








دورة تدريبية أساسية حول استخدام آلة الثني CNC في مصانع الصفائح المعدنية
إذا كنت تبحث عن طريقة واضحة وسهلة المتابعة برنامج تعليمي لثني CNCلقد وجدتَ ضالتك. بصفتي محررًا في HARSLE، أساعد بانتظام المشغلين ومديري المصانع على فهم العمليات الأساسية لآلات الثني CNC. في هذا الدليل، سأوضح كيفية إعداد آلات الثني CNC، وتشغيلها الأساسي، ونصائح صيانتها، مما يساعدك على تحسين دقتها، وزيادة إنتاجيتها، وإطالة عمرها الافتراضي. سواء كنت مبتدئًا أو ترغب في تجديد معلوماتك، ستجد هنا معلومات قيّمة.
لكمة من آلة ثني CNC
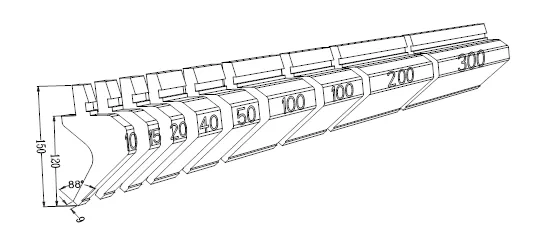
يُطلق على المثقب أيضًا اسم سكين آلة الثني CNC، وينقسم إلى نوعين: المتكامل والمنقسم. يبلغ طول المتكامل 415 مم و835 مم.
طول الانقسام: 10، 15، 20، 40، 50، 100 (القرن الأيسر)، 100 (القرن الأيمن)، 200، 300 (مم)؛ يمكن دمجها في أطوال مختلفة من طول الانحناء باستخدام قوالب الانقسام.
تنقسم اللكمة إلى أربعة أنواع: سكين مستقيم، سكين منحني، سكين قوسي وسكين خاص.
1. أنواع السكين المستقيمة وخصائص المعالجة
مناسب لثني المنتجات المتماثلة، يمكن للاتجاه الأمامي والخلفي تجنب الوضع، سمك الأداة 6 مم، لذلك يمكن أن تكون فتحة الانحناء صغيرة مثل 6 مم.
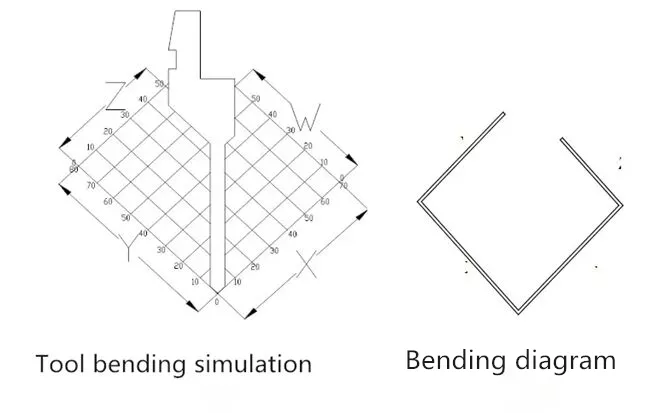
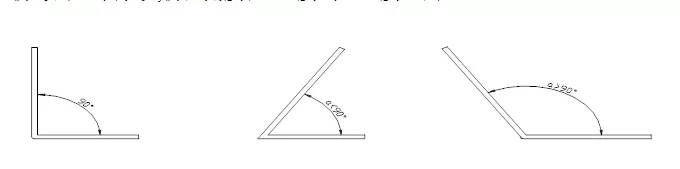
تحليل الأداة: من مخطط محاكاة انحناء الأداة، يمكن ملاحظة أنه يمكن تجنب الجزء الأمامي والخلفي للأداة، ولكن طول Z وW أقل من طول X وY. زاوية طرف السكين لهذه الأداة هي 88 درجة، وزاوية طرف السكين R هي 0.2، بالإضافة إلى ذلك، فإن استخدام الأداة بزاوية 30 درجة و45 درجة أمر شائع.
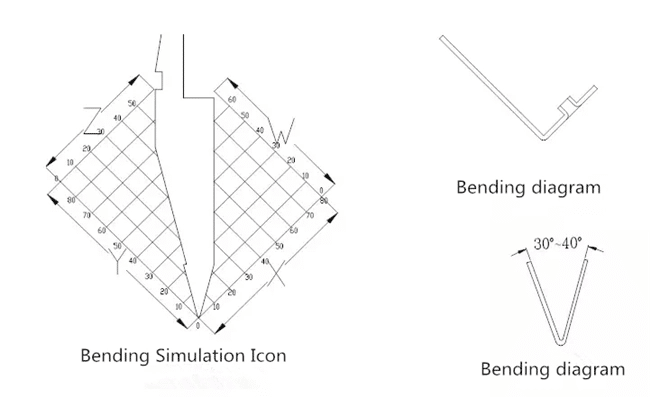
تحليل الأداة: زاوية طرف السكين 30 درجة، وزاوية طرف السكين R 0.67، مما يسمح بثني الزاوية من 30 درجة إلى 180 درجة. باستخدام زاوية طرف السكين الصغيرة، يمكنك تجنب ثقب البرعم أو الجوز، وما إلى ذلك. كما يمكن استخدامه كقالب إدخال عميق. يمكن تجنب استخدام الأدوات الأمامية والخلفية.
2. أنواع سكين الانحناء وخصائص المعالجة
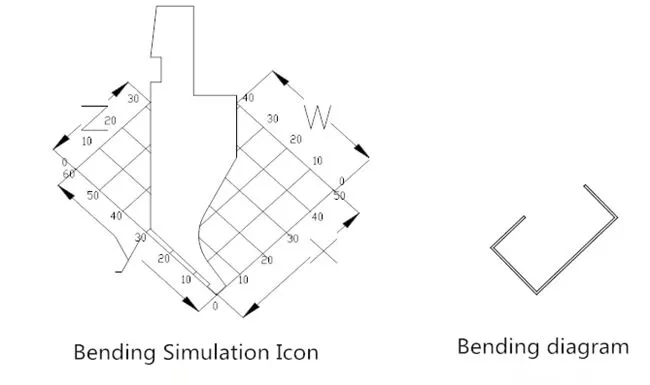
تحليل الأداة: تعتمد الأداة بشكل رئيسي على تجنب الانحناء في اتجاه W. عندما يكون X>15مم، يزداد تأثير تجنب الانحناء سوءًا. عندما يكون Y>30مم، يتحقق شرط الانحناء، وإلا سترتطم الأداة بالأداة. تُعرف هذه الأداة عادةً باسم سكين الانحناء الصغير.
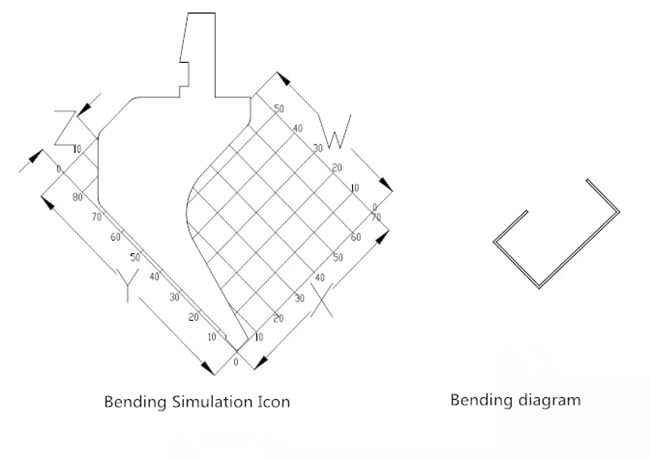
تحليل الأداة: تعتمد الأداة بشكل رئيسي على تجنب الانحناء في اتجاه W أثناء عملية الانحناء. عندما يكون X>25MM، يزداد تأثير تجنب الانحناء سوءًا. عندما يكون Y>75MM، يتحقق شرط الانحناء، وإلا ستصطدم الأداة بالأداة. تُعرف هذه الأداة عادةً باسم سكين الانحناء الكبير.
3. نوع سكين القوس وخصائص المعالجة

تحليل الأدوات: يُقسّم سكين القوس إلى نوعين: ثابت ومتحرك. يُلبّي سكين القوس شروط معالجة انحناء قوس واحد مختلف عن طريق استبدال القضيب المستدير. عندما يكون طول السكين على شكل X أكبر من 10 مم، فإنه يتجنب ذلك. تأثير البت مماثل لتأثير المنجل الصغير. معيار الاختيار الشائع لأخدود القالب على شكل V هو قطر القوس بالإضافة إلى سُمك صفيحتين.
4. أنواع السكاكين الخاصة وخصائص المعالجة
تشتمل السكين الخاصة لفرامل الضغط على مثقب وقوالب إزاحة، ومثقب وقوالب حاشية وبعض الأشكال الخاصة من المثقبات.
● يُقسّم قالب وثقب الإزاحة إلى نوعين: 415 مم و835 مم. حجم الشكل المقسّم مطابق لحجم الأداة. يتم تشكيل شكل الانحناء وفقًا لمواصفات الرسم، ولكن عندما يكون سمك الصفيحة سميكًا، مثل T=2.0، نظرًا لخطورة الانبعاج وحدود القالب نفسه، سيكون من الصعب تشكيله.

● مثقاب الحاشية والقالب عبارة عن قالب مسطح، ويمكن استبداله بقالب ثني عادي، مع تجنب الأخدود على شكل حرف V. يُستخدم بشكل رئيسي في معالجة تسطيح الجوانب الميتة، وصواميل البرشام، وما إلى ذلك.
قالب آلة الانحناء CNC
1. أنواع قوالب مكابح الضغط: الانحناء، الإدخال، الحاشية، إلخ.
⑴ قالب الانحناء
يعتمد اختيار قالب الانحناء لآلات الانحناء CNC بشكل أساسي على سُمك المنتج المُعالج. حاليًا، معيار اختيار القالب الجديد لشركة Yi Xin هو 6T، وهو المعيار المُعتمد للعمل الميداني في ظروف غير استثنائية. عند معالجة أخدود V كبير أو صغير، يجب تعديل معامل الانحناء وفقًا لذلك.
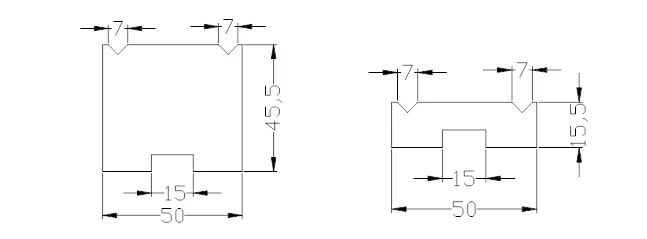
تحليل القالب: تُظهر الصورة أحد أنواع القوالب. تشمل أنواع الأخاديد على شكل حرف V بشكل رئيسي 4 فولت، 6 فولت، 7 فولت، 8 فولت، 10 فولت، 12 فولت، 16 فولت، و25 فولت، بالإضافة إلى بعض سكاكين الثني الخاصة ذات الأخاديد الكبيرة على شكل حرف V. يُقسم القالب إلى نوعين حسب الارتفاع: 46 فولت و26 فولت.
⑵ أدخل القالب العميق

تحليل القالب: يُظهر الشكل أحد أنواع الأخاديد على شكل حرف V. أنواع الأخاديد على شكل حرف V هي بشكل رئيسي 4 فولت، 6 فولت، 8 فولت، 12 فولت، وبعض القوالب الخاصة ذات العمق المُدخل، وهي مناسبة للثني بزاوية تتراوح بين 30 و180 درجة.
⑶ قالب الحاشية
في الوقت الحاضر، لا تمتلك الشركة قالب حاشية خاص، والذي يتم استبداله عادةً بقالب ثني.
2. طريقة تشكيل مكابس الثني
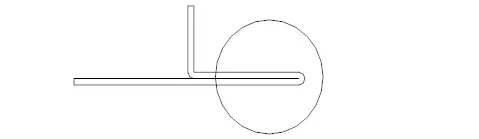
⑴ معالجة الانحناء على شكل حرف L
الأشكال الأساسية للانحناء، زاوية الانحناء تتراوح بين 30 درجة و 180 درجة.
عند ثني الزاوية الحادة، تحتاج إلى إدخال القالب العميق واللكمة الحادة، وثني 90 درجة أو زاوية منفرجة يمكن اختيار أي معالجة للقالب.
① مبدأ معالجة الانحناء على شكل حرف L
أ: بناءً على مبدأ وجود مقياسين خلفيين (نقطتين)، ويتم تحديد موقعهما حسب شكل قطعة العمل.
ب: عندما يكون مقياس خلفي في موضعه، انتبه إلى الانحراف، ويجب أن يكون بُعد الانحناء المطلوب على نفس خط الوسط.
ج: عندما يتم إجراء الانحناء الصغير، تكون معالجة الوضع العكسي هي الأمثل.
د: من الأفضل خفض منتصف القاعدة وفقًا لقاعدة الظهر (ليس من السهل رفع القاعدة بعد تثبيت الموضع).
هـ: من الأفضل الاعتماد على الجانب الأقرب للقاعدة.
ف: من الأفضل الاعتماد على الجانب الطويل.
ج: استخدم القالب كموضع مساعد (يتم ثني الجانب المائل والجانب غير المنتظم).
② احتياطات معالجة آلة الانحناء CNC الداخلية على شكل حرف L
أ: عند تجميع القالب، يتم إجراء الانحناء، ويجب سحب المقياس الخلفي للخلف لمنع تشوه قطعة العمل أثناء عملية الانحناء؛
ب: عندما ينحني الجزء الداخلي من قطعة العمل الكبيرة، نظرًا لأن شكل قطعة العمل كبير ومنطقة الانحناء صغيرة، فمن الصعب تداخل السكين ومنطقة الانحناء، مما يجعل وضع قطعة العمل المنحنية صعبًا أو انحناء قطعة العمل تالفًا.
③ ل-احتياطات معالجة ثني الشكل
ج: عند ثني الحجم الصغير، هل يحدث تداخل بين اللكمة والمقياس الخلفي؟
ب: عندما يكون موضع الفتحة أقرب إلى خط الانحناء أو يكون حجم حافة الانحناء أقل من نصف أخدود V، انتبه إلى مادة سحب الانحناء.
④ طريقة ثني خاصة لمعالجة الانحناء على شكل حرف L
أ: طريقة الانحناء اللامركزي
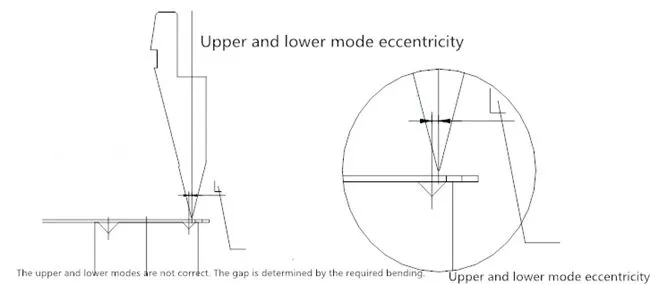
تحليل العملية:
الانحناء اللامركزي يُحدث فرقًا بين الحمل الموجب والسالب للقالب. أثناء المعالجة، تُوضع مادة السحب على الجانب الداخلي أو الخارجي لخط الانحناء لإحداث فرق. بالإضافة إلى ذلك، يُعد الانحناء اللامركزي طريقة معالجة خاصة تنطوي على بعض المخاطر، ولا يُنصح باستخدامه في ظروف خاصة.
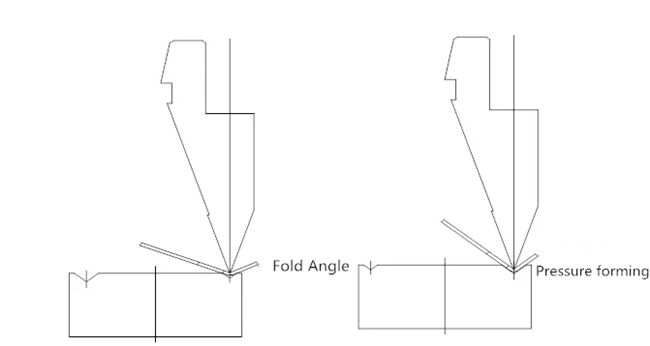
ب: طريقة ثني الخط
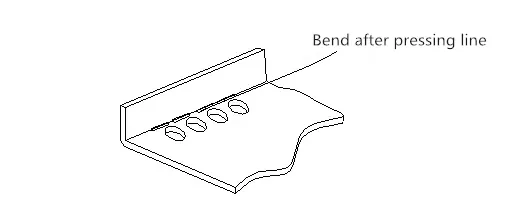
تحليل العملية:
بسبب تأثير القص الناتج عن الانحناء اللامركزي، لا تُستخدم بعض المنتجات ذات متطلبات السطح العالية. توقيت الضغط والانحناء مماثل لتوقيت الانحناء اللامركزي. قبل الانحناء، يُمكن استخدام قاطع بزاوية 88 درجة أو قالب ضغط خاص للطي. اضغط على الخط عند خط الانحناء، ثم اثنِ باستخدام القالب العادي.
ج: انحناءة صغيرة على شكل حرف V وزاوية كبيرة وضغط كبير على شكل حرف V.
تحليل العملية: استخدم أولاً فتحة V صغيرة للانحناء بزاوية كبيرة، ثم استخدم القالب العادي للانحناء، يمكن لطريقة المعالجة هذه تجنب حجم التوسع الصغير الناتج عن الانحناء المباشر للفتحة V الصغيرة.
د: بالإضافة إلى ثني شريط الحشية

يمكن أيضًا دمج طرق المعالجة الأربعة المذكورة أعلاه، وسيكون تأثير القولبة أكثر مثالية.
تحليل العملية: تُناسب هذه الطريقة المنتجات ذات المتطلبات الصارمة لشكل قطعة العمل. كما أنها تقتصر في معظم الحالات على معالجة العينات.
⑵ معالجة الانحناء على شكل حرف Z
التعريف: أي انحناء يتشكل في الاتجاه المعاكس هو انحناء على شكل Z.
نطاق معالجة الانحناء القياسي: ارتفاع الانحناء Z > مسافة حافة الأخدود V بالإضافة إلى T.
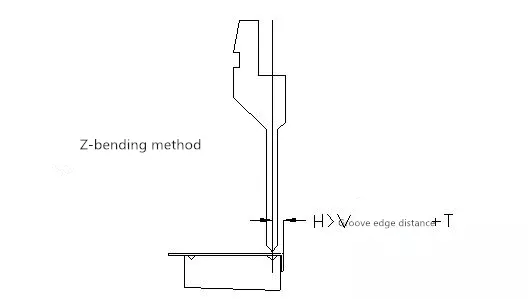
يتم تحديد الحد الأدنى لحجم التصنيع بواسطة قالب التصنيع، ويتم تحديد الحد الأقصى لحجم التصنيع بواسطة شكل آلة المعالجة.
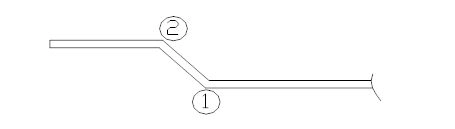
① خطوات معالجة Z
ج: أولاً، تتم معالجة الانحناء على شكل حرف L وفقًا لطريقة معالجة الانحناء على شكل حرف L؛
ب: معالجة الانحناء على شكل Z عن طريق الانحناء على شكل L؛
(أو قم بمعالجة الانحناء على شكل Z على الجانب الآخر من الانحناء على شكل L.)
② مبدأ معالجة Z-الانحناء Z
أ: من الملائم الاعتماد على الموضع والاستقرار الجيد؛
ب: بشكل عام، يكون الموضع هو نفسه الانحناء على شكل حرف L؛
ج: عند معالجة الموضع الثاني، يجب أن تكون قطعة العمل والقالب مسطحين.
③ احتياطات معالجة Z
أ: يجب أن تكون زاوية معالجة الانحناء على شكل حرف L في مكانها، وتتطلب عمومًا 89.5 درجة إلى 90 درجة؛
ب: بعد ضبط القاعدة، اسحب للخلف لمنع تشوه قطعة العمل.
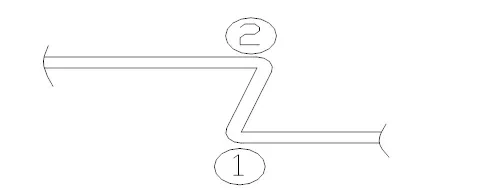
④ طرق المعالجة العامة Z
أ: ينبغي مراعاة تسلسل المعالجة في الشكل التالي، أولاً الانحناء 1 ثم الانحناء 2.
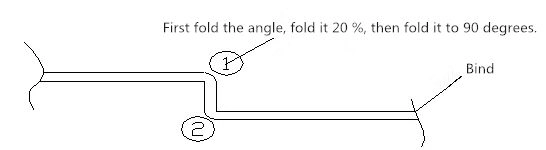
ب: أولاً، قم بثني نوع الثني على شكل حرف L ثم قم بمعالجة الثني على شكل حرف Z، وتأكد ما إذا كانت عملية الثني على شكل حرف Z تتداخل مع منصة الماكينة.
أ: في حالة التداخل، قم أولاً بثني 1 إلى زاوية كبيرة، ثم قم بثني 2، ثم اضغط على 1؛
ب: إذا لم يكن هناك أي تداخل، وفقًا لطريقة معالجة الانحناء Z العامة، قم أولاً بثني 1 ثم ثني 2.
ج: زاويتان حادتان انحناء على شكل حرف Z، أولاً ثني إلى 90 درجة، ثم أدخل العمق 2، ثم أدخل العمق 1.
⑤ طرق المعالجة الخاصة بثني Z:
أ: التشغيل اللامركزي للقالب السفلي؛
ب: المعالجة باستخدام أخدود V صغير؛
ج: أولاً قم بثني الزاوية الكبيرة ثم قم بالضغط؛
د: حدد قالب الطحن.
⑥ طرق أخرى لمعالجة الانحناء على شكل حرف Z:
أ: المعالجة باستخدام قالب الأوفست؛
ب: يتم تشكيلها بواسطة قالب سهل.
⑶ معالجة الانحناء N
التعريف: المعالجة المستمرة مرتين على نفس سطح المعالجة لمعالجة الانحناء N.
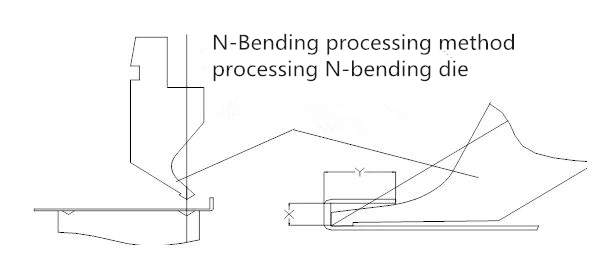
① اعتبارات عامة حول معالجة الانحناء N:
أ: يجب أن تكون زاوية معالجة الطي الأولى أقل من أو تساوي 90 درجة؛
ب: بعد معالجة الطي الثاني، يجب أن يعتمد المقياس على السطح الميكانيكي.
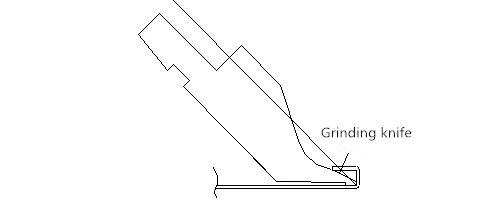
② طرق المعالجة الخاصة N:
أ. عندما يكون تداخل القالب العلوي بمقاس Y طفيفًا ==> ثني الانحناء N ثم استخدام مثقاب الحاشية وتشكيل القالب
ب. عندما يكون التداخل ذو الحجم N ذو الانحناء Y كبيرًا جدًا
==>أ- ثني الخط وثنيه نحو التداخل. بعد ثني الحرف ب، يُطوى الحرف ب ثم يُستخدم (ثقب الحاشية والقوالب + الحشو) في التشكيل.

ج: تتم معالجتها بسكين الطحن.
⑷ معالجة القوس
يُقسم التشغيل بالقوس الدائري إلى نوعين: التقريب باستخدام قالب ثني، والتشغيل بالقوس الدائري. أما سكين القوس، فيُقسم إلى نوعين: ثابت ومستدير.
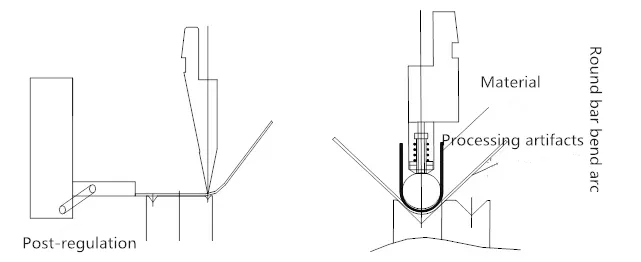
① احتياطات المعالجة:
ج: عند التشغيل باستخدام قالب بزاوية 90 درجة، ستكون هناك حالات لا تتم فيها المعالجة في مكانها، لذا من الضروري الدفع باليد أو إذا سمحت الحالة باستخدام قالب بزاوية 88 درجة؛
ب: يتم استخدام تركيبات الكشف في الغالب لضمان حجم مظهر قطعة العمل؛
ج: معالجة قوس 90 درجة، اختيار القالب هو 2 (R+T).
3. تخطيط عملية الانحناء
⑴ المبادئ الأساسية لتخطيط عملية الانحناء
أ. الانحناء من الداخل إلى الخارج
ب. الانحناء من صغير إلى كبير
ج. أولاً قم بثني الشكل العام، ثم قم بثني الشكل المعقد
د. لا يؤثر الانحناء قبل العملية على مبدأ ما بعد العملية
⑵ مثال على تخطيط العملية
مهما كانت قطعة العمل معقدة، فإنها تتكون من عدة طرق معالجة منفصلة. لذلك، من الضروري إتقان طريقة تشغيل كل طريقة ثني، وتعلم استخدامها بشكل متكامل لتنسيق ثني أشكال قطع العمل المختلفة أثناء التشغيل.

3. اختيارات معيار تحديد المواقع

أ. التموضع على الجانب الأقرب؛
ب. التموضع مع الجوانب الواسعة؛
ج. حاول تقليل الخطأ التراكمي عن طريق طي الحواف دون طي أو ثني.
د. عدد قطع العمل المثقوبة، ووضعها بدون نتوءات أو وصلات؛
هـ. وضع قطعة العمل مع قدر قليل من التشوه؛
و. حاول اختيار وضعين ثابتين متتاليين؛
ج. يمكن إضافة وضع مساعد في كلا طرفي القالب، مثل المغناطيس؛
ح. بالنسبة لقطع العمل غير المنتظمة، استخدم الليزر لقطع تركيبات التموضع؛
1. الزاوية الكبيرة أو الانحناء على شكل حرف U لا يختار التموضع.
4. مبادئ اختيار آلات العمل في الموقع
أ. حدد الماكينة وفقًا لعرض الانحناء؛
ب. حدد الآلة وفقًا لطول الانحناء؛
ج. حدد الماكينة وفقًا للضغط المطلوب للثني؛
د. حدد الجهاز وفقًا لعدد محطات المعالجة؛
هـ. وفقًا لنوع الماكينة الموجودة في الموقع، يتم تحديد رقم الماكينة.
و. حدد الآلة وفقًا للمتطلبات الخاصة للقالب؛
ج. حدد الآلة وفقًا لمتطلبات التجنب؛
ح. حدد الماكينة وفقًا لمدى حركة القاعدة اللاحقة؛
1. حدد الماكينة وفقًا لشكل القاعدة.
5. طرق التحكم في حجم الانحناء
أ. تجنب الخطأ التراكمي، وقياس الحجم غير المطوي لكل معالجة.
ب. تجنب الاتكاء على حافة الانحناء لتجنب الزاوية الكبيرة.
ج. يجب أن يكون المنتج مثنيًا على الحافة، ويجب أن تكون زاوية الطية الأولى أقل قليلاً من 90 درجة؛
د. تحديد دقة المقياس قبل المعالجة؛
هـ. إجراء التفتيش الأولي قبل المعالجة الرسمية، وإجراء تفتيش جيد أثناء المعالجة؛
و. وفقًا لمتطلبات الدقة للمنتجات المعالجة، حدد الآلة المناسبة؛
ز. تجنب اختيار أدوات ذات قلوب مختلفة. تأكد من أن نقاط الثقب على نفس الخط قبل التشغيل.
ح. اختيار طريقة معالجة جيدة وطريقة تخطيط عملية جيدة لتبسيط صعوبة المعالجة؛
أولا: الموقع الدقيق، حيث يوجد موقع غير طبيعي يجب اكتشافه على الفور.











