








قاعدتان سهلتان للتصحيح الميكانيكي لصفائح الصفائح المعدنية
التصحيح الميكانيكي هو تصحيح قطع العمل المشوهة والصلب المشوه باستخدام المعدات الميكانيكية، ويُستخدم التصحيح البارد بشكل عام. التصحيح البارد هو تصحيح قطعة العمل في درجة حرارة الغرفة، والذي يتم إجراؤه باستخدام الطرق والتمدد. سيؤدي هذا التصحيح إلى تصلب سطح الفولاذ بالعمل البارد، أي زيادة القوة والصلابة، وتناقص اللدونة والصلابة. لذلك، فهو مناسب فقط للفولاذ منخفض الكربون أو الألومنيوم ذي اللدونة الجيدة؛ عندما تكون درجة التشوه كبيرة، ستحدث تشققات أو كسور إذا تم استخدام التقويم البارد، أو بسبب عدم كفاية سعة المعدات، لا يمكن للتقويم البارد أن يتجاوز نقطة الخضوع، ولا يمكن التغلب على قطعة العمل. صلابة قطعة العمل عالية جدًا، أو مادة قطعة العمل هشة للغاية. عندما لا يمكن استخدام التقويم البارد، يتم استخدام التقويم الساخن. يتم إجراء التقويم الساخن عند تسخين الفولاذ إلى درجة حرارة عالية من 700 إلى 1000 درجة مئوية من الأكسجين والأسيتيلين. التقويم الساخن مناسب للفولاذ الكربوني والفولاذ السبائكي ذو التشوه الكبير واللدونة الضعيفة أو الفولاذ منخفض الكربون المستخدم في درجات حرارة منخفضة.
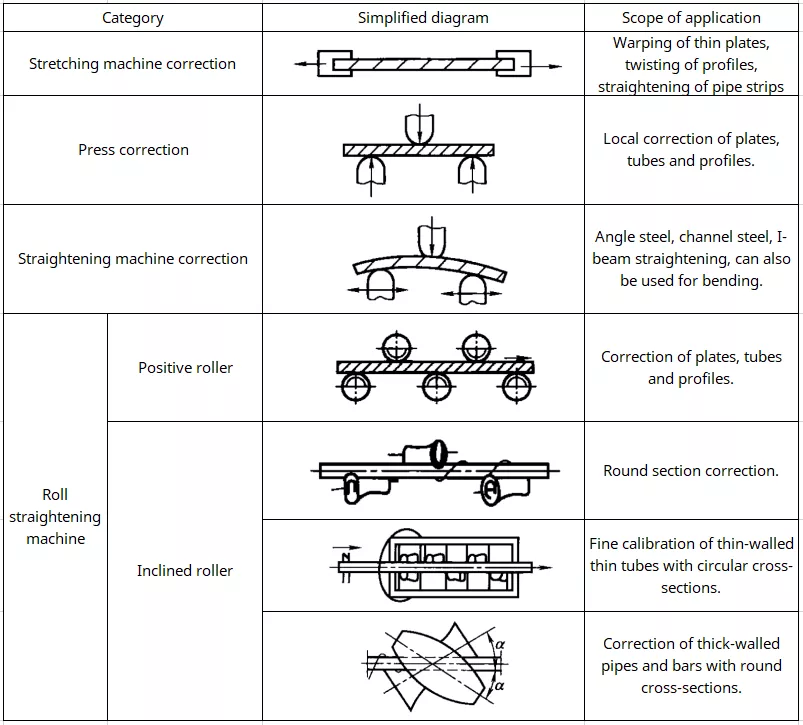
تشمل المعدات المستخدمة في التقويم الميكانيكي ما يلي: آلة لف الصفائح، آلة التقريب، آلة التسوية الخاصة، آلة التقويم، ومكابس متنوعة، مثل المكبس الميكانيكي، المكبس الهيدروليكي، مكبس اللولب، إلخ. يتم عرض طريقة ونطاق التصحيح الميكانيكي في الجدول أدناه.
طريقة التصحيح الميكانيكي ونطاق تطبيقها
1. التصحيح الميكانيكي - تصحيح الصفائح
يُصحَّح تشوُّه الصفيحة الفولاذية عادةً باستخدام مُسَوِّي متعدد الأسطوانات. أثناء التسوية، كلما زاد سُمك الصفيحة الفولاذية، كان التصحيح أسهل؛ وكلما كانت الصفيحة الفولاذية أنحف، كان التشوه أسهل وصعوبة التصحيح. عادةً، تُسوَّى الصفيحة الفولاذية التي يزيد سُمكها عن 3 مم باستخدام آلة تسوية بخمس أو سبع أسطوانات، بينما تُسوَّى الصفيحة الفولاذية الرقيقة التي يقل سُمكها عن 3 مم باستخدام آلة تسوية بتسع أو إحدى عشرة أسطوانة أو أكثر.
يوضح الشكل أدناه مبدأ تصحيح التدحرج في آلة التسوية متعددة الأسطوانات. يتكون الجزء العامل من صفين من الأسطوانات العلوية والسفلية. عادةً ما يكون هناك من 5 إلى 11 أسطوانة عاملة. الأسطوانات التالية هي أسطوانات نشطة، متصلة بجسم الآلة بواسطة محامل، ويتم تشغيلها بواسطة محرك، ولا يمكن تعديل موضعها. العمود العلوي هو الأسطوانة المُدارة، والتي يمكن تعديلها رأسيًا باستخدام برغي يدوي أو جهاز رفع كهربائي لتغيير المسافة بين صفي الأسطوانات العلوية والسفلية بما يتناسب مع تسوية ألواح الفولاذ ذات السُمك المختلفة.

أثناء عملية الدرفلة، تتفاعل الصفيحة الفولاذية مع دوران أسطوانة العمود، وتتعرض لقوى متعاكسة بين عمودي الأسطوانة العلوية والسفلية، مما يُسبب انحناءً متناوبًا بنصف قطر انحناء صغير. عندما يتجاوز الإجهاد حد خضوع المادة، يحدث تشوه بلاستيكي، بحيث تميل الألياف ذات الأطوال الأصلية غير المتساوية في الصفيحة إلى الاتساق أثناء الشد والضغط المتكررين، لتحقيق هدف التصحيح.
هناك طريقتان رئيسيتان لترتيب بكرات عمود التسوية متعددة الأسطوانات. يوضح الشكل (أ) التصحيح المتوازي لصفوف البكرات. تُرتب بكرات العمود العلوية والسفلية بالتوازي. الفجوة بين صفي البكرات العلوية والسفلية أصغر قليلاً من سمك الصفيحة الفولاذية المراد تصحيحها. بعد مرور الصفيحة الفولاذية، تُثنى بشكل متكرر، ثم تُسوى بواسطة بكرة التوجيه النهائية.
البكرتان الموجودتان في طرفي العمود أعلاه هما بكرتان توجيه، تتميزان بقطر صغير وقوة تحمل منخفضة، ولا تسمحان بالانحناء. وهما فقط لتوجيه الصفيحة الفولاذية إلى بكرة التقويم أو تسوية الصفيحة الفولاذية عند إخراجها منها.
يمكن ضبط بكرة التوجيه بشكل فردي لأعلى ولأسفل حتى الارتفاع المطلوب لضمان تسوية الانحناء النهائي للصفيحة الفولاذية. عادةً، يتعين دحرجة الصفيحة الفولاذية ذهابًا وإيابًا عدة مرات على آلة التسوية للحصول على جودة تصحيح أعلى.
يوضح الشكل (ب) تصحيح ميلان صف الأسطوانة. صف الأسطوانة العلوي مائل، ويشكل اتصال محوري صفي الأسطوانة العلوي والسفلي زاويةً صغيرةً محصورة. يمكن تعديل الأسطوانة العلوية للرفع، ويمكن تغيير زاوية ميلها بواسطة آلية الزاوية. تتزايد الفجوة بين صفي الأسطوانة العلوي والسفلي تدريجيًا باتجاه نهاية المخرج.
عندما تمر اللوحة الفولاذية بين صفوف الأسطوانة، يتناقص انحناء انحناءها تدريجيًا؛ حيث تقوم الأزواج القليلة الأولى من بكرات المحور بالانحناء الأساسي لللوحة الفولاذية، بينما تُولّد الأزواج المتبقية من بكرات المحور شدًا على اللوحة الفولاذية عند استمرارها في الدخول. قبل عمود الأسطوانة الأخير، يقترب تشوه اللوحة الفولاذية تحت تأثير قوة الشد الإضافية من الانحناء المرن، ويتم تصحيح اللوحة الفولاذية. لذلك، يمكن لهذا النوع من المسويات تحسين تأثير تصحيح اللوحة الفولاذية بالاعتماد على قوة السحب الإضافية التي يولدها عمود الأسطوانة الخلفي لللوحة الفولاذية، وليس من الضروري ضبط بكرة توجيه يمكن تعديلها بشكل منفصل. يُستخدم هذا النوع من المسويات في الغالب لتصحيح الألواح الرقيقة.
تختلف الإجراءات المتخذة أثناء عملية التسوية باختلاف أشكال تشوه الصفائح. يوضح الجدول التالي بعض الإجراءات الخاصة التي يمكن اتخاذها عند تصحيح تشوهات صفائح خاصة أو قطع (أو أجزاء) أصغر حجمًا على جهاز تسوية متعدد الأسطوانات.
تسطيح الأوراق في عدة مواقف خاصة

عادةً، تحتاج اللوحة إلى المرور عبر آلة تسوية الألواح متعددة اللفات عدة مرات لتحقيق الغرض. يُحدد عدد التصحيحات بناءً على قيمة معامل الإجهاد في اللوحة المراد تصحيحها. كلما زاد a، كانت التسوية أسهل. يوضح الجدول العلاقة بين a وعدد عمليات التسوية.
| أ | ≤1 | 4~6 | >6 | ≥10 |
| الأوقات المسطحة | لا يمكن تسويتها | 3 | 1 | مناسب للصلب عالي القوة |

| عدد اللفات ن | 5 | 7 | 9 |
| ج | 1.17 | 0.9 | 0.8 |
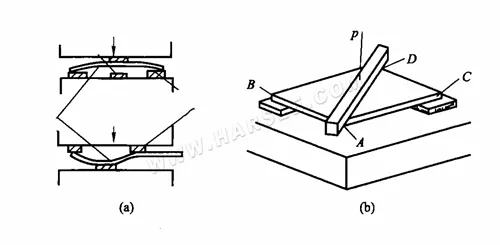
يمكن عادةً أيضًا إجراء تسوية الألواح السميكة على معدات الضغط مثل المكابس الهيدروليكية والمكابس الهيدروليكية. تتمثل طريقة التسوية باستخدام المكابس في: وضع الفراغ على طاولة الضغط، بحيث يكون الجزء البارز متجهًا لأعلى، والاثنان الأدنى ضع وسادتين متساويتين في السُمك كنقطة ارتكاز. إذا كان انحناء التشوه للفراغ صغيرًا، فيمكن تقليل مسافة نقطة الارتكاز، ثم يُضاف الفولاذ المربع على الجزء المحدب، ويُضغط الفولاذ المربع حتى يصبح الجزء المشوه الأصلي للفراغ مسطحًا ثم مقعرًا قليلاً. تساوي كمية الاكتئاب مقدار الارتداد، وتصبح الورقة مسطحة بعد تخفيف الضغط. لمنع الضغط الزائد، يمكن وضع حديد أمان بسمك مناسب أسفل الجزء المجهد، ويمكن إيقاف الضغط عند ضغط الفراغ على حديد الأمان، انظر الشكل (أ)؛ عند تصحيح التشوه، ضع أولًا وسادتين متساويتين في السُمك عند النقطتين B وC أسفل الزوايا القطرية للصفيحة الملامسة للمنصة، ثم ضع مربعًا قطريًا فوق الزوايا القطرية للنقطتين A وD. ثم يُضغط الفولاذ أو السكة حتى تلامس النقطتان A وD سطح الطاولة، ويُزال الحمل. في هذه المرحلة، استخدم مسطرة مسطحة للتحقق من مستوى الاستواء. إذا لم يُلبِ المستوى المطلوب، فزد عدد الوسادات عند النقطتين B وC حتى يتم التصحيح، كما هو موضح في الشكل (ب).
إذا كان تشوه اللوحة الفولاذية أكثر تعقيدًا، فهناك انحناء وتشويه، فإن تسلسل عملية التسوية هو: أولاً تصحيح التشوه المحلي، ثم تصحيح التشوه العام؛ أولاً تصحيح التشوه ثم تصحيح الانحناء.
2. التصحيح الميكانيكي - تصحيح الملف الشخصي
يتم في الغالب استخدام التقويم البارد في تقويم الأنابيب والصلب المقطعي والمقاطع الأخرى، حيث L في الجدول هو طول وتر الانحناء وt هو سمك اللوحة.
● مبدأ عمل آلة تقويم الملامح متعددة الأسطوانات مشابه لمبدأ عمل آلة تسوية الصفائح. الفرق هو أن أسطوانة التقويم هي أسطوانة يتم تكييف محيطها مع المقطع العرضي للملف المراد تقويمه، كما هو موضح في الشكل. لتصحيح ملفات تعريف مختلفة، يمكن استبدال الأسطوانات ذات المحيطات المختلفة. على غرار مبدأ تسوية اللوحة، عندما يمر الملف عبر الصفوف العلوية والسفلية من الأسطوانات، يتم ثنيه بشكل متكرر، بحيث يتم إطالة الألياف وتصحيحها. محاور الأسطوانة لآلة الأسطوانة الموجبة متوازية مع بعضها البعض، وهو مناسب لمختلف الملفات التعريفية. خط الأسطوانة لآلة الأسطوانة المائلة هو قطع زائد، ويتم ترتيب معظمها في مجموعات (2 ~ 3 لكل مجموعة). يميل عمود الأسطوانة لصنع اللحاف. تنتج مادة التقويم المستديرة حركة دوران إضافية، مما يعزز تأثير التصحيح، وهو مناسب لتصحيح الأنابيب والقضبان والأسلاك.
● استخدم آلة تقويم الشكل لتصحيحه.
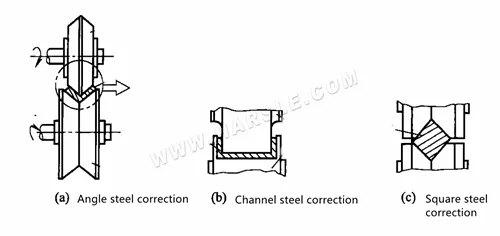
يمكن أيضًا تصحيح تشوه انحناء الفولاذ المقطعي والعوارض الملحومة المختلفة باستخدام طريقة الانحناء العكسي لآلة تقويم الفولاذ المقطعي. تُرتب الأجزاء المتحركة في آلة التقويم أفقيًا، وعادةً ما تكون ثنائية الأطراف.
أثناء التشغيل، يُوضع فولاذ المقطع بين الدعامة ودعامة الدفع، ويُسد الجزء البارز بدعامة الدفع، ويُضغط على الدعامة، ويمكن تحريكه على طوله. يمكن تعديل موضع الدعامة بشكل مناسب بواسطة عجلة اليد المُدارة للتكيف مع درجات انحناء فولاذ المقطع المختلفة. عند تشغيل دعامة الدفع بواسطة المحرك لحركة ترددية أفقية، تُطبق قوة دفع بشكل دوري على فولاذ المقطع المُصحح، مما يؤدي إلى انحناءه في الاتجاه المعاكس لتحقيق هدف التصحيح.
يمكن تعديل الوضع الأولي لدعامة الدفع للتحكم في مقدار التشوه. الطاولة مزودة ببكرات لدعم الفولاذ المقطعي وتقليل الاحتكاك عند تحركه ذهابًا وإيابًا. كما يمكن استخدام آلة تقويم الفولاذ المقطعي لمعالجة ثني الفولاذ المقطعي، وهي آلة مزدوجة الاستخدام للثني والتقويم.
استخدم المكبس لتقويم الشكل. مبدأ وتسلسل وطريقة تقويم المكبس للشكل والعوارض الملحومة المختلفة هي نفسها المستخدمة في تسوية الصفائح السميكة، ولكن يجب ضبط موضع وضع قطعة العمل، وموضع الضغط، وموضع الضغط بشكل معقول وفقًا لحجمها وتشوهها أثناء التشغيل. يُراعى سمك وموضع الحشوة، وما إذا كان حجم الحشوة والفولاذ المربع مناسبًا، وما إلى ذلك، لتحسين جودة وسرعة التصحيح.

يظهر في الجدول الحد الأدنى لنصف قطر الانحناء والحد الأقصى للانحراف الذي يمكن تقويمه على البارد للصلب المقطعي العام.
إذا تجاوز النطاق المحدد في هذا الجدول، فيجب اتخاذ تدابير عملية مناسبة (مثل الضغط الساخن، والتلدين المتوسط للملف، والتصحيحات المتعددة) لمنع التشوهات والتشوهات الجديدة في القسم أثناء التصحيح.