








2 reglas sencillas para la corrección mecánica de chapas metálicas
Corrección mecánica Es la corrección de piezas de trabajo deformadas y acero deformado mediante equipo mecánico, y generalmente se utiliza la corrección en frío. La corrección en frío es la corrección de la pieza de trabajo a temperatura ambiente, que se lleva a cabo mediante martilleo y estiramiento. Esta corrección provocará el endurecimiento por trabajo en frío en la superficie del acero, es decir, la resistencia y la dureza aumentarán, y la plasticidad y la tenacidad disminuirán. Por lo tanto, solo es adecuado para acero bajo en carbono o aluminio con buena plasticidad; cuando el grado de deformación es grande, se producirán grietas o roturas si se utiliza el enderezado en frío, o debido a la capacidad insuficiente del equipo, el enderezado en frío no puede superar el límite elástico y la pieza de trabajo no puede superarse. La rigidez de la pieza de trabajo es demasiado alta o el material de la pieza de trabajo es muy frágil. Cuando no se puede utilizar el enderezado en frío, se utiliza el enderezado en caliente. El enderezado en caliente se realiza cuando el acero se calienta a una temperatura alta de 700~1000 °C con oxiacetileno. El enderezamiento en caliente es adecuado para aceros al carbono y aceros aleados con gran deformación y poca plasticidad o aceros con bajo contenido de carbono utilizados a bajas temperaturas.
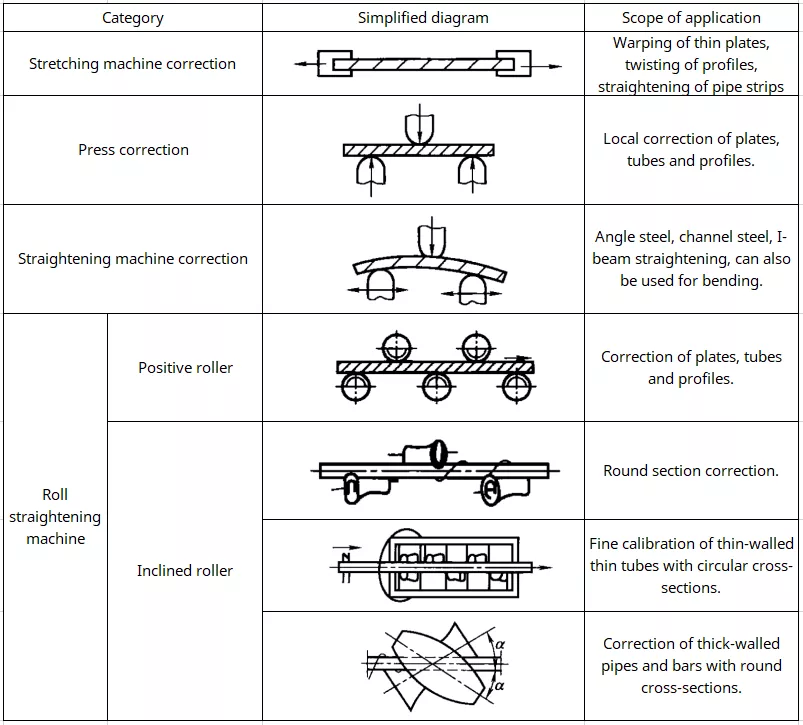
El equipo utilizado para el enderezamiento mecánico incluye máquina laminadora de placas, máquina redondeadora, máquina niveladora especial, máquina enderezadora y varias prensas, como prensa mecánica, prensa hidráulica, prensa de tornillo, etc. El método y el alcance de la corrección mecánica se muestran en la siguiente tabla.
El método de corrección mecánica y su ámbito de aplicación
1. Corrección mecánica-Corrección de placas
La deformación de la placa de acero generalmente se corrige con una niveladora de varios rodillos. Durante la nivelación, cuanto más gruesa sea la placa, más fácil será la corrección; cuanto más delgada sea, más fácil será deformarla y más difícil será corregirla. Generalmente, las placas de acero con un espesor superior a 3 mm se nivelan con una niveladora de cinco o siete rodillos, mientras que las placas de acero delgadas con un espesor inferior a 3 mm deben nivelarse con una niveladora de nueve, once o más rodillos.
El principio de corrección de rodadura de la niveladora multirrodillo se muestra en la figura a continuación. La parte de trabajo consta de dos filas de rodillos superiores e inferiores. Normalmente, hay entre 5 y 11 rodillos de trabajo. Los rodillos activos, conectados al cuerpo de la máquina mediante rodamientos y accionados por un motor, giran sin posibilidad de ajuste de posición. La columna superior corresponde al rodillo accionado, que se puede ajustar verticalmente mediante un tornillo manual o un elevador eléctrico para ajustar la distancia entre las filas de rodillos superiores e inferiores y adaptarse a la nivelación de placas de acero de diferentes espesores.

Durante el laminado, la placa de acero se acopla con la rotación del rodillo de eje y se somete a fuerzas opuestas entre los ejes de los rodillos superior e inferior, lo que provoca flexiones alternas con un pequeño radio de curvatura. Cuando la tensión supera el límite elástico del material, se produce deformación plástica, de modo que las fibras con longitudes originales desiguales en la placa tienden a ser consistentes durante el estiramiento y la compresión repetidos, para lograr el objetivo de corrección.
Hay dos maneras principales de disponer los rodillos del eje de una niveladora multirrodillo. La figura (a) muestra la corrección paralela de las filas de rodillos. Los rodillos del eje superior e inferior están dispuestos en paralelo. La separación entre las filas de rodillos superior e inferior es ligeramente menor que el espesor de la placa de acero que se va a corregir. Tras el paso de la placa de acero, esta se dobla repetidamente y se nivela mediante el rodillo guía final.
Los dos rodillos en los extremos de la columna superior son rodillos guía, de pequeño diámetro, poca fuerza y sin función de flexión. Solo guían la placa de acero hacia el rodillo enderezador o la nivelan al retirarla del rodillo enderezador.
El rodillo guía se puede ajustar individualmente hacia arriba y hacia abajo hasta la altura requerida para garantizar la nivelación del doblez final de la placa de acero. Normalmente, es necesario rodar la placa de acero varias veces en la niveladora para obtener una mayor calidad de corrección.
La figura (b) muestra la corrección de la inclinación de la hilera de rodillos. La hilera superior está dispuesta oblicuamente, y la conexión axial de las hileras de rodillos superior e inferior forma un pequeño ángulo de inclusión. El rodillo superior se puede ajustar para su elevación, y el ángulo de inclinación se puede modificar mediante el mecanismo de ángulo. La separación entre las hileras de rodillos superior e inferior aumenta gradualmente hacia el extremo de salida.
Al pasar la placa de acero entre las filas de rodillos, su curvatura disminuye gradualmente; los primeros pares de rodillos axiales realizan la flexión básica de la placa, y los pares restantes generan tensión en la placa al continuar su avance. Antes del último eje del rodillo, la deformación de la placa de acero bajo la acción de una fuerza de tracción adicional se acerca a la flexión elástica, corrigiéndose. Por lo tanto, este tipo de nivelador puede mejorar el efecto de corrección de la placa de acero al aprovechar la fuerza de tracción adicional generada por el eje del rodillo trasero, sin necesidad de un rodillo guía ajustable por separado. Este tipo de nivelador se utiliza principalmente para la corrección de placas delgadas.
Según las diferentes formas de deformación de la lámina, las medidas que se toman durante la operación de nivelación también varían. La siguiente tabla muestra algunas medidas especiales que pueden tomarse al corregir láminas con deformación especial o piezas en bruto (o piezas) más pequeñas en una niveladora multirrodillo.
Aplanamiento de láminas en diversas situaciones especiales

Generalmente, la placa debe pasar varias veces por la niveladora de placas multirrodillo para lograr el objetivo. El número de correcciones se determina por la magnitud del coeficiente de tensión de la placa a corregir. Cuanto mayor sea a, más fácil será la nivelación. La relación entre a y el número de nivelaciones se muestra en la tabla.
| a | ≤1 | 4~6 | >6 | ≥10 |
| Tiempos planos | No se puede nivelar | 3 | 1 | Adecuado para acero de alta resistencia. |

| Número de rollos N | 5 | 7 | 9 |
| do | 1.17 | 0.9 | 0.8 |
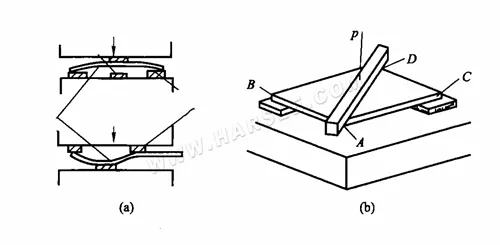
La nivelación de placas gruesas generalmente también se puede realizar en equipos de presión como prensas hidráulicas y prensas hidráulicas. El método para nivelar con prensas es: coloque la pieza en bruto sobre la mesa de la prensa, de modo que la parte sobresaliente mire hacia arriba y las dos más bajas Coloque dos almohadillas de igual grosor como fulcros. Si la curvatura de deformación de la pieza en bruto es pequeña, se puede reducir la distancia del fulcro y luego se agrega acero cuadrado en la parte convexa, y se presiona el acero cuadrado hasta que la parte deformada original de la pieza en bruto se vuelva plana y luego ligeramente cóncava. La cantidad de depresión es igual a la cantidad de recuperación elástica, y la hoja se vuelve plana después de la descompresión. Para evitar la sobrepresión, se puede colocar un hierro de seguridad del grosor apropiado debajo de la parte sometida a tensión, y la presión se puede detener cuando la pieza en bruto se presiona contra el hierro de seguridad, consulte la Figura (a); Para corregir la distorsión, primero coloque dos almohadillas del mismo grosor en B y C debajo de las esquinas diagonales de la placa que está en contacto con la plataforma, y coloque una escuadra diagonalmente sobre las esquinas diagonales de A y D. A continuación, se presuriza el acero o riel hasta que A y D toquen la superficie de la mesa y se retire la carga. En este punto, utilice una regla plana para comprobar la planitud. Si no cumple los requisitos, aumente la cantidad de almohadillas en B y C hasta lograr la corrección, como se muestra en la Figura (b).
Si la deformación de la placa de acero es más complicada, hay flexiones y distorsiones, la secuencia de la operación de nivelación es: primero corregir la deformación local, luego corregir la deformación general; primero corregir la distorsión y luego corregir la curvatura.
2. Corrección mecánica-Corrección del perfil
El enderezamiento de tubos, perfiles de acero y otros perfiles se realiza mayoritariamente mediante enderezamiento en frío, donde L en la tabla es la longitud de la cuerda de curvatura y t es el espesor de la placa.
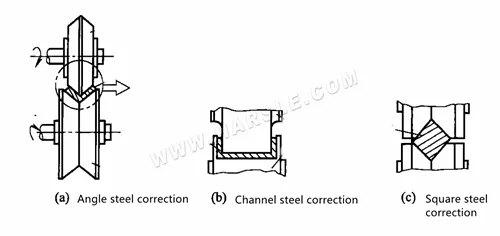
El principio de funcionamiento de la enderezadora de perfiles multirrodillo es similar al de la niveladora de chapas. La diferencia radica en que el rodillo enderezador es un rodillo cuyo contorno se adapta a la sección transversal del perfil a enderezar, como se muestra en la figura. Para corregir diferentes perfiles, se pueden intercambiar rodillos con diferentes contornos. Similar al principio de la nivelación de placas, cuando el perfil pasa por las filas superior e inferior de rodillos, se dobla repetidamente, de modo que las fibras se alargan y corrigen. Los ejes de los rodillos de la máquina de rodillos positivos son paralelos entre sí, lo que es adecuado para varios perfiles. La línea de rodillos de la máquina de rodillos inclinados es hiperbólica, y la mayoría de ellos están dispuestos en grupos (2-3 por grupo). El eje del rodillo está inclinado para hacer la colcha. El material redondo enderezado produce un movimiento de rotación adicional, lo que mejora el efecto de corrección y es adecuado para la corrección de tubos, varillas y alambres.
● Utilice una máquina enderezadora de perfiles para rectificar.
La deformación por flexión de perfiles de acero y diversas vigas soldadas también puede corregirse mediante el método de flexión inversa de la enderezadora de perfiles de acero. Las piezas móviles de la enderezadora están dispuestas horizontalmente y, por lo general, son de doble extremo.
Durante el funcionamiento, el perfil de acero se coloca entre el soporte y el tirante de empuje. La parte saliente queda bloqueada por el tirante, presionada contra el soporte y puede moverse longitudinalmente. La posición del soporte se ajusta mediante un volante para adaptarse a los diferentes grados de flexión del perfil de acero. Cuando el tirante de empuje, accionado por el motor para un movimiento horizontal alternativo, aplica periódicamente empuje al perfil de acero corregido, provocando su flexión en la dirección opuesta para lograr la corrección.
La posición inicial del travesaño de empuje se puede ajustar para controlar el grado de deformación. La mesa cuenta con rodillos que soportan el perfil de acero y reducen la fricción durante su movimiento. La enderezadora de perfiles de acero también puede utilizarse para el doblado de perfiles de acero, ya que es una máquina de doble propósito para doblar y enderezar.
● Utilice la prensa para enderezar el perfil. El principio, la secuencia y el método de enderezado de la prensa para enderezar el perfil y diversas vigas soldadas son los mismos que para el aplanamiento de placas gruesas, pero la posición de colocación, la posición de presión y la posición de presión de la pieza de trabajo deben ajustarse razonablemente según el tamaño y la deformación de la pieza durante la operación. El grosor y la posición de la cuña, así como la necesidad de su tamaño y del acero cuadrado, mejoran la calidad y la velocidad de la corrección.

El radio mínimo de curvatura y la deflexión máxima que se pueden enderezar en frío para aceros de sección general se muestran en la tabla.
Si excede el rango especificado en esta tabla, se deben tomar medidas de proceso apropiadas (como prensado en caliente, recocido intermedio del perfil y correcciones múltiples) para evitar nuevas distorsiones y distorsiones en la sección durante la corrección.