تحليل عملية القص لآلة القص
في تجربتي في العمل مع آلات القصلقد تعمقتُ في تحليل عملية القصّ لتعزيز الكفاءة والدقة في تصنيع المعادن. يُعدّ فهم آليات عملية القصّ أمرًا أساسيًا لتحسين الأداء وتحقيق قطع عالية الجودة. من خلال دراسة عوامل مثل تصميم الشفرة، وخصائص المواد، وإعدادات الماكينة، تمكنتُ من تحديد مجالات التحسين الرئيسية. في هذه المقالة، سأشارك رؤيتي حول تحليل عملية القصّ في ماكينة القصّ، مقدّمًا معلومات قيّمة تساعد المبتدئين والمحترفين على حدّ سواء على تحسين عملياتهم.
الصفائح المعدنية والصفائح آلات القص تُستخدم في العديد من عمليات التصنيع والصفائح المعدنية. قبل اختيار آلة القص، يجب تقييم عدة عوامل، بما في ذلك نوع القص، والقدرة المطلوبة، وخيارات تحسين الإنتاجية، والسلامة.
يتم تحديد نوع القص من خلال العديد من العوامل، بما في ذلك طول المادة التي يمكنه معالجتها وسمك ونوع المادة التي يمكنه قطعها.
يمكن تقسيم آلات القص إلى أنواع حسب تصميم القص وأنظمة التشغيل المستخدمة فيه. هناك نوعان شائعان من التصميم في مقصات التربيع الآلية: المقصلة (المعروفة أيضًا باسم وحدة المنزلق) والشعاع المتأرجح.
تصميم القص
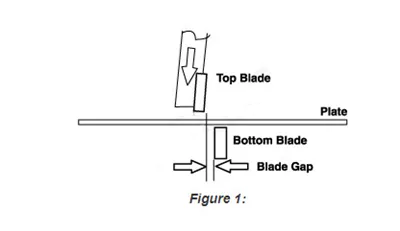
يستخدم تصميم المقصلة (انظر الشكل 1) نظام دفع لتشغيل الشفرة المتحركة لأسفل، بحيث تكون في وضع موازٍ تقريبًا للشفرة الثابتة طوال الشوط. تتطلب آلات المقصلة نظامًا لتثبيت عوارض الشفرة في الوضع الصحيح أثناء مرورها.
يستخدم تصميم شعاع التأرجح (انظر الشكل 2) أحد أنظمة الدفع لتدوير الشفرة المتحركة لأسفل على محامل أسطوانية. هذا يُغني عن استخدام محامل أو طرق لتثبيت الشفرات في وضعها الصحيح أثناء مرورها.

أنظمة محرك القص
يُشغّل نظام الدفع الشفرة المتحركة عبر المادة لإجراء القطع. يمكن تصنيف أنظمة الدفع إلى خمسة أنواع أساسية: القدمية أو اليدوية، والهوائية، والميكانيكية، والهيدروميكانيكية، والهيدروليكية.
قص القدم.
يتم تشغيل مقص القدم عندما يدوس المشغل على دواسة لدفع شعاع الشفرة للأسفل لإجراء القطع. تُستخدم مقصات القدم عادةً في تطبيقات الصفائح المعدنية بسعات تصل إلى حوالي 16 مقياسًا، وبأطوال تصل إلى 8 أقدام، مع أن الآلات بطول 8 أقدام ليست شائعة بقدر الآلات ذات السعات الأقصر.
قص الهواء.
لاستخدام مقص الهواء، يضغط المُشغّل على دواسة تُفعّل أسطوانات الهواء لإجراء القطع. يُستخدم ضاغط هواء مُركّب أو ضاغط هواء قائم بذاته لتشغيل مقص الهواء.
تُستخدم المقصات الهوائية في الورش لقطع مواد يصل قياسها إلى حوالي 14 مقياسًا، بأطوال تصل إلى 12 قدمًا. تتميز المقصات الهوائية بتصميم محرك بسيط، وتوفر حماية من الحمل الزائد. صُممت هذه الحماية لضمان التشغيل السليم، وبشكل عام، للأحمال المنخفضة. على سبيل المثال، حتى عند قطع مادة بسمك يتناسب مع قدرة الآلة، قد تتلف الآلة إذا تم قطعها دون استخدام مثبت أو إذا لم يتم ضبط فجوة الشفرة بشكل صحيح. وينطبق هذا أيضًا على الآلات الهيدروليكية.
دالقص الميكانيكي ذو الدفع المباشر. تعمل هذه المقصات عندما يضغط المُشغّل على دواسة لتشغيل المُحرّك الذي يُخفّض الشعاع لإجراء القطع. ينطفئ المُحرّك في نهاية الدورة، ويعود شعاع الشفرة إلى أعلى نقطة في الشوط. هذا التصميم مُناسب للمقصات غير المُستخدمة باستمرار، إذ لا تستهلك الآلة الطاقة إلا عند تشغيلها.
قص القدم. يتم تشغيل مقص القدم عندما يدوس المشغل على دواسة لدفع شعاع الشفرة للأسفل لإجراء القطع. تُستخدم مقصات القدم عادةً في تطبيقات الصفائح المعدنية بسعات تصل إلى حوالي 16 مقياسًا، وبأطوال تصل إلى 8 أقدام، مع أن الآلات بطول 8 أقدام ليست شائعة بقدر الآلات ذات السعات الأقصر.
قصّ الهواء. لاستخدام قصّ الهواء، يضغط المُشغّل على دواسة تُفعّل أسطوانات الهواء لإجراء القطع. يُستخدم هواء ورشة العمل أو ضاغط هواء قائم بذاته لتشغيل قصّ الهواء.
تُستخدم المقصات الهوائية في الورش لقطع مواد يصل قياسها إلى حوالي 14 مقياسًا، بأطوال تصل إلى 12 قدمًا. تتميز المقصات الهوائية بتصميم محرك بسيط، وتوفر حماية من الحمل الزائد. صُممت هذه الحماية لضمان التشغيل السليم، وبشكل عام، للأحمال المنخفضة. على سبيل المثال، حتى عند قطع مادة بسمك يتناسب مع قدرة الآلة، قد تتلف الآلة إذا تم قطعها دون استخدام مثبت أو إذا لم يتم ضبط فجوة الشفرة بشكل صحيح. وينطبق هذا أيضًا على الآلات الهيدروليكية.
القص الميكانيكي ذو الدفع المباشر
تعمل هذه المقصات عندما يضغط المُشغّل على دواسة لتشغيل المُحرّك الذي يُخفّض الشعاع لإجراء القطع. ينطفئ المُحرّك في نهاية الدورة، ويعود شعاع الشفرة إلى أعلى نقطة في الشوط. هذا التصميم مُناسب للمقصات غير المُستخدمة باستمرار، إذ لا تستهلك الآلة الطاقة إلا عند تشغيلها.
تقييم المقصات
أحد الاعتبارات المُستخدمة في تقييم المقصات هو السعة المطلوبة لأعمال مُحددة. تُحدد مواصفات الآلات لمعظم المقصات سعات الفولاذ الطري والفولاذ المقاوم للصدأ. لمقارنة متطلبات المُصنِّع بمتطلبات الآلة، يجب مُقارنة مواصفات مواد المُصنِّع بسعة الآلة.
بعض سعات القص مُصنّفة للفولاذ الطري، الذي قد تبلغ قوة شده 60,000 رطل لكل بوصة مربعة (PSI)، بينما تُصنّف سعات أخرى للفولاذ A-36 أو 80,000 رطل لكل بوصة مربعة. سعات الفولاذ المقاوم للصدأ أقل دائمًا تقريبًا من سعات الفولاذ الطري أو A-36. قد يُفاجأ بعض مُصنّعي المعادن بأن بعض أنواع الألومنيوم تتطلب قوة قصّ تعادل قوة قصّ الفولاذ. يُفضّل دائمًا مراجعة الشركة المُصنّعة للقص عند وجود أي شكوك بشأن قوة القص.
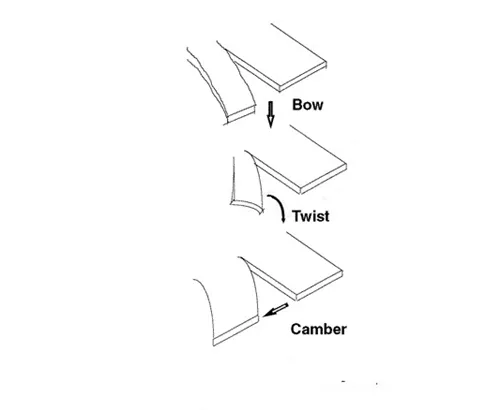
زاوية ميل الشفرة (زاوية حركة الشفرة المتحركة عند مرورها بالشفرة الثابتة) مهمة في تحديد جودة القطع. عمومًا، كلما انخفضت زاوية الميل، كانت جودة القطع أفضل. تظهر مشاكل في جودة القطع، مثل التقوس والالتواء والانحناء (انظر الشكل 3)، في القطع الأقصر (حتى 10 سم) التي تسقط خلف القص بعد قطعها. تتطلب الآلات ذات زوايا الميل المنخفضة طاقة أكبر من تلك ذات معدل القطع الأعلى.
بعض آلات المقصلة مزودة بمشط متغير، أي بزاوية مشط قابلة للتعديل لتناسب طول القطعة المراد قطعها. لتقييم مدى ملاءمة هذا التصميم للمشط المتغير للصانع، يجب تحديد نوع المادة المراد قطعها وسمكها، وطولها، وكمية المادة التي ستقع خلف القص، وزاوية المشط المتاحة للعمل.
على سبيل المثال، إذا كانت زاوية الجرف الثابتة ١-١/٣ بوصة، وكان نطاق آلة الجرف القابلة للتعديل يتراوح بين ١ و٣ درجات باستخدام إعداد الدرجات الثلاث لسمك ١/٤ بوصة، فإن الجرف الثابت يُنتج قطعًا بجودة أفضل على شريط بسمك ٣ بوصات. من ناحية أخرى، قد تُنتج آلة الجرف المتغيرة قطعًا بجودة أفضل على شريط بسمك ١/٢ بوصة من مادة قياس ٢٤.
بشكل عام، لا يُتوقع قطع جيد لشريط يقل سمكه عن ثمانية أضعاف سمك المادة (مثال: شريط فولاذي بسمك 2 بوصة وسمك ربع بوصة). عادةً ما تُوجد آلات التكسير المتغيرة في الورش ذات متطلبات سعة أكبر، مثل نصف بوصة فأكثر. في حالة هذه الآلات الأثقل، يُتيح تغيير زاوية التكسير الحصول على قطع أفضل لمجموعة واسعة من السماكات وأنواع المواد.
العوامل الرئيسية المؤثرة على عملية القص
1. تصميم الشفرة
يُعد تصميم الشفرات أمرًا بالغ الأهمية لعملية القص. يجب أن تكون الشفرات حادة ومتوازنة جيدًا ومصنوعة من مواد متينة لتحمل الاستخدام المتكرر. تتوفر أنواع مختلفة من تصميمات الشفرات، بما في ذلك الشفرات المستقيمة والشفرات المائلة، وكل منها مناسب لتطبيقات محددة. يمكن للشفرة التي تتم صيانتها جيدًا أن تُحسّن كفاءة القطع بشكل كبير وتقلل من احتمالية تشوه المادة.
2. خصائص المواد
يلعب نوع المادة المُقطّعة دورًا هامًا في عملية القص. تؤثر عوامل مثل السُمك والصلابة والمرونة على كيفية استجابة المادة للقص. على سبيل المثال، قد تتطلب المواد الصلبة قوة أكبر وشفرات متخصصة لتحقيق قطع نظيف، بينما قد تُقص المواد اللينة بسهولة أكبر، ولكنها قد تكون أيضًا عرضة للتشوه إذا لم تُعامل بشكل صحيح.
3. إعدادات الجهاز
يجب معايرة إعدادات آلة القص، بما في ذلك فجوة الشفرة وسرعة القطع والضغط، بشكل صحيح لكل مهمة محددة. قد يؤدي عدم ضبط فجوة الشفرة بشكل صحيح إلى جودة قطع رديئة، بينما قد تؤدي سرعة القطع غير المناسبة إلى تآكل مفرط للشفرات أو تمزق المواد. يُعدّ ضبط هذه الإعدادات بانتظام بناءً على نوع المادة والنتيجة المرجوة أمرًا بالغ الأهمية لتحقيق الأداء الأمثل.