








Если вы хотите легко настроить ручной режим на DELEM DA-69S, вы попали по адресу. Я проведу вас через простые шаги для эффективной настройки ручного режима на DELEM DA-69S. Независимо от того, являетесь ли вы опытным оператором или новичком в работе со станками с ЧПУ, это руководство упростит вам процесс, позволяя в полной мере использовать точность и возможности вашего станка. К концу вы будете уверенно работать в ручном режиме, что улучшит ваш рабочий процесс и повысит производительность.
Введение в ручной режим DELEM DA-69S
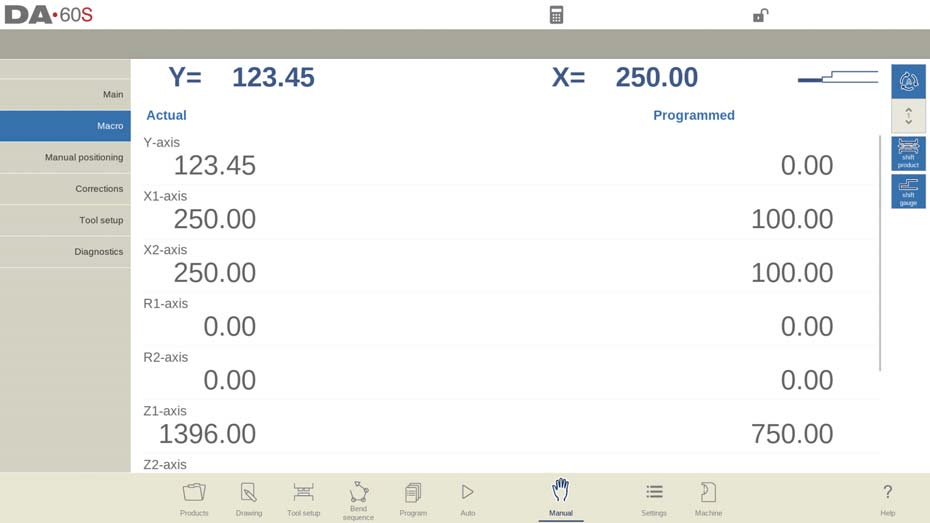
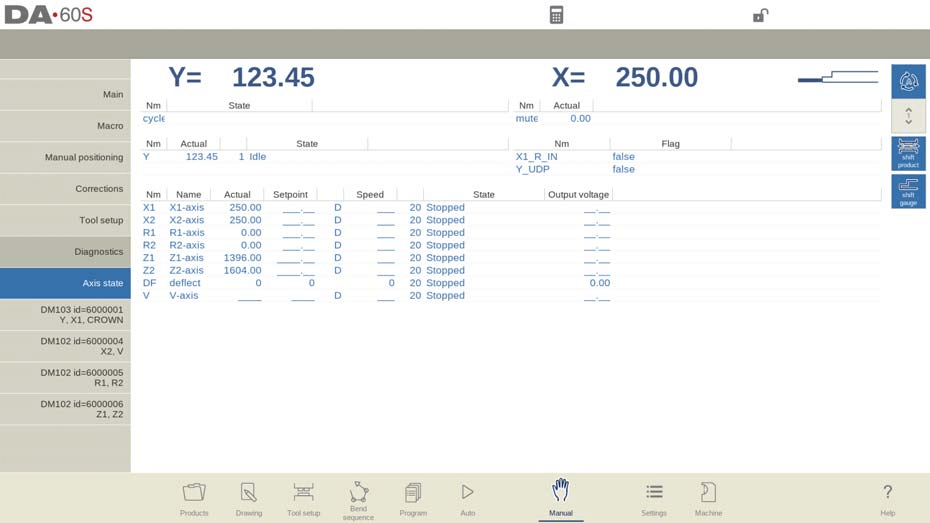
При нажатии навигационной кнопки «Ручной» управление переключается в ручной режим производства.
В ручном режиме программируются параметры для одного гиба. Этот режим полезен для тестирования, калибровки и выполнения одиночных гибов.
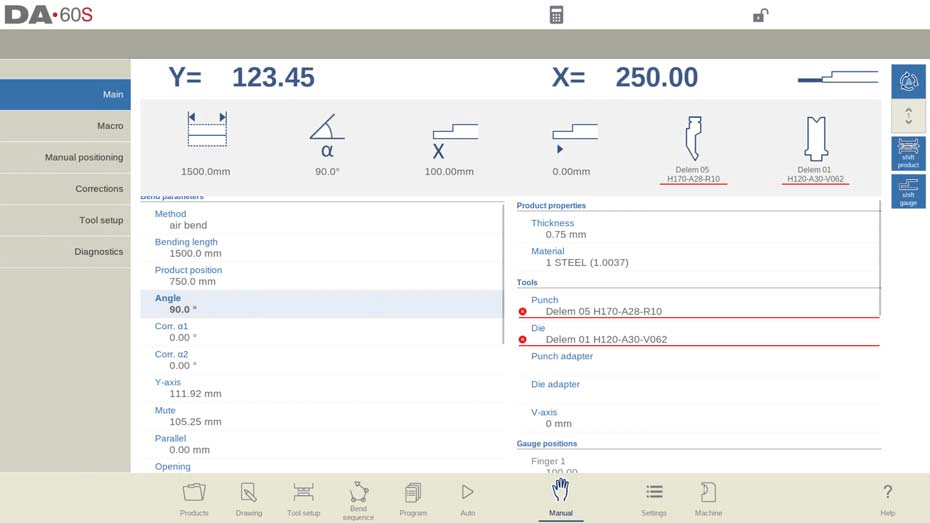
В верхней части экрана ручного режима можно отслеживать текущее положение осей Y и X, критически важное для работы. Остальные оси систематизированы ниже в двух столбцах для удобства доступа. Выделенные значения осей Y и X указывают на правильное расположение контрольных маркеров, обеспечивая выравнивание программы.
Большие выбираемые плитки отображают часто используемые значения, которые можно напрямую настраивать для бесперебойной работы.

Параметр Пояснение
Ниже приведен список доступных параметров в ручном режиме.
Параметры изгиба:

- Выберите метод гибки: Выберите один из вариантов: «Воздушный изгиб», «Подгибка снизу», «Подгибка снизу» или «Подгибка и подгибка снизу». Подробнее см. в режиме «Программа».
- Метод отклонения:
- Динамичный: Автоматическая коррекция прогиба в реальном времени во время гибки.
- Нединамичный: Стандартная гидравлическая коррекция без коррекции в реальном времени.
- Длина сгиба: Введите длину изгиба листа.
- Позиция продукта: Абсолютное положение в направлении Z, при этом левая сторона машины является нулевой точкой отсчета.
- Угол: Желаемый угол изгиба.
- Коррекция угла (Корр.α): Отрегулируйте угол на основе разницы между запрограммированными и измеренными значениями (например, программа 90°, измеренное значение 92°, используйте Corr.α -2).
- Открытие подола: Установите расстояние между фланцами. По умолчанию используется предустановленное значение, если не изменено.
- Быстрое зашивание: Ось Y быстро перемещается под верхнюю часть штампа до тех пор, пока не будет достигнуто отверстие для загрузки кромки, если это предусмотрено производителем.
- Коррекция оси Y (Corr.Y): Отрегулируйте положение оси Y для определения дна.
- Ось Y: Значение, необходимое для достижения угла изгиба.
- Немой: Точка перехода оси Y от быстрого закрытия к скорости прессования над листом.
- Параллельный: Разница между положениями левого (Y1) и правого (Y2) цилиндров. Положительное значение означает, что правое положение ниже, отрицательное — что правое положение выше.
- Открытие: Зазор между пуансоном и матрицей после изгиба. Положительный сигнал сверху: без звука, отрицательный снизу. Отрегулируйте, чтобы минимизировать время обработки продукта.
Сила:
- Сила: Запрограммированное усилие, прикладываемое во время нажатия.
- Время выдержки: Время выдержки пуансона в точке изгиба.
- Декомпрессия: Расстояние после изгиба, необходимое для сброса давления в системе. Его можно задать для определённой точки цикла с опциями «Без звука» или «Зажим», которые подразумевают более длинные расстояния, чем стандартный расчёт.
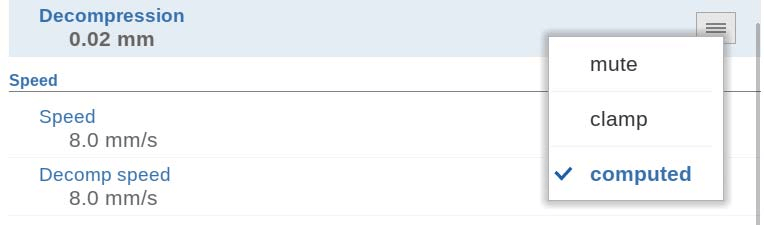
Скорость:
- Скорость нажатия: Скорость оси Y во время изгиба.
- Скорость разложения: Программируемая скорость луча на дистанции декомпрессии.
Функции:
- Ожидание возможности отзыва
- Нет: Ось Y продолжает движение за точку зажима; отвод начинается без остановки.
- Да: Ось Y останавливается в точке зажима; отвод начинается и завершается до возобновления движения по оси Y.
Свойства продукта:
- Толщина: Запрограммируйте толщину листа.
- Материал: Выберите из предварительно запрограммированных материалов для расчета глубины гибки.
- Предварительно запрограммировано 4 материала.
- Можно настроить до 99 материалов.
- Материалы можно запрограммировать на странице «Материалы» в режиме настроек.

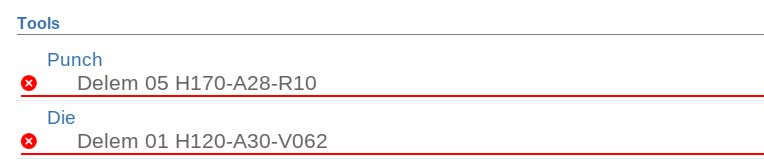
Инструменты:
- Ударить кулаком: Выберите или измените идентификатор пуансона из библиотеки пуансонов.
- Умереть: Выберите или измените идентификатор штампа из библиотеки штампов.
- Адаптер для пуансона: Выберите или обновите идентификатор адаптера перфоратора из библиотеки. Использование зависит от настройки «Использовать адаптер перфоратора» в режиме «Машина».
- Адаптер для штампа: Выберите или обновите идентификатор адаптера матрицы из библиотеки. Использование зависит от настройки «Использовать адаптер матрицы» в режиме «Машина».
Положения датчиков:
- Положение пальцев: Положение пальца (контакта) соответствует положению оси X и располагается вдоль нее.
- Вспомогательные оси: Если они присутствуют (например, ось X, ось R, ось Z), их параметры отображаются здесь. Для осей R1 и R2 значение R1 автоматически копируется в R2, которое можно скорректировать при необходимости.
- Расстояние отвода: Относится к расстоянию отвода оси во время изгиба, начинающегося в точке защемления.
- Скорость: Скорость оси во время гибки программируется в процентах от максимальной скорости.
Поддержка деталей:
- PST-ось: контролирует, активна ли поддержка детали. Если отключена, она остаётся в нулевом положении во время гибки.
- R-позиция: Устанавливает высоту опоры детали до и после гибки, по умолчанию — от верхней части штампа (0,00 мм). Доступность зависит от производителя станка.
- Варианты метода:
- Возврат в UDP: Поддержка деталей возвращается, когда ось Y находится в точке UDP.
- Возврат при открытии: Возврат при открытии оси Y.
- Наклон продукта: Добавляет наклон, чтобы избежать столкновения при открытии оси Y.
- Статическая угловая поддержка: Обеспечивает фиксированный угол опоры детали.
- Параметры наклона (только для «Наклона продукта»):
- Угол наклона: Дополнительный угол движения для опор деталей.
- Скорость наклона: Скорость в процентах от максимальной скорости.
- Зазор наклона: Дополнительное расстояние, позволяющее избежать недостаточной декомпрессии во время наклона.
- Параметры статического угла (только для «Статической угловой поддержки»):
- Угол: Фиксированный угол перед изгибом.
- Скорость: Скорость перехода в статический угол, в процентах от максимальной скорости.
- Скорость возврата: Скорость, с которой опора детали возвращается в исходное положение после изгиба, в процентах от максимальной скорости.
- Угол остановки безопасности: Угол, под которым опора останавливается во время возврата; для возврата в ноль требуется ручной перезапуск.
- Начальный угол и скорость:
- Перемещение к исходному углу предварительного изгиба.
- Скорость применима к опорам перед машиной.
- Исправление: Постепенная коррекция, применяемая в процессе гибки, полностью применяется в конечной точке гибки.
Вышеуказанные параметры можно программировать и изменять по мере необходимости. После нажатия кнопки «Старт» запрограммированные параметры активируются.
Настройка инструмента
Настройка инструментов в ручном режиме на DELEM DA-69S проста и аналогична настройке в автоматическом режиме. Хотя ручной и автоматический режимы поддерживают разные конфигурации, можно перенести настройки инструментов из автоматического в ручной, что упрощает переход. При переключении режимов пользователю предлагается решить, сохранить ли текущую настройку, при этом он предупреждается о любых различиях.
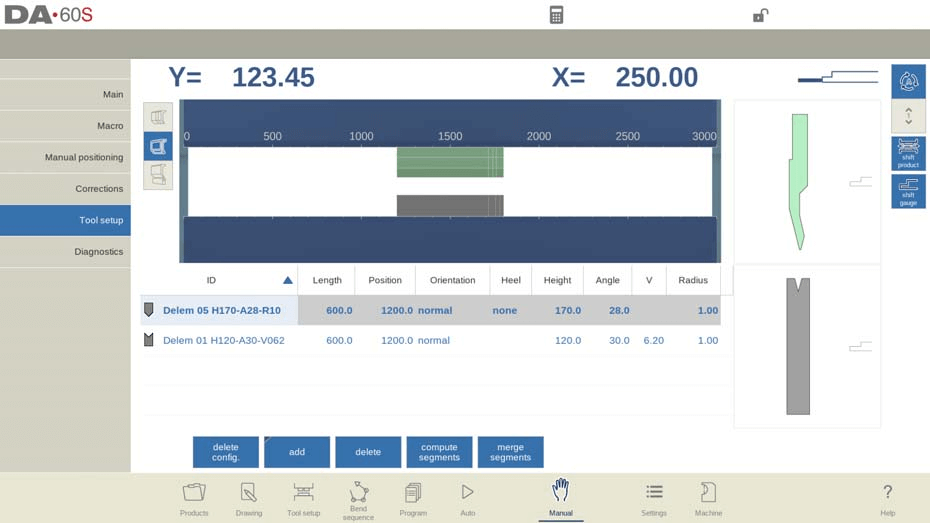
В меню настройки инструмента пользователи могут легко добавлять, удалять или перемещать инструменты, такие как пуансоны, матрицы и адаптеры. Также доступна сегментация, обеспечивающая дополнительную гибкость.
Пошаговое руководство:
- Начать настройку инструмента: Перейдите в меню настроек инструмента. Для точной настройки убедитесь, что DELEM DA-69S находится в ручном режиме.
- Добавить инструменты: Используйте функцию «Добавить», чтобы включить необходимые инструменты и адаптеры, такие как пуансоны и матрицы, для задач гибки.
- Переместить и удалить: Отрегулируйте положение инструментов для оптимального использования или удалите ненужные компоненты, чтобы упростить работу.
- Параметры сегментации: Если поддерживается, примените сегментацию для учета уникальных характеристик инструмента, улучшая тем самым настройку.
Такой детальный подход гарантирует, что пользователи смогут без труда настроить ручной режим DELEM DA-69S, эффективно решая проблемы настройки.
Сдвиг продукта

Легко позиционируйте изделия с помощью функции «Сдвиг изделия» в ручном режиме DELEM DA-69S. Эта функция открывает диалоговое окно, позволяющее легко переключаться между инструментами, даже между станциями. Пользователи могут воспользоваться точками привязки, обеспечивающими точное позиционирование как рядом с инструментами, так и по центру станции.
Функции:
- Прыжок влево
Переместите изделие в другую комбинацию набора инструментов влево.
- Прыжок вправо
Переместите изделие в другую комбинацию набора инструментов в правильном направлении.
- Сдвиг влево
Сдвинуть изделие на 1 миллиметр влево в пределах того же набора инструментов.
- Сдвиг вправо
Сдвинуть изделие на 1 миллиметр вправо в пределах того же набора инструментов.
Параметры программирования и представления
В ручном режиме параметры можно программировать по одному. Связь между параметрами отображается с помощью символа и цвета фона.

При настройке ручного режима DELEM DA-69S понимание символов параметров имеет решающее значение для эффективного программирования. После редактирования значения появляется информационный символ, если изменение основано на последнем введённом значении.

Символ звездочки указывает на то, что значение параметра отличается от расчетного контрольного значения, что полезно в случаях преднамеренных отклонений или пределов параметров.

Символ ошибки указывает на неверные значения в текущей настройке программы, например, если загиб кромки задан без соответствующих инструментов. Такое внимание к деталям в DELEM DA-69S повышает точность работы.
Вид
Чтобы эффективно использовать ручной режим DELEM DA-69S, ознакомьтесь с его многочисленными представлениями, доступ к которым осуществляется с помощью кнопок управления в правой части экрана. Помимо главного представления, ознакомьтесь с представлениями «Макрос», «Ручное позиционирование», «Коррекция» и «Диагностика» для полного управления.
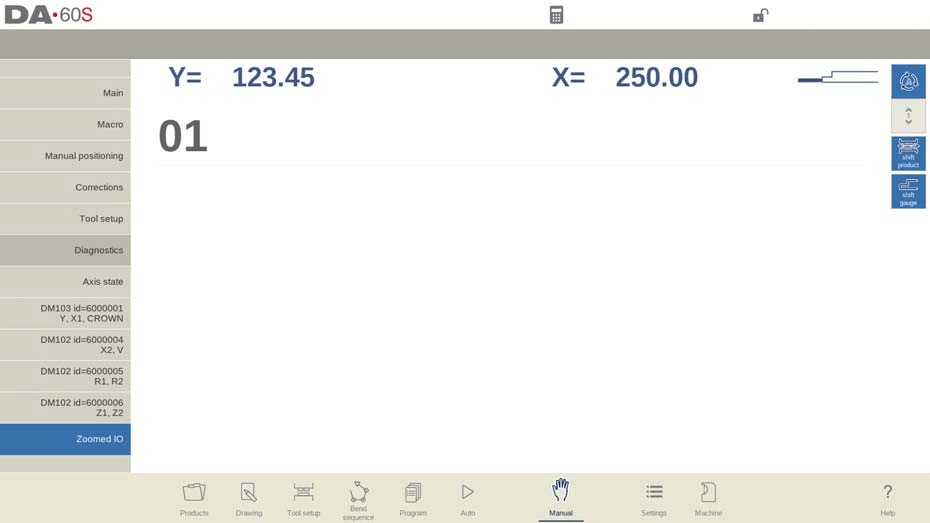
Макрос
При использовании макроса в ручном режиме DELEM DA-69S система управления переключается в новый режим, отображающий только крупные значения по осям. Этот режим можно использовать при работе на небольшом расстоянии от системы управления, сохраняя возможность считывать значения по осям.
Освоение ручного перемещения осей
Процедура перемещения
В ручном режиме DELEM DA-69S перемещение осей вручную осуществляется с помощью маховика на панели управления. Для начала выберите «Ручное позиционирование» на главном экране.

Здесь вы можете перемещать выделенные оси, поворачивая маховик.
Для вспомогательных осей убедитесь, что управление остановлено (светодиод на кнопке «Стоп» горит), и выберите нужную ось заднего упора; затем отрегулируйте ее с помощью колеса.
Для оси Y необходимо запустить управление (светодиод на кнопке «Пуск» должен гореть), активировать функцию «Настройка» и расположить ось Y ниже точки отключения. Для продолжения работы необходимо также подать команду на ЧПУ.
Режим обучения, коррекции и тестового изгиба
Учить
Для лёгкого обучения DELEM DA-69S ручному режиму доступна простая процедура. При ручном перемещении оси с помощью маховика можно легко сохранить найденное положение. Коснитесь названия оси в столбце «Запрограммировано», чтобы фактическое значение оси (слева) отобразилось в поле запрограммированной оси (справа).

При возврате к стандартному экрану в ручном режиме DELEM DA-69S параметр оси будет отражать недавно введенное значение, эффективно устраняя любые предыдущие неопределенности.
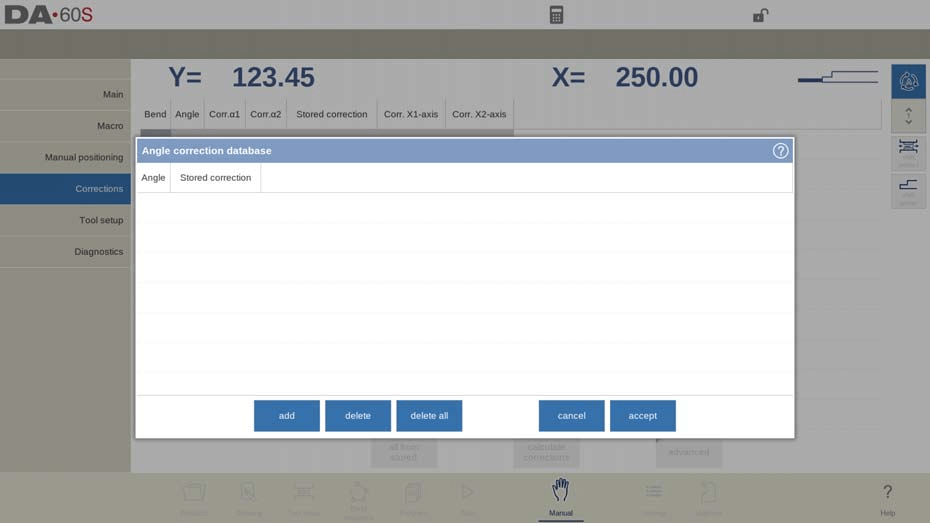
Исправления
В ручном режиме DELEM DA-69S пользователи могут просматривать и корректировать корректировки для каждого запрограммированного изгиба. Этот режим просмотра выделяет необходимые корректировки на одной строке, что позволяет быстро проверять их параллельно с корректировками в автоматическом режиме.
Пользователи могут получать доступ к базе данных корректировок и изменять её, чтобы эффективно влиять на результаты гибки. Это особенно полезно при испытательном изгибе, где результаты можно записывать для дальнейшего использования.
Более того, функция «Допуск на изгиб» помогает добавлять необходимые корректировки в таблицу допусков на изгиб, вычисляя расхождения между запрограммированными и измеренными значениями, обеспечивая точность при каждой настройке.
Режим тестового изгиба
В ручном режиме DELEM DA-69S режим тестового изгиба позволяет операторам эффективно выполнять точную настройку изгибов.

После активации оси сохраняют положение отвода после начального цикла гибки, в то время как опора детали (если она включена) сохраняет угол ER без ступенчатого изменения. После тестового гибки ось Y устанавливается в положение UDP, и система управления останавливается, позволяя измерять угол для корректирующих повторных гибок. Как только ось Y выходит за пределы заданного положения, опора детали возобновляет свою работу, повышая точность ручной регулировки.
Откройте для себя превосходную диагностику и информацию о состоянии ввода-вывода
Диагностика
В ручном режиме DELEM DA-69S доступ к функции диагностики позволяет пользователям легко отслеживать состояние осей. Этот экран обеспечивает наглядное представление текущего состояния всех доступных осей в режиме реального времени. Он может оставаться активным во время работы системы управления, что крайне важно для наблюдения за поведением системы управления на протяжении всего цикла гибки. Эффективно используя функцию диагностики, пользователи могут быстро выявлять и устранять потенциальные проблемы, обеспечивая бесперебойную работу DELEM DA-69S в ручном режиме.
статус ввода-вывода
При нажатии на один из модулей в разделе «Диагностика» элемент управления переключается в режим отображения состояния входов и выходов. В этом окне можно отслеживать текущее состояние входов и выходов. Этот экран также может быть активен при запуске элемента управления. Таким образом, его можно использовать для мониторинга поведения элемента управления во время цикла гибки.

Эта функция особенно полезна при использовании ручного режима DELEM DA-69S, позволяя операторам точно контролировать и корректировать процесс гибки. Используя ручной режим DELEM DA-69S, пользователи могут обеспечить оптимальную производительность и точность металлообработки.
Увеличенный IO
При нажатии на один или несколько (до 8) контактов создается дополнительная страница Zoomed IO с увеличенным изображением выбранного контакта. Выбранные контакты отображаются в увеличенном масштабе, что позволяет осуществлять удаленный мониторинг. В ручном режиме DELEM DA-69S эта функция позволяет операторам эффективно управлять и отслеживать конкретные входные и выходные сигналы, критически важные для ручных операций.

Часто задаваемые вопросы (FAQ)
Как обеспечить точную настройку ручного режима DELEM DA-69S для различных материалов?
Для обеспечения точности всегда обращайтесь к базе данных материалов, встроенной в контроллер DELEM DA-69S, чтобы выбрать правильный тип материала и соответствующие настройки. Это способствует автоматической настройке параметров станка, обеспечивая точность и стабильность гибочных операций.
Какие действия следует предпринять, если ручной режим DELEM DA-69S работает неправильно?
Начните с проверки подключений, чтобы убедиться в их надёжности. Убедитесь, что на интерфейсе нет активных сообщений об ошибках. Если проблема не устранена, обратитесь к разделу по устранению неполадок в руководстве DELEM DA-69S или в службу технической поддержки.
Каким образом ручной режим DELEM DA-69S повышает эффективность работы оператора?
Ручной режим DELEM DA-69S повышает эффективность благодаря интуитивно понятной настройке управления, обратной связи в реальном времени и возможности сохранения часто используемых настроек. Это сокращает время, затрачиваемое на ручную настройку, и сводит к минимуму риск ошибок во время работы.
Заключение
Настройка ручного режима DELEM DA-69S включает в себя ряд точных шагов для обеспечения оптимальной производительности и безопасности станка. Выполняя эти шаги, вы сможете повысить эффективность и гарантировать высокое качество результатов ваших металлообрабатывающих проектов.
За дополнительной информацией или поддержкой обращайтесь к нашей команде HARSLE. Правильная настройка и обслуживание крайне важны для обеспечения долговечности и производительности вашего листогибочного пресса. Следуя этим рекомендациям и регулярно проводя техническое обслуживание, вы сможете минимизировать время простоя и повысить эффективность производства. За более подробной поддержкой или по вопросам обращайтесь к нашей команде.



