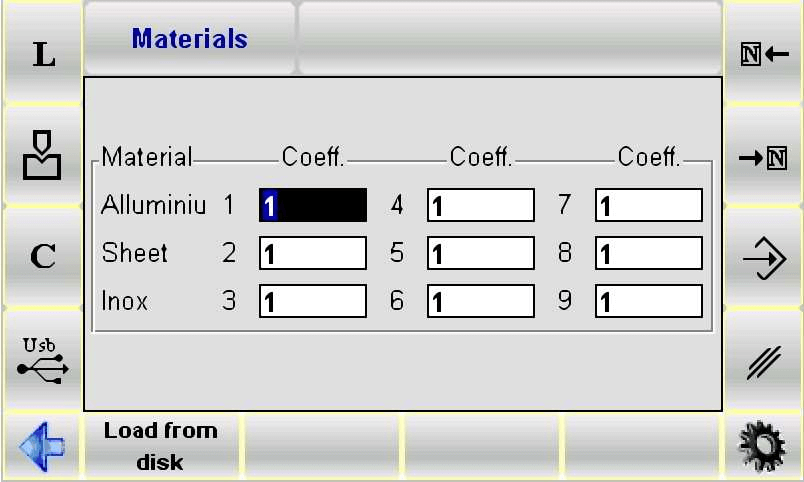
Как использовать коэффициент материалов
Для оптимизации автоматизации гибки ESA S530 откройте таблицу материалов и задайте поправочные коэффициенты. Они корректируют расчёты растяжения при гибке, влияя на новые и существующие программы. Значение коэффициента по умолчанию — 1. Изменение этого коэффициента влияет на растяжение (например, 2 удвоения, 0,5 половины). Допустимые значения находятся в диапазоне от 0 до 9 с точностью до двух знаков после запятой. Изменение этих коэффициентов обеспечивает точную и эффективную гибку.
- Отключение расчета растяжения: В ESA S530 Bending Automation установите коэффициенты на 0, чтобы отключить расчет растяжения и остановить расчеты X.
- Коэффициенты сбережений: Нажмите клавишу сохранения в ESA S530, чтобы сохранить введенные коэффициенты.
- Коэффициенты нагрузки: Использовать [Загрузить с диска] в ESA S530 для загрузки коэффициентов с USB-накопителя или управления ими с помощью [Сохранить ВСЕ] и [Загрузить ВСЕ] в автоматическом режиме.
Коэффициент клинчинга/чеканки
Сайт Поправочные коэффициенты Маска содержит только коэффициент клинчинга/чеканки.
Доступ к маске поправочных коэффициентов
Для доступа к маске коэффициентов коррекции выполните следующую процедуру:
- Откройте маску исправлений, нажав
- Нажмите кнопку [Поправочный коэфф.] ключ.
Маска, показанная на рисунке, выглядит следующим образом:
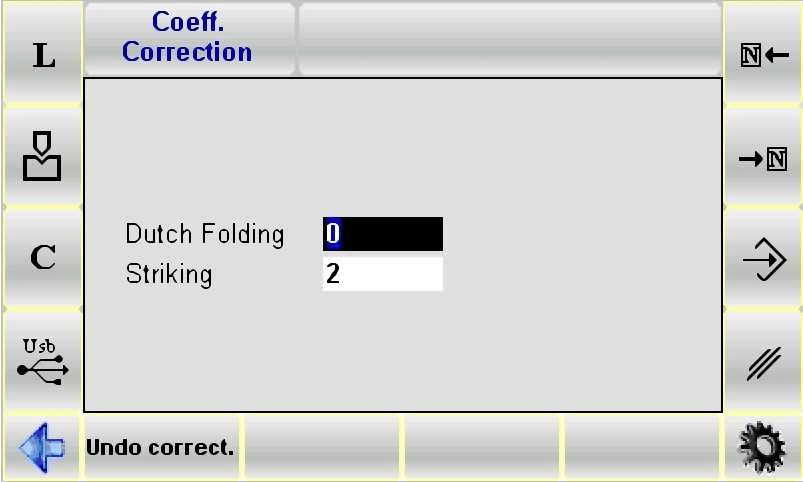
Использование коэффициентов клинчинга/чеканки
Доступ к Поправочные коэффициенты маску и введите параметры.
Эти параметры используются при расчете BDC для всех изгибов типа «Клинч/Чеканка».
- Коэффициенты сбережений: Изменения автоматически сохраняются при выходе из маски, гарантируя, что ваши настройки будут сохранены без усилий.
- Отмена изменений: Нажимать [Потерять коррекцию.] при необходимости отменить любые изменения и восстановить исходные значения.
Коррекция внутреннего радиуса
Коррекция внутреннего радиуса в системе автоматизации гибки ESA S530 позволяет операторам корректировать внутренний радиус, отображаемый в настройках данных обработки. Этот радиус можно пересчитать различными способами, что влияет на длину заготовки и расчёты её растяжения. Подробные сведения о режимах применения см. в руководстве по параметрам станка. Эта функция повышает точность и гибкость гибки ESA S530.
Выбор формулы DIN для расчета растяжения
Для точного расчёта растяжения с помощью гибочной системы ESA S530 операторы могут использовать стандартную формулу DIN. Просто введите «1» в качестве параметра общей формулы растяжения, чтобы выбрать этот вариант. Это гарантирует точность гибки благодаря различным режимам задания внутреннего радиуса, доступным в параметрах машины.
Проверка программы
В системе ESA S530 Bending Automation после внесения изменений нажмите кнопку для позиционирования осей. Программа автоматически проверяет наличие ошибок. При их обнаружении появится сообщение, и программа останется в режиме ожидания. ОСТАНАВЛИВАТЬСЯ статус в полуавтоматическом режиме.
Цикл автоматического обучения
Если стандартные цели гибки неприменимы, например, при использовании пуансонов с закруглённой формой, цикл автоматического обучения системы автоматизации гибки ESA S530 можно использовать в полуавтоматическом режиме. Это позволяет операторам вручную определять конечную цель гибки, не переходя к следующему этапу.
Методы регулировки конечного положения изгиба включают в себя:
- Если цель, которую необходимо достичь, выше, чем рассчитанная конечная цель изгиба, то ее можно найти, используя только педаль.
- Если цель, которую нужно достичь, ниже расчетной цели изгиба, оператор должен включить Повторный подъем в ВМТ с возможностью подъема ввод, отпустите педаль в конечной точке изгиба и используйте эти две кнопки, которые позволяют плунжеру перемещаться вверх или вниз на одну десятую миллиметра за раз.


Процедуру можно активировать из маски ПОЛУАВТОМАТ следующим образом:
- Нажмите
- Нажмите
для позиционирования осей локатора.
- Нажмите кнопку педаль вниз сделать изгиб;
- Найдите необходимую точку конца изгиба с помощью ранее описанной процедуры.
- Нажмите [AutoLear.Y].
- Нажмите кнопку педаль вверх.
Повторите процедуру для всех изгибов в программе. Используйте

или

клавиши для перемещения между различными поворотами.
Когда автоматическое обучение завершено для всех поворотов:
- Нажмите

и пройдите программу с первого поворота.
Часто задаваемые вопросы (FAQ)
Может ли гибочная машина ESA S530 работать с различными материалами?
Да, гибочная машина ESA S530 включает в себя подробную таблицу материалов, которая помогает пользователям выбирать правильные свойства материала, обеспечивая точную гибку широкого спектра материалов.
Что такое формулы DIN и как они соотносятся с системой автоматизации гибки ESA S530?
Формулы DIN используются для расчёта растяжения в процессе гибки. ESA S530 позволяет пользователям выбрать подходящую формулу DIN для обеспечения точного растяжения и точных размеров конечного изделия.
Как проверка программы может улучшить процесс гибки?
Проверка программы позволяет операторам проверять настройки и исправления программы перед её выполнением. Это снижает вероятность ошибок, обеспечивая плавный, эффективный и безошибочный процесс гибки с помощью ESA S530 Bending Automation.
Заключение
Система автоматизации гибки ESA S530 значительно повышает производительность, оптимизируя процесс гибки благодаря автоматическому выполнению программы, точному выбору материала и точному применению коэффициентов заклепывания/чеканки. Используя таблицу материалов и внося необходимые поправки на внутренний радиус, операторы могут обеспечить превосходную производительность гибки и качество продукции. Кроме того, выбор подходящей формулы DIN для расчёта растяжения и тщательная проверка программы дополнительно способствуют минимизации ошибок и максимальной эффективности.
Чтобы оптимизировать производственные процессы, внедрите систему автоматизации гибки ESA S530 в свои процессы. За подробной поддержкой, дополнительными ресурсами или любыми вопросами обращайтесь к нашей команде. На нашем сайте вы найдете более подробную документацию и сопутствующие материалы для дальнейшего расширения ваших производственных возможностей.



